Potrebbero piacerti anche
- Low Alloy Steel Spec for Forged Bars and Shaped Forgings (4130, API 6A, NACE MR0175Documento4 pagineLow Alloy Steel Spec for Forged Bars and Shaped Forgings (4130, API 6A, NACE MR0175Arjun PrajapatiNessuna valutazione finora
- G3ir 1000 50 SP 9015 - R3Documento20 pagineG3ir 1000 50 SP 9015 - R3Ramu NallathambiNessuna valutazione finora
- Post Weld Head Treament Piping-ProcedureDocumento12 paginePost Weld Head Treament Piping-ProcedureAnh Võ100% (1)
- Asme CCase 1987-2Documento2 pagineAsme CCase 1987-2ADAMJSRAONessuna valutazione finora
- ES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Documento23 pagineES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Nikki RobertsNessuna valutazione finora
- GSPC Gas Company Ball Valve Technical SpecificationDocumento16 pagineGSPC Gas Company Ball Valve Technical SpecificationAbhijit TumbreNessuna valutazione finora
- Jis G 3507-2 - 2005Documento14 pagineJis G 3507-2 - 2005Harold_katzerNessuna valutazione finora
- A 1049Documento4 pagineA 1049irinasurNessuna valutazione finora
- Astm A890-A890m-12Documento4 pagineAstm A890-A890m-12Sankar Ganesh100% (3)
- RG6-S-00-1360-083 - 0001 - 4 Specification For Forged Valves Non-CryogenicDocumento8 pagineRG6-S-00-1360-083 - 0001 - 4 Specification For Forged Valves Non-CryogenicShivashankar Durga MedisettiNessuna valutazione finora
- Sa 320Documento13 pagineSa 320gst ajahNessuna valutazione finora
- ASTM-A351-A351M-18Documento4 pagineASTM-A351-A351M-18Milady OyuelaNessuna valutazione finora
- Ams 81200Documento29 pagineAms 81200BacksniperNessuna valutazione finora
- NASA Process Specification For The Heat Treatment of Steel AlloysDocumento9 pagineNASA Process Specification For The Heat Treatment of Steel AlloysisraelkkNessuna valutazione finora
- Hbmwussjtv PDFDocumento15 pagineHbmwussjtv PDFmaccione4311Nessuna valutazione finora
- Piping Welding General Specification Consortium) Rev-3Documento48 paginePiping Welding General Specification Consortium) Rev-3rvsreddy1972Nessuna valutazione finora
- ASTM A351 (Stainless Steel Castings)Documento5 pagineASTM A351 (Stainless Steel Castings)Fendi MirandaNessuna valutazione finora
- Astm A352Documento5 pagineAstm A352depeche1modeNessuna valutazione finora
- 60-8013 - Check List For Regeneration Gas Heater RFQDocumento3 pagine60-8013 - Check List For Regeneration Gas Heater RFQDinesh RajNessuna valutazione finora
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDocumento2 pagineNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification FortsliaNessuna valutazione finora
- Anchor Flange SpecificationDocumento9 pagineAnchor Flange SpecificationMamadNessuna valutazione finora
- UE-BHEL-054-MPP-04 Rev.03Documento6 pagineUE-BHEL-054-MPP-04 Rev.03udayakarnaNessuna valutazione finora
- Wheatstone Project LNG PlantDocumento1 paginaWheatstone Project LNG PlantLegend AnbuNessuna valutazione finora
- Excel SC 1018-1020Documento5 pagineExcel SC 1018-1020Nabil MaksudNessuna valutazione finora
- Purchase Spec. For Fittings (Sa815 Uns S31803)Documento5 paginePurchase Spec. For Fittings (Sa815 Uns S31803)Daison PaulNessuna valutazione finora
- CERTIFICATE-ABCO REF 11028Documento1 paginaCERTIFICATE-ABCO REF 11028Augusto De DimaNessuna valutazione finora
- Process Specification For The Heat Treatment of Steel AlloysDocumento12 pagineProcess Specification For The Heat Treatment of Steel AlloystetirichieNessuna valutazione finora
- 01 Samss 010Documento11 pagine01 Samss 010biplabpal2009Nessuna valutazione finora
- Ihara Fittings For High PressureDocumento45 pagineIhara Fittings For High PressureQuang Thanh NguyenNessuna valutazione finora
- Structural Fabrication SpecificationDocumento18 pagineStructural Fabrication Specificationravirawat15Nessuna valutazione finora
- A508Documento8 pagineA508doshi78Nessuna valutazione finora
- Comparison Between ASME and RCCDocumento22 pagineComparison Between ASME and RCClram70Nessuna valutazione finora
- A 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFDocumento5 pagineA 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFTiến Lượng NguyễnNessuna valutazione finora
- Purchase Spec. For Flange-Nickel Alloy Forgings (SB564 Uns N08825)Documento5 paginePurchase Spec. For Flange-Nickel Alloy Forgings (SB564 Uns N08825)Daison PaulNessuna valutazione finora
- Specification For Supply and Fabrication of Steel Structure-Gas de FranceDocumento18 pagineSpecification For Supply and Fabrication of Steel Structure-Gas de Francehappale2002Nessuna valutazione finora
- Hot-Rolled Flat Products For Cold Forming From Low-Pearlite Fine Grained SteelsDocumento3 pagineHot-Rolled Flat Products For Cold Forming From Low-Pearlite Fine Grained SteelsBielXDNessuna valutazione finora
- Standard Specification For Seamless Carbon and Alloy Steel Mechanical TubingDocumento13 pagineStandard Specification For Seamless Carbon and Alloy Steel Mechanical TubingGAGANSINGHALNessuna valutazione finora
- 44AC9100-000-V.02-0113-A4 - Rev B - GENERAL SPECIFICATION FOR BQ PLATESDocumento5 pagine44AC9100-000-V.02-0113-A4 - Rev B - GENERAL SPECIFICATION FOR BQ PLATESAvinash ShuklaNessuna valutazione finora
- SPC-0804.02-20.22 Rev D2 General Requirements For Air Cooled Heat Ex ChangersDocumento20 pagineSPC-0804.02-20.22 Rev D2 General Requirements For Air Cooled Heat Ex ChangersBernardo Ortiz100% (1)
- Ams 2412 KDocumento8 pagineAms 2412 KThaís FalcãoNessuna valutazione finora
- Purchase Spec. For Pipes (Sa790)Documento5 paginePurchase Spec. For Pipes (Sa790)Daison PaulNessuna valutazione finora
- Secification For Clad Carbon Steel Bends Manufactured by Induction HeatingDocumento19 pagineSecification For Clad Carbon Steel Bends Manufactured by Induction HeatingAdvisNessuna valutazione finora
- FOAM TANK KEAMARI (14200 Litres) : 1.0 GeneralDocumento3 pagineFOAM TANK KEAMARI (14200 Litres) : 1.0 GeneralirfanlarikhotmailcomNessuna valutazione finora
- Astm A351Documento5 pagineAstm A351pepelefuuNessuna valutazione finora
- Source: Http://assist - Dla.mil - Downloaded: 2022-11-03T03:15Z Check The Source To Verify That This Is The Current Version Before UseDocumento28 pagineSource: Http://assist - Dla.mil - Downloaded: 2022-11-03T03:15Z Check The Source To Verify That This Is The Current Version Before UseWangNessuna valutazione finora
- t3314 1 El SPC 001 Ra1 Low Voltage MccsDocumento19 paginet3314 1 El SPC 001 Ra1 Low Voltage MccsPablo Barrios CNessuna valutazione finora
- JIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Documento21 pagineJIS G4053-2003 Low-Alloyed Steels for Machine Structural Use (英文版)Krishna100% (10)
- Design of SHSDocumento56 pagineDesign of SHSRobertBayley100% (1)
- Technical Specifications BAMULDocumento133 pagineTechnical Specifications BAMULjaya100% (1)
- Ductile Cast Iron Data SheetDocumento3 pagineDuctile Cast Iron Data SheetpkjenaleoNessuna valutazione finora
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselDocumento15 pagineSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshNessuna valutazione finora
- EPC3-BRT Pj. - Intergral Double Block & Bleed ValvesDocumento6 pagineEPC3-BRT Pj. - Intergral Double Block & Bleed ValvesUsman Arif100% (1)
- 1750 22Documento4 pagine1750 22hogoyoNessuna valutazione finora
- Astm A351Documento5 pagineAstm A351Srinivasan KrishnamoorthyNessuna valutazione finora
- Pressure VesselsDocumento42 paginePressure VesselsIndra BRNessuna valutazione finora
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDa EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Power Boilers & Heat Exchangers World Summary: Market Values & Financials by CountryDa EverandPower Boilers & Heat Exchangers World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Packing ProcedureDocumento24 paginePacking ProcedureArjun PrajapatiNessuna valutazione finora
- Specification For Plates and Forgings PDFDocumento2 pagineSpecification For Plates and Forgings PDFArjun PrajapatiNessuna valutazione finora
- BU Motors and Generators: Prepared Separate Part List Title ScaleDocumento1 paginaBU Motors and Generators: Prepared Separate Part List Title ScaleArjun PrajapatiNessuna valutazione finora
- ATKP362339 Revb1 111116 PDFDocumento1 paginaATKP362339 Revb1 111116 PDFArjun PrajapatiNessuna valutazione finora
- SRNDocumento1 paginaSRNArjun PrajapatiNessuna valutazione finora
- QS MS 117Documento5 pagineQS MS 117Arjun PrajapatiNessuna valutazione finora
- Anov DWG 201Documento1 paginaAnov DWG 201Arjun PrajapatiNessuna valutazione finora
- Righton LTD Stainless Steel 3S144 394Documento1 paginaRighton LTD Stainless Steel 3S144 394Arjun PrajapatiNessuna valutazione finora
- ATKP362341 Revb1 111116Documento1 paginaATKP362341 Revb1 111116Arjun PrajapatiNessuna valutazione finora
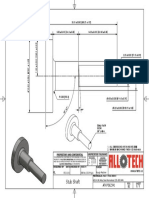
- Stub Shaft Forging: ATKP362340/ATKP302958Documento1 paginaStub Shaft Forging: ATKP362340/ATKP302958Arjun PrajapatiNessuna valutazione finora
- ATKP362339 Revb1 111116Documento1 paginaATKP362339 Revb1 111116Arjun PrajapatiNessuna valutazione finora
- Forged Plate: Proprietary and Confidential Unspecified ToleranceDocumento1 paginaForged Plate: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiNessuna valutazione finora
- Specification For Plates and Forgings PDFDocumento2 pagineSpecification For Plates and Forgings PDFArjun PrajapatiNessuna valutazione finora
- Integrated: Rough Machine Intermediate Flange Large Bore Shear 7 1/16"-5000 MWPDocumento1 paginaIntegrated: Rough Machine Intermediate Flange Large Bore Shear 7 1/16"-5000 MWPArjun PrajapatiNessuna valutazione finora
- Intermadate ShaftDocumento1 paginaIntermadate ShaftArjun PrajapatiNessuna valutazione finora
- Bearing Housing: Proprietary and Confidential Unspecified ToleranceDocumento1 paginaBearing Housing: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiNessuna valutazione finora
- Forged Donut: Proprietary and Confidential Unspecified ToleranceDocumento1 paginaForged Donut: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiNessuna valutazione finora
- Receiving Inspection Plan SummaryDocumento2 pagineReceiving Inspection Plan SummaryArjun PrajapatiNessuna valutazione finora
- Anov DWG 201Documento1 paginaAnov DWG 201Arjun PrajapatiNessuna valutazione finora
- Specification For Plates and Forgings PDFDocumento2 pagineSpecification For Plates and Forgings PDFArjun PrajapatiNessuna valutazione finora
- Bid Inv 6300011707 c1209 33 Steel TubesDocumento2 pagineBid Inv 6300011707 c1209 33 Steel TubesArjun PrajapatiNessuna valutazione finora
- 20inch Top Bonnet Flange PDFDocumento1 pagina20inch Top Bonnet Flange PDFArjun PrajapatiNessuna valutazione finora
- Technical Annexure: EREQ No.: Split No.Documento6 pagineTechnical Annexure: EREQ No.: Split No.Arjun PrajapatiNessuna valutazione finora
- High-Carbon, High Chromium Cold Work Tool Steel: Z Similar SteelsDocumento3 pagineHigh-Carbon, High Chromium Cold Work Tool Steel: Z Similar Steelsjaskaran singhNessuna valutazione finora
- Thrust Bearing Bush Forging RMDocumento1 paginaThrust Bearing Bush Forging RMArjun PrajapatiNessuna valutazione finora
- Chapter-I Particulars of Esi Corporation, Its Functions and DutiesDocumento30 pagineChapter-I Particulars of Esi Corporation, Its Functions and DutiesArjun PrajapatiNessuna valutazione finora
- 9256 1..girth FLG - DV - Ex-9256 (Final) H1828-29-34-35 R1Documento2 pagine9256 1..girth FLG - DV - Ex-9256 (Final) H1828-29-34-35 R1Arjun PrajapatiNessuna valutazione finora
- Technical Card Gruppo Lucefin Revision 2013 All Rights ReservedDocumento1 paginaTechnical Card Gruppo Lucefin Revision 2013 All Rights ReservedArjun PrajapatiNessuna valutazione finora
- Chemotherapy - Alkylating AgentsDocumento33 pagineChemotherapy - Alkylating AgentsNolan100% (1)
- Kirloskar Corrocoat GFC CaseStudyDocumento35 pagineKirloskar Corrocoat GFC CaseStudyAbhishek SharmaNessuna valutazione finora
- Lact Unit Technical PaperDocumento8 pagineLact Unit Technical PaperAnthonyNessuna valutazione finora
- The Burning Sugar Lab2-2Documento2 pagineThe Burning Sugar Lab2-2Anonymous bSHzkpuTNessuna valutazione finora
- VGP Eme NotesDocumento82 pagineVGP Eme NotesVinayaka G PNessuna valutazione finora
- 5991 6572enDocumento6 pagine5991 6572enHoanghanh LequangNessuna valutazione finora
- General-Chemistry1 Quarter1 Week2Documento24 pagineGeneral-Chemistry1 Quarter1 Week2Rose RepuestoNessuna valutazione finora
- LR-Rules For Manufacture - Testing and Certification of Materials - Julio 2015 - Chapter 1 General RequirementsDocumento14 pagineLR-Rules For Manufacture - Testing and Certification of Materials - Julio 2015 - Chapter 1 General RequirementsmarboledtNessuna valutazione finora
- RacDocumento3 pagineRacofficial vrNessuna valutazione finora
- ENGR 2213 Thermodynamics: F. C. Lai School of Aerospace and Mechanical Engineering University of OklahomaDocumento20 pagineENGR 2213 Thermodynamics: F. C. Lai School of Aerospace and Mechanical Engineering University of OklahomaSebastián SantarrosaNessuna valutazione finora
- Azithromycin at Low Nanogram LevelsDocumento2 pagineAzithromycin at Low Nanogram LevelsDewi WulandhariNessuna valutazione finora
- ATEX Certification ExplanationDocumento10 pagineATEX Certification Explanationengenharia.tiagoNessuna valutazione finora
- Sae Wan 2015Documento17 pagineSae Wan 2015Munteanu Stebel CristinaNessuna valutazione finora
- A Comparison of Dental Crown MaterialsDocumento12 pagineA Comparison of Dental Crown MaterialsUnlikely QuestionsNessuna valutazione finora
- History of RefrigerationDocumento20 pagineHistory of RefrigerationCharene BernabeNessuna valutazione finora
- As 3880-1991 Bin Flow Properties of CoalDocumento7 pagineAs 3880-1991 Bin Flow Properties of CoalSAI Global - APACNessuna valutazione finora
- Workshop Facilities - Rev1Documento14 pagineWorkshop Facilities - Rev1Mohd NoorNessuna valutazione finora
- Engineering Failure Analysis of Bank Front Boiler TubesDocumento8 pagineEngineering Failure Analysis of Bank Front Boiler TubesLuis Enrique Barrera SandovalNessuna valutazione finora
- Lab Determining The Chemical Formula of A HydrateDocumento1 paginaLab Determining The Chemical Formula of A HydrateKatherine Diemert0% (1)
- CH 5 Summary-CPRDocumento12 pagineCH 5 Summary-CPRminaNessuna valutazione finora
- Breezair RPBDocumento4 pagineBreezair RPBmohit aggarwalNessuna valutazione finora
- Elastuff 120Documento5 pagineElastuff 120pravi3434Nessuna valutazione finora
- THE MECHANISM OF THE NINHYDRIN REACTION - Retinger, 1917Documento8 pagineTHE MECHANISM OF THE NINHYDRIN REACTION - Retinger, 1917Bruna Moura BastosNessuna valutazione finora
- ELSD IQ OQ ProtocolDocumento7 pagineELSD IQ OQ ProtocolRajan RamaswamiNessuna valutazione finora
- Preparation and Characterization of nano-TiO2 Powder PDFDocumento5 paginePreparation and Characterization of nano-TiO2 Powder PDFnguyengiaohungNessuna valutazione finora
- Conforms to EC 1907/2006 REACH Annex II Safety Data Sheet (SDSDocumento9 pagineConforms to EC 1907/2006 REACH Annex II Safety Data Sheet (SDSzaidan hadiNessuna valutazione finora
- CP12400F X 1Documento2 pagineCP12400F X 1AndrijanaAnaNessuna valutazione finora
- Activity Sheet-29 (Introduction To Electrolysis)Documento3 pagineActivity Sheet-29 (Introduction To Electrolysis)Nkemzi NzetengenleNessuna valutazione finora
- Chemical RNA Structure - Learn Science at ScitableDocumento4 pagineChemical RNA Structure - Learn Science at ScitablepravindshawNessuna valutazione finora
- Safety Regional Sales MnaagerDocumento5 pagineSafety Regional Sales MnaagermohammedNessuna valutazione finora