Potrebbero piacerti anche
- ZSXDocumento32 pagineZSXSanjeev KumarNessuna valutazione finora
- Tics BasicsDocumento11 pagineTics BasicsvlucknowNessuna valutazione finora
- Fuzzy LogicDocumento39 pagineFuzzy Logicvlucknow100% (4)
- Unit 5Documento274 pagineUnit 5vlucknowNessuna valutazione finora
- Unit - 4 Gear Generation & Non-Traditional Machining ProcessesDocumento57 pagineUnit - 4 Gear Generation & Non-Traditional Machining Processesvibhorjain18Nessuna valutazione finora
- Unit 2Documento1.190 pagineUnit 2vlucknowNessuna valutazione finora
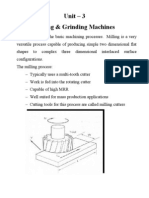
- Unit - 3Documento44 pagineUnit - 3vlucknowNessuna valutazione finora
- Unit - 2Documento53 pagineUnit - 2vlucknowNessuna valutazione finora
- Unit - 1.PrintOUTDocumento46 pagineUnit - 1.PrintOUTvlucknowNessuna valutazione finora
- Rdso Summer Training ProgramDocumento4 pagineRdso Summer Training ProgramvlucknowNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Upload Infotype 2006 (Absence Quotas) - Code Gallery - SCN WikiDocumento3 pagineUpload Infotype 2006 (Absence Quotas) - Code Gallery - SCN WikiArun Varshney (MULAYAM)Nessuna valutazione finora
- Interpreting The Venus CycleDocumento2 pagineInterpreting The Venus Cyclemurx2100% (1)
- ApolloBVM PDFDocumento41 pagineApolloBVM PDFShiva KumarNessuna valutazione finora
- HTTPHeader LiveDocumento199 pagineHTTPHeader LiveDenys BautistaNessuna valutazione finora
- Jeeves in The SpringtimeDocumento14 pagineJeeves in The SpringtimearavindpunnaNessuna valutazione finora
- Best Actor and Actress Adjudication Rubric 41950cb9a3Documento3 pagineBest Actor and Actress Adjudication Rubric 41950cb9a3Sarah Jhoy SalongaNessuna valutazione finora
- 1-Perceived Threat of Covid-19 and T.I (Reference Article)Documento10 pagine1-Perceived Threat of Covid-19 and T.I (Reference Article)Hassan NadeemNessuna valutazione finora
- Virtual Screening of Natural Products DatabaseDocumento71 pagineVirtual Screening of Natural Products DatabaseBarbara Arevalo Ramos100% (1)
- Option MCQ-Human Resource Management (205) : Clarifying Handling People Maintaing Relationship (C) Both (A) and (B)Documento4 pagineOption MCQ-Human Resource Management (205) : Clarifying Handling People Maintaing Relationship (C) Both (A) and (B)MukulNessuna valutazione finora
- (Revised) Dale Carnegie-How To Win Friends and Influence People-Simon and Schuster (1981)Documento12 pagine(Revised) Dale Carnegie-How To Win Friends and Influence People-Simon and Schuster (1981)TomasUreñaNessuna valutazione finora
- Sharp Service Manual Models Lc-40sh340k and Lc-40sh340e With Chassis 17mb60Documento106 pagineSharp Service Manual Models Lc-40sh340k and Lc-40sh340e With Chassis 17mb60murtibing100% (1)
- Orient Technologies Profile PresentationDocumento27 pagineOrient Technologies Profile PresentationNisarg ShahNessuna valutazione finora
- NA BR 1177 EN Dematic AutoStore SubsystemDocumento8 pagineNA BR 1177 EN Dematic AutoStore SubsystemDaniel Garnando KristianNessuna valutazione finora
- Kids 2: INSTITUTO CAMBRIDGE de Cultura Inglesa - EXÁMENES 2019Documento2 pagineKids 2: INSTITUTO CAMBRIDGE de Cultura Inglesa - EXÁMENES 2019Evaluna MoidalNessuna valutazione finora
- Viaje Del SolDocumento3 pagineViaje Del SolJanella UmiehNessuna valutazione finora
- Recommendation Letter MhandoDocumento2 pagineRecommendation Letter MhandoAnonymous Xb3zHio0% (1)
- Dramix: Dramix Economic Concrete Reinforcement For Safe Floors On PilesDocumento9 pagineDramix: Dramix Economic Concrete Reinforcement For Safe Floors On PilesMohammad IqbalNessuna valutazione finora
- Design Data 610 3450 9.5 1650 2 3300 2 1650 120Documento3 pagineDesign Data 610 3450 9.5 1650 2 3300 2 1650 120miteshpatel191100% (1)
- Enabling Secure Broadband Access Anywhere Anytime Access Anywhere, AnytimeDocumento4 pagineEnabling Secure Broadband Access Anywhere Anytime Access Anywhere, AnytimeEmmanuelNessuna valutazione finora
- Quilt of A Country Worksheet-QuestionsDocumento2 pagineQuilt of A Country Worksheet-QuestionsPanther / بانثرNessuna valutazione finora
- Revise Chap 12Documento14 pagineRevise Chap 12RACHEL DAMALERIONessuna valutazione finora
- As 4587-1999 Water Mist Fire Protection Systems - System Design Installation and CommissioningDocumento10 pagineAs 4587-1999 Water Mist Fire Protection Systems - System Design Installation and CommissioningSAI Global - APAC100% (1)
- Chapter 5 (6) Concrete MaterialDocumento134 pagineChapter 5 (6) Concrete Materialraju_420034520Nessuna valutazione finora
- Srinivasa Ramanujan Institute of TechnologyDocumento2 pagineSrinivasa Ramanujan Institute of TechnologyPandu RangareddyNessuna valutazione finora
- Introduction To Graph-Theoryv2Documento92 pagineIntroduction To Graph-Theoryv2sheela lNessuna valutazione finora
- Sebu6100-02 MDocumento74 pagineSebu6100-02 MSa CruCerNessuna valutazione finora
- Evaluation - Chemical Pit - 0Documento8 pagineEvaluation - Chemical Pit - 0Aiman AmirullahNessuna valutazione finora
- Data Science: Lecture #1Documento22 pagineData Science: Lecture #1khanjan varmaNessuna valutazione finora
- Applied-Signed Product Cordial Labeling and - Santhi.mDocumento6 pagineApplied-Signed Product Cordial Labeling and - Santhi.mImpact JournalsNessuna valutazione finora
- Title of The Training Program Regional Training of Grades 4-8 Reading Teachers On Care For Non-Readers (CNR) Program Module No., Day & Session NoDocumento18 pagineTitle of The Training Program Regional Training of Grades 4-8 Reading Teachers On Care For Non-Readers (CNR) Program Module No., Day & Session Nomarvin susminaNessuna valutazione finora