Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- As 2542.2.3-2014Documento25 pagineAs 2542.2.3-2014Rizwan Ali100% (1)
- Anatomy of Logo Design 10 Steps Process 2015 FinalDocumento18 pagineAnatomy of Logo Design 10 Steps Process 2015 FinalPredrag Branko IvanovićNessuna valutazione finora
- UTL G GS-8 Rev10 Piping MaterialsDocumento253 pagineUTL G GS-8 Rev10 Piping Materialsmasoud132Nessuna valutazione finora
- Dynamics - Bedford - 2Documento1 paginaDynamics - Bedford - 2masoud132Nessuna valutazione finora
- 175 Ir012000Documento2 pagine175 Ir012000masoud132Nessuna valutazione finora
- OISD-GDN 199: Oil Industry Safety DirectorateDocumento32 pagineOISD-GDN 199: Oil Industry Safety Directoratemasoud132Nessuna valutazione finora
- General Workplace Safety: JUNE 2006Documento149 pagineGeneral Workplace Safety: JUNE 2006masoud132Nessuna valutazione finora
- The Institute of Engineering and Technology (Iet)Documento1 paginaThe Institute of Engineering and Technology (Iet)masoud132Nessuna valutazione finora
- The Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering SocietiesDocumento1 paginaThe Institute of Mechanical Engineers (Imeche) : 5 1.2 Engineering Institutions and Engineering Societiesmasoud132Nessuna valutazione finora
- The Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocumento1 paginaThe Institute of Mechanical Engineers (Imeche) : 6 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Nessuna valutazione finora
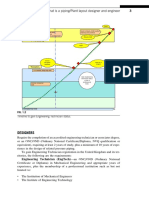
- 3 1.1 What Is A Piping/plant Layout Designer and Engineer: DesignersDocumento1 pagina3 1.1 What Is A Piping/plant Layout Designer and Engineer: Designersmasoud132Nessuna valutazione finora
- Engineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)Documento1 paginaEngineering Institutions and Engineering Societies: American Society of Mechanical Engineers (Asme)masoud132Nessuna valutazione finora
- Engineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and EngineerDocumento1 paginaEngineers and Designers - Career Paths-Institutes: What Is A Piping/Plant Layout Designer and Engineermasoud132Nessuna valutazione finora
- SP 10 04Documento8 pagineSP 10 04masoud132Nessuna valutazione finora
- 2 CHAPTER 1 Engineers and Designers-Career Paths-InstitutesDocumento1 pagina2 CHAPTER 1 Engineers and Designers-Career Paths-Institutesmasoud132Nessuna valutazione finora
- SP 10 03 PDFDocumento7 pagineSP 10 03 PDFmasoud132Nessuna valutazione finora
- SP 10 17 PDFDocumento8 pagineSP 10 17 PDFmasoud132Nessuna valutazione finora
- dk4036fm PDFDocumento15 paginedk4036fm PDFajaysolate306871% (7)
- Advanced Labyrinth Lord Screen (v1.03)Documento9 pagineAdvanced Labyrinth Lord Screen (v1.03)Yamil Gonzalez100% (5)
- Isometric ProjectionDocumento2 pagineIsometric ProjectionRick NatividadNessuna valutazione finora
- Amerol v. BagumbaranDocumento8 pagineAmerol v. BagumbaranDessa ReyesNessuna valutazione finora
- AstraZeneca v. Dr. ReddysDocumento14 pagineAstraZeneca v. Dr. ReddysMarkman AdvisorsNessuna valutazione finora
- BS en 12715 - 2000 - GroutingDocumento5 pagineBS en 12715 - 2000 - GroutingAndy LeeNessuna valutazione finora
- #30 FleshgraftsDocumento17 pagine#30 FleshgraftsLilith KaneNessuna valutazione finora
- Calculation For Shear Strength in A Timber Beam With A Notch at Its Lower Side Where It Is SupportedDocumento20 pagineCalculation For Shear Strength in A Timber Beam With A Notch at Its Lower Side Where It Is SupportedtmssorinNessuna valutazione finora
- ANSI American National Standard For Roadway Lighting Equipment Internal Labeling of LuminairesDocumento2 pagineANSI American National Standard For Roadway Lighting Equipment Internal Labeling of LuminairesricardoNessuna valutazione finora
- Genie Industries v. Snorkel InternationalDocumento12 pagineGenie Industries v. Snorkel InternationalPriorSmartNessuna valutazione finora
- Assessing E-Banking in Nam Dinh, Viet NamDocumento180 pagineAssessing E-Banking in Nam Dinh, Viet NamDo NganNessuna valutazione finora
- Echallan - Parivahan.gov - in Mparivahan-API Print-Page Challan No +VlxRh+bRJVJJT/KEZyz9Rr9sI/OEW7jXX6wHD3BbJgDocumento2 pagineEchallan - Parivahan.gov - in Mparivahan-API Print-Page Challan No +VlxRh+bRJVJJT/KEZyz9Rr9sI/OEW7jXX6wHD3BbJgBacchu KhanNessuna valutazione finora
- Halabi Sagir PDFDocumento278 pagineHalabi Sagir PDFazizan4545Nessuna valutazione finora
- MLB2K9 PC Manual v8Documento9 pagineMLB2K9 PC Manual v8Pablo Campos SalazarNessuna valutazione finora
- A Simple ShrugDocumento2 pagineA Simple ShrugJill KrahlingNessuna valutazione finora
- Sampling Materials For ShotcreteDocumento2 pagineSampling Materials For ShotcreteEvert RiveraNessuna valutazione finora
- Patent Drafting GuidelinesDocumento10 paginePatent Drafting GuidelinesLalit Ambastha100% (15)
- 5 & 6 Regional DialectsDocumento9 pagine5 & 6 Regional Dialectselsayedola13Nessuna valutazione finora
- API 1104 Code ClinicDocumento60 pagineAPI 1104 Code Clinicarorats100% (5)
- US PatentDocumento10 pagineUS PatentFauzan MahadityaNessuna valutazione finora
- COSWPDocumento7 pagineCOSWPjquanNessuna valutazione finora
- Grandmas Glasses FKB Kids Stories PDFDocumento13 pagineGrandmas Glasses FKB Kids Stories PDFSergio LeandroNessuna valutazione finora
- Questionnaire On CelebrityDocumento2 pagineQuestionnaire On CelebrityBrentt Waitforit DavidNessuna valutazione finora
- United States Court of Appeals, Fourth CircuitDocumento5 pagineUnited States Court of Appeals, Fourth CircuitScribd Government DocsNessuna valutazione finora
- Silly ChickenDocumento20 pagineSilly ChickenasifhaidertgNessuna valutazione finora
- Robbins PPT13Documento16 pagineRobbins PPT13ESSAMNessuna valutazione finora
- Iso 11237 2010 en FR PDFDocumento6 pagineIso 11237 2010 en FR PDFoliverino111Nessuna valutazione finora
- Ruston v. Church of Jesus Christ of Latter Day Saints Et Al - Document No. 34Documento2 pagineRuston v. Church of Jesus Christ of Latter Day Saints Et Al - Document No. 34Justia.comNessuna valutazione finora