Potrebbero piacerti anche
- 15 Day Detox ChallengeDocumento84 pagine15 Day Detox ChallengeDanii Supergirl Bailey100% (4)
- Aama 204-98Documento7 pagineAama 204-98DavidNessuna valutazione finora
- Aama 501.2-03Documento8 pagineAama 501.2-03Gino TironiNessuna valutazione finora
- Astm E283Documento5 pagineAstm E283Lupita Ramirez50% (2)
- Astm c1036Documento8 pagineAstm c1036the lookNessuna valutazione finora
- Ansi Z97.1 PDFDocumento55 pagineAnsi Z97.1 PDFGlobal Training Division100% (2)
- Acceptance Criteria For Test Reports AC 85Documento2 pagineAcceptance Criteria For Test Reports AC 85Aizat Alias100% (2)
- AAMA 501.2 Overview PresentationDocumento28 pagineAAMA 501.2 Overview PresentationClevis TownshipNessuna valutazione finora
- Structural Sealant Glazing: Standard Guide ForDocumento52 pagineStructural Sealant Glazing: Standard Guide ForĐường Nguyễn ThừaNessuna valutazione finora
- Aama 501.5-07Documento8 pagineAama 501.5-07zaheerahmed77Nessuna valutazione finora
- C 1087 00 Sellantes Compatibilidad EstructurasDocumento4 pagineC 1087 00 Sellantes Compatibilidad Estructurasadrianhhhh1984Nessuna valutazione finora
- ANSI Z97 1-2004 Safety GlazingDocumento41 pagineANSI Z97 1-2004 Safety GlazingLuis Martins100% (1)
- ASTM E283-1991 (04-2012) - Standard Test Method For Determinig The Rate of Air LeakageDocumento7 pagineASTM E283-1991 (04-2012) - Standard Test Method For Determinig The Rate of Air LeakageArnaud NetoNessuna valutazione finora
- Aci 303.1 PDFDocumento14 pagineAci 303.1 PDFOSIIQPGRISNessuna valutazione finora
- C1289Documento9 pagineC1289dinhtung2210Nessuna valutazione finora
- F 2247 - 03Documento14 pagineF 2247 - 03Francisco GuerraNessuna valutazione finora
- AAMA 501.2 - Hose Nozzle Water Spray TestingDocumento4 pagineAAMA 501.2 - Hose Nozzle Water Spray TestingNoz KiNessuna valutazione finora
- Aa Daf-45Documento12 pagineAa Daf-45Larry Wayne Sumpter, JrNessuna valutazione finora
- AAMA WDMA CSA 101 I S 2 A440 11 (Standard Specification For Windows, Doors and Skylights)Documento8 pagineAAMA WDMA CSA 101 I S 2 A440 11 (Standard Specification For Windows, Doors and Skylights)siddique27Nessuna valutazione finora
- Astm C270.25146Documento14 pagineAstm C270.25146Isabel100% (1)
- AAMA 2410-03: Standard Practice For Installation of Windows With An Exterior Flush Fin Over An Existing Window FrameDocumento9 pagineAAMA 2410-03: Standard Practice For Installation of Windows With An Exterior Flush Fin Over An Existing Window FrameGino TironiNessuna valutazione finora
- 16 10 25 Epd 7 Reynaers Curtain Wall CW 50 r01Documento14 pagine16 10 25 Epd 7 Reynaers Curtain Wall CW 50 r01supadiNessuna valutazione finora
- MSS SP-90-2000Documento26 pagineMSS SP-90-2000masoudNessuna valutazione finora
- Training Instructor Qualification and Certification Eligibility of Emergency Medical DispatchersDocumento5 pagineTraining Instructor Qualification and Certification Eligibility of Emergency Medical DispatchersmasoudNessuna valutazione finora
- Live Line and Measuring Telescoping Tools: Standard Specification ForDocumento6 pagineLive Line and Measuring Telescoping Tools: Standard Specification Formasoud100% (1)
- Anatomy of the pulp cavity กย 2562-1Documento84 pagineAnatomy of the pulp cavity กย 2562-1IlincaVasilescuNessuna valutazione finora
- Astm C1036-16Documento10 pagineAstm C1036-16josemanuel0525100% (3)
- Previews BHMA A156!9!2010 PreDocumento5 paginePreviews BHMA A156!9!2010 Pretmisulica0% (1)
- Steel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsDocumento4 pagineSteel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsMikoNessuna valutazione finora
- Astm E1105 Water Intrusion TestDocumento21 pagineAstm E1105 Water Intrusion TestCristian DandresNessuna valutazione finora
- Ansi Bhma A156.40 2015 PDFDocumento34 pagineAnsi Bhma A156.40 2015 PDFShawn DeolNessuna valutazione finora
- ASTM C1172 (Laminated Glass)Documento5 pagineASTM C1172 (Laminated Glass)Ryler Vin100% (1)
- Astm E699Documento8 pagineAstm E699AlbertoNessuna valutazione finora
- Astm C1036-06Documento55 pagineAstm C1036-06Mauricio RiquelmeNessuna valutazione finora
- Behavior of Materials in A Tube Furnace With A Cone-Shaped Airflow Stabilizer, at 750°CDocumento11 pagineBehavior of Materials in A Tube Furnace With A Cone-Shaped Airflow Stabilizer, at 750°CAhmad Zubair RasulyNessuna valutazione finora
- Astm D4434 04Documento4 pagineAstm D4434 04Jeff GajeNessuna valutazione finora
- Application of Gypsum Veneer Plaster: Standard Specification ForDocumento5 pagineApplication of Gypsum Veneer Plaster: Standard Specification ForINARQ1979Nessuna valutazione finora
- 16 CFR Part 1201 - 2002 ADocumento19 pagine16 CFR Part 1201 - 2002 Abatteekh100% (1)
- Astm c1048Documento10 pagineAstm c1048Michael LimNessuna valutazione finora
- 30-Astm C1021-08Documento3 pagine30-Astm C1021-08Rolando de Guzman100% (1)
- Field Determination of Water Penetration of Installed Exterior Windows, Skylights, Doors, and Curtain Walls, by Uniform or Cyclic Static Air Pressure DifferenceDocumento6 pagineField Determination of Water Penetration of Installed Exterior Windows, Skylights, Doors, and Curtain Walls, by Uniform or Cyclic Static Air Pressure DifferenceAizaz Shaikh100% (1)
- A1003Documento6 pagineA1003hamidharvardNessuna valutazione finora
- ASTM's C926, C897, C932, C631Documento25 pagineASTM's C926, C897, C932, C631sarah magdyNessuna valutazione finora
- Astm A194 - A194m-23Documento13 pagineAstm A194 - A194m-23ashrafNessuna valutazione finora
- ASTM E2486 Impact ResistantDocumento8 pagineASTM E2486 Impact ResistantestanilorenteNessuna valutazione finora
- E773Documento5 pagineE773vietpineNessuna valutazione finora
- C1242Documento17 pagineC1242Ana Rabiniuc100% (1)
- By Authority of Legally Binding Document: The United States of AmericaDocumento69 pagineBy Authority of Legally Binding Document: The United States of AmericaPanomkornNessuna valutazione finora
- Astm E241Documento14 pagineAstm E241Lupita Ramirez100% (1)
- A156.4 - 2008 Door Control-Closers Hardware HighlightsDocumento1 paginaA156.4 - 2008 Door Control-Closers Hardware HighlightsteramodNessuna valutazione finora
- Astm C126-16Documento6 pagineAstm C126-16Manuel Antonio Santos VargasNessuna valutazione finora
- Astm C1397-13Documento9 pagineAstm C1397-13Boz Van DuynNessuna valutazione finora
- Why Buildings Leak UVADocumento94 pagineWhy Buildings Leak UVAy2kareinNessuna valutazione finora
- AAMA 906-05: Voluntary Specification For Sliding Glass Door Roller AssembliesDocumento5 pagineAAMA 906-05: Voluntary Specification For Sliding Glass Door Roller AssembliesMarian Joyce Macadine100% (1)
- AAMA 501.6 Seismic Test - Focuses On Seismic Safety of Glass MechanismDocumento1 paginaAAMA 501.6 Seismic Test - Focuses On Seismic Safety of Glass MechanismElvinaRichardNessuna valutazione finora
- En 1999 1 5 2007 PDFDocumento67 pagineEn 1999 1 5 2007 PDFNiko NeznanovicNessuna valutazione finora
- DIN EN 14179-1 Eng HSTDocumento41 pagineDIN EN 14179-1 Eng HSThm13520% (1)
- Specifying Windows and Doors Using Performance Standards PDFDocumento78 pagineSpecifying Windows and Doors Using Performance Standards PDFbatteekh100% (1)
- Etag 002-1Documento75 pagineEtag 002-1DerRennerNessuna valutazione finora
- Abrasion TaberDocumento2 pagineAbrasion TaberDiego Fernado AvendañoNessuna valutazione finora
- AAMA STANDARDS Comparisons ChartDocumento1 paginaAAMA STANDARDS Comparisons ChartrayNessuna valutazione finora
- Field Testing Procedures FOR Curtainwalls, Windows and Façade ElementsDocumento56 pagineField Testing Procedures FOR Curtainwalls, Windows and Façade ElementsMohammad TaushifNessuna valutazione finora
- Ansi NFRC 100-2017 E0a1rlDocumento123 pagineAnsi NFRC 100-2017 E0a1rlDespoina PostantziNessuna valutazione finora
- Astm C1036 16Documento6 pagineAstm C1036 16MOHAMMADNessuna valutazione finora
- Astm C1036 16Documento6 pagineAstm C1036 16MOHAMMADNessuna valutazione finora
- MSS SP-133-2005Documento17 pagineMSS SP-133-2005masoudNessuna valutazione finora
- M PM 115Documento14 pagineM PM 115masoudNessuna valutazione finora
- MSS SP-70-2011 PDFDocumento16 pagineMSS SP-70-2011 PDFmasoudNessuna valutazione finora
- Leak Detection TechnologyDocumento10 pagineLeak Detection TechnologymasoudNessuna valutazione finora
- MSS SP-118-2007Documento24 pagineMSS SP-118-2007masoudNessuna valutazione finora
- Ips G PM 200Documento33 pagineIps G PM 200masoudNessuna valutazione finora
- Ips G PM 120Documento22 pagineIps G PM 120masoudNessuna valutazione finora
- G PM 250Documento28 pagineG PM 250masoudNessuna valutazione finora
- G PM 105Documento26 pagineG PM 105MojtabaNessuna valutazione finora
- E PM 110Documento42 pagineE PM 110masoudNessuna valutazione finora
- Symbols and Definitions Relating To Magnetic Testing: Standard Terminology ofDocumento16 pagineSymbols and Definitions Relating To Magnetic Testing: Standard Terminology ofmasoudNessuna valutazione finora
- E PM 385Documento25 pagineE PM 385masoudNessuna valutazione finora
- B985 12 (2016)Documento8 pagineB985 12 (2016)masoudNessuna valutazione finora
- B241B241M 16Documento22 pagineB241B241M 16masoudNessuna valutazione finora
- E PM 400Documento17 pagineE PM 400masoudNessuna valutazione finora
- E PM 100Documento29 pagineE PM 100masoudNessuna valutazione finora
- Wrought Seamless and Welded and Drawn Cobalt Alloy Small Diameter Tubing For Surgical Implants (UNS R30003, UNS R30008, UNS R30035, UNS R30605, and UNS R31537)Documento6 pagineWrought Seamless and Welded and Drawn Cobalt Alloy Small Diameter Tubing For Surgical Implants (UNS R30003, UNS R30008, UNS R30035, UNS R30605, and UNS R31537)masoudNessuna valutazione finora
- Warnings On Refillable CO Cylinders Used in The Sport of PaintballDocumento3 pagineWarnings On Refillable CO Cylinders Used in The Sport of PaintballmasoudNessuna valutazione finora
- Scope of Performance of First Responders Who Practice in The Wilderness or Delayed or Prolonged Transport SettingsDocumento3 pagineScope of Performance of First Responders Who Practice in The Wilderness or Delayed or Prolonged Transport SettingsmasoudNessuna valutazione finora
- Human Land Search and Rescue Resources: Standard Classification System ofDocumento4 pagineHuman Land Search and Rescue Resources: Standard Classification System ofmasoudNessuna valutazione finora
- Determining The Protective Performance of An Arc Protective Blanket For Electric Arc HazardsDocumento8 pagineDetermining The Protective Performance of An Arc Protective Blanket For Electric Arc HazardsmasoudNessuna valutazione finora
- WarringFleets Complete PDFDocumento26 pagineWarringFleets Complete PDFlingshu8100% (1)
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsDocumento74 pagineAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuNessuna valutazione finora
- Durex 'S Marketing Strategy in VietnamDocumento45 pagineDurex 'S Marketing Strategy in VietnamPham Nguyen KhoiNessuna valutazione finora
- 40 People vs. Rafanan, Jr.Documento10 pagine40 People vs. Rafanan, Jr.Simeon TutaanNessuna valutazione finora
- Lamentation of The Old Pensioner FinalDocumento17 pagineLamentation of The Old Pensioner FinalRahulNessuna valutazione finora
- Meno's Paradox of Inquiry and Socrates' Theory of RecollectionDocumento10 pagineMeno's Paradox of Inquiry and Socrates' Theory of RecollectionPhilip DarbyNessuna valutazione finora
- Speech On Viewing SkillsDocumento1 paginaSpeech On Viewing SkillsMera Largosa ManlaweNessuna valutazione finora
- SLA in PEGA How To Configue Service Level Agreement - HKRDocumento7 pagineSLA in PEGA How To Configue Service Level Agreement - HKRsridhar varmaNessuna valutazione finora
- Guyana and The Islamic WorldDocumento21 pagineGuyana and The Islamic WorldshuaibahmadkhanNessuna valutazione finora
- English Homework 10 Grammar Focus 2: Lecturer: Mr. Dr. H. Abdul Hamid, M.SiDocumento4 pagineEnglish Homework 10 Grammar Focus 2: Lecturer: Mr. Dr. H. Abdul Hamid, M.SiMutiara siwa UtamiNessuna valutazione finora
- Module 2 MANA ECON PDFDocumento5 pagineModule 2 MANA ECON PDFMeian De JesusNessuna valutazione finora
- 1 in 8.5 60KG PSC Sleepers TurnoutDocumento9 pagine1 in 8.5 60KG PSC Sleepers Turnoutrailway maintenanceNessuna valutazione finora
- Applications SeawaterDocumento23 pagineApplications SeawaterQatar home RentNessuna valutazione finora
- Final Project Strategic ManagementDocumento2 pagineFinal Project Strategic ManagementMahrukh RasheedNessuna valutazione finora
- Global Divides: The North and The South: National University Sports AcademyDocumento32 pagineGlobal Divides: The North and The South: National University Sports AcademyYassi CurtisNessuna valutazione finora
- My Mother at 66Documento6 pagineMy Mother at 66AnjanaNessuna valutazione finora
- Intellirent 2009 CatalogDocumento68 pagineIntellirent 2009 Catalograza239Nessuna valutazione finora
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDocumento3 pagine2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- KsDocumento5 pagineKsnurlatifahNessuna valutazione finora
- John L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDocumento12 pagineJohn L. Selzer - Merit and Degree in Webster's - The Duchess of MalfiDivya AggarwalNessuna valutazione finora
- PSA Poster Project WorkbookDocumento38 paginePSA Poster Project WorkbookwalliamaNessuna valutazione finora
- Siemens Make Motor Manual PDFDocumento10 pagineSiemens Make Motor Manual PDFArindam SamantaNessuna valutazione finora
- Triaxial Shear TestDocumento10 pagineTriaxial Shear TestAfiqah Nu'aimiNessuna valutazione finora
- Introduction To Screenwriting UEADocumento12 pagineIntroduction To Screenwriting UEAMartín SalasNessuna valutazione finora
- 50114a Isolemfi 50114a MonoDocumento2 pagine50114a Isolemfi 50114a MonoUsama AwadNessuna valutazione finora
- W25509 PDF EngDocumento11 pagineW25509 PDF EngNidhi SinghNessuna valutazione finora
- Application Form InnofundDocumento13 pagineApplication Form InnofundharavinthanNessuna valutazione finora
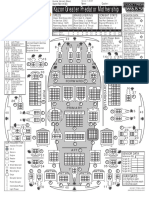
- Kazon Greater Predator MothershipDocumento1 paginaKazon Greater Predator MothershipknavealphaNessuna valutazione finora