Potrebbero piacerti anche
- Inventii ConstructiiDocumento21 pagineInventii ConstructiiAdriana Daniela SanduNessuna valutazione finora
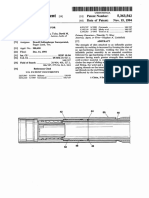
- United States Patent (191 (11) Patent Number: 5,259,288: Vatsvog (45) Date of Patent: Nov. 9, 1993Documento13 pagineUnited States Patent (191 (11) Patent Number: 5,259,288: Vatsvog (45) Date of Patent: Nov. 9, 1993fghdfjerNessuna valutazione finora
- 枪炮声抑制器 PDFDocumento11 pagine枪炮声抑制器 PDFJin SongNessuna valutazione finora
- United States Patent: (12) (10) Patent N0.: US 7,213,519 B2 Wiley Et Al. (45) Date of Patent: May 8, 2007Documento26 pagineUnited States Patent: (12) (10) Patent N0.: US 7,213,519 B2 Wiley Et Al. (45) Date of Patent: May 8, 2007fghdfjerNessuna valutazione finora
- United States Patent (19) (11) Patent Number: 5,871,306: Tilcox (45) Date of Patent: Feb. 16, 1999Documento6 pagineUnited States Patent (19) (11) Patent Number: 5,871,306: Tilcox (45) Date of Patent: Feb. 16, 1999Pato Patiño MuñozNessuna valutazione finora
- US20110168009A1Documento18 pagineUS20110168009A1elias vegaNessuna valutazione finora
- US7997020Documento16 pagineUS7997020Ger Adinolfi-FebreNessuna valutazione finora
- United States Patent: Zamirowski Et A1. (10) Patent N0.: (45) Date of PatentDocumento29 pagineUnited States Patent: Zamirowski Et A1. (10) Patent N0.: (45) Date of PatentSoma GhoshNessuna valutazione finora
- Us 6131519Documento4 pagineUs 6131519dgfhjsdg hfsdhyjNessuna valutazione finora
- United States Patent: Hochstrate Et A) - (10) Patent N0.: (45) Date of PatentDocumento46 pagineUnited States Patent: Hochstrate Et A) - (10) Patent N0.: (45) Date of Patentedef345100% (1)
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDocumento9 pagineUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555Nessuna valutazione finora
- United States Patent (191 (11) Patent Number: 5 363 542: Sorem Et A1. (45) Date of Patent: Nov. 15, 1994Documento6 pagineUnited States Patent (191 (11) Patent Number: 5 363 542: Sorem Et A1. (45) Date of Patent: Nov. 15, 1994mohammadreza91Nessuna valutazione finora
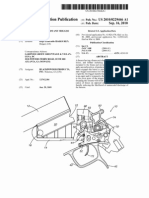
- United States: (12) Patent Application Publication (10) Pub. No.: US 2010/0229446 A1Documento15 pagineUnited States: (12) Patent Application Publication (10) Pub. No.: US 2010/0229446 A1Jin Song100% (1)
- United States Patent: Sanford (45) Date of Patent: Apr. 25, 2006Documento8 pagineUnited States Patent: Sanford (45) Date of Patent: Apr. 25, 2006samNessuna valutazione finora
- Us5361479 PDFDocumento5 pagineUs5361479 PDFmohammadreza91Nessuna valutazione finora
- Boeing PatentUS9227735Documento19 pagineBoeing PatentUS9227735Jack58Nessuna valutazione finora
- US4483464Documento6 pagineUS4483464Joao LemesNessuna valutazione finora
- World Intellectual Property Organization International Publication NumberDocumento30 pagineWorld Intellectual Property Organization International Publication NumberAcc1337Nessuna valutazione finora
- Us 5610365Documento5 pagineUs 5610365dgfhjsdg hfsdhyjNessuna valutazione finora
- EP0773421A2Documento9 pagineEP0773421A2Jacob MillerNessuna valutazione finora
- Trigger Assembly With A Safety Device For A CrossbowDocumento11 pagineTrigger Assembly With A Safety Device For A Crossbowyuehan100% (1)
- US6443044Documento10 pagineUS6443044Sadia MoinNessuna valutazione finora
- US5421114 DerringerDocumento12 pagineUS5421114 Derringeruntersberg91% (11)
- Patent Application Publication (10) Pub. No.: US 2008/0134559 A1Documento12 paginePatent Application Publication (10) Pub. No.: US 2008/0134559 A1ja2ja1Nessuna valutazione finora
- United States Patent: (12) (10) Patent N0.: US 7,367,396 B2 Springett Et Al. (45) Date of Patent: May 6, 2008Documento24 pagineUnited States Patent: (12) (10) Patent N0.: US 7,367,396 B2 Springett Et Al. (45) Date of Patent: May 6, 2008HKHKBOOKSNessuna valutazione finora
- Us 5153374Documento5 pagineUs 5153374ererNessuna valutazione finora
- Us6837642 PDFDocumento14 pagineUs6837642 PDFmaniNessuna valutazione finora
- United States Patent (10) Patent No.: US 8.448,966 B2Documento13 pagineUnited States Patent (10) Patent No.: US 8.448,966 B2johnmaxin1114Nessuna valutazione finora
- Cloth Tow Target Sleeve (1992)Documento26 pagineCloth Tow Target Sleeve (1992)CAP History LibraryNessuna valutazione finora
- US4753444Documento5 pagineUS4753444Hadi KoraniNessuna valutazione finora
- Dec. 22, 1953 R. T. Catlin Etal: AmmunitionDocumento4 pagineDec. 22, 1953 R. T. Catlin Etal: Ammunitionkahj juliNessuna valutazione finora
- Us 4394836Documento4 pagineUs 4394836ererNessuna valutazione finora
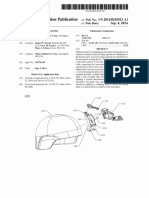
- US20140245523-Helmet Mountuing Systems - Kopia PDFDocumento22 pagineUS20140245523-Helmet Mountuing Systems - Kopia PDFja2ja1Nessuna valutazione finora
- Us7201104 PDFDocumento7 pagineUs7201104 PDFThamuze UlfrssonNessuna valutazione finora
- 安装装置,枪支消声器 PDFDocumento28 pagine安装装置,枪支消声器 PDFJin Song100% (1)
- Us 20140363742Documento24 pagineUs 20140363742chokribNessuna valutazione finora
- X III 110111113////////////////////////////11ml: (12) Ulllted States Patent (10) Patent N0.: US 8,453,633 B2Documento9 pagineX III 110111113////////////////////////////11ml: (12) Ulllted States Patent (10) Patent N0.: US 8,453,633 B2djsfNessuna valutazione finora
- United States Patent (10) Patent No.: US 6,412,231 B1Documento10 pagineUnited States Patent (10) Patent No.: US 6,412,231 B1Sharvin ZacariasNessuna valutazione finora
- Shoe WO9001276A1Documento40 pagineShoe WO9001276A1Gek CagatanNessuna valutazione finora
- United States PatentDocumento13 pagineUnited States Patent63Nessuna valutazione finora
- 偏心枪支噪音抑制器和组装方法定位装置 PDFDocumento6 pagine偏心枪支噪音抑制器和组装方法定位装置 PDFJin SongNessuna valutazione finora
- EP3237829B1Documento34 pagineEP3237829B1Jean DelaronciereNessuna valutazione finora
- US7413145 - ChemtrailsDocumento12 pagineUS7413145 - ChemtrailsAlex Supertramp DantasNessuna valutazione finora
- US20190376758A1Documento8 pagineUS20190376758A1Jean DelaronciereNessuna valutazione finora
- Sig Sauer v. ATF - ComplaintDocumento33 pagineSig Sauer v. ATF - ComplaintNoloContendereNessuna valutazione finora
- Q Loader PatentsDocumento20 pagineQ Loader Patentssjdarkman1930Nessuna valutazione finora
- Plano Silenciador Arma de FuegoDocumento18 paginePlano Silenciador Arma de FuegoHebert SegreraNessuna valutazione finora
- Patent Application Publication (10) Pub. No.: US 2002/0153034 A1Documento25 paginePatent Application Publication (10) Pub. No.: US 2002/0153034 A1Paballo MontleNessuna valutazione finora
- LL L'L///"/"Z//: (12) United States PatentDocumento4 pagineLL L'L///"/"Z//: (12) United States PatentwewewewNessuna valutazione finora
- Ulllted States Patent (19) (11) Patent Number: 6,005,480: Banzhof Et Al. (45) Date of Patent: Dec. 21, 1999Documento13 pagineUlllted States Patent (19) (11) Patent Number: 6,005,480: Banzhof Et Al. (45) Date of Patent: Dec. 21, 1999kthuang1Nessuna valutazione finora
- United States Patent (10) Patent No.: Us 6,210,769 B1: Dipede Et Al. (45) Date of Patent: Apr. 3, 2001Documento16 pagineUnited States Patent (10) Patent No.: Us 6,210,769 B1: Dipede Et Al. (45) Date of Patent: Apr. 3, 2001Abd Alkarim MohamedNessuna valutazione finora
- Northern Engineering and Plastics Corp. v. Roger Eddy D/B/A Marshall Manufacturing Co., and Pacific Cap Corporation, 652 F.2d 333, 3rd Cir. (1981)Documento10 pagineNorthern Engineering and Plastics Corp. v. Roger Eddy D/B/A Marshall Manufacturing Co., and Pacific Cap Corporation, 652 F.2d 333, 3rd Cir. (1981)Scribd Government DocsNessuna valutazione finora
- Frs Su 5038 C - Low Pressure TanksDocumento4 pagineFrs Su 5038 C - Low Pressure Tanksrajindo1Nessuna valutazione finora
- Patent Application Publication (10) Pub. No.: US 2008/0064542 A1Documento9 paginePatent Application Publication (10) Pub. No.: US 2008/0064542 A1Antonio José Rodríguez MuñozNessuna valutazione finora
- United States Patent (10) Patent No.: US 6,170,421 B1: Ross (45) Date of Patent: Jan. 9, 2001Documento8 pagineUnited States Patent (10) Patent No.: US 6,170,421 B1: Ross (45) Date of Patent: Jan. 9, 2001155Nessuna valutazione finora
- US8033754Documento10 pagineUS8033754Ator VastatinNessuna valutazione finora
- United States Patent (191: Durand Et AlDocumento8 pagineUnited States Patent (191: Durand Et AlCarter TatumNessuna valutazione finora
- United States Patent (10) Patent No.: US 7,497,097 B2Documento9 pagineUnited States Patent (10) Patent No.: US 7,497,097 B2Kasra GolbanNessuna valutazione finora
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Documento16 pagineUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liNessuna valutazione finora
- Rugelach Recipe From Monday Morning Cooking ClubDocumento2 pagineRugelach Recipe From Monday Morning Cooking ClubAnonymous W5F9r2b2hNessuna valutazione finora
- Air Cooler With Checking DoorDocumento2 pagineAir Cooler With Checking DoorSuraj KumarNessuna valutazione finora
- Modeling The Dynamic and Static Behavior of Chemical ProcessesDocumento4 pagineModeling The Dynamic and Static Behavior of Chemical ProcessesFatma CahyaniNessuna valutazione finora
- Sensors & Transducers: (Code: EI 401)Documento4 pagineSensors & Transducers: (Code: EI 401)Mayukh BiswasNessuna valutazione finora
- Catalyst Worksheet - SHHSDocumento3 pagineCatalyst Worksheet - SHHSNerd 101Nessuna valutazione finora
- SpeedFace M4 DatasheetDocumento2 pagineSpeedFace M4 DatasheetRENJITH K NAIRNessuna valutazione finora
- Phase-Locked Loop Independent Second-Order Generalized Integrator For Single-Phase Grid SynchronizationDocumento9 paginePhase-Locked Loop Independent Second-Order Generalized Integrator For Single-Phase Grid SynchronizationGracella AudreyNessuna valutazione finora
- Long Quiz 1 Eim Tools, MaterialsDocumento1 paginaLong Quiz 1 Eim Tools, MaterialsLea Ann PalaciosNessuna valutazione finora
- Carriages and Mounts SeriesDocumento92 pagineCarriages and Mounts Seriessudhirm16Nessuna valutazione finora
- HP Prodesk 400 G6 Microtower PC: Reliable and Ready Expansion For Your Growing BusinessDocumento4 pagineHP Prodesk 400 G6 Microtower PC: Reliable and Ready Expansion For Your Growing BusinessPằngPằngChiuChiuNessuna valutazione finora
- Baldor Motor TestDocumento14 pagineBaldor Motor TestChecho BuenaventuraNessuna valutazione finora
- Eureka Forbes ReportDocumento75 pagineEureka Forbes ReportUjjval Jain0% (1)
- Sip Dissertation - Final - Final For CollegeDocumento17 pagineSip Dissertation - Final - Final For Collegevikashirulkar922Nessuna valutazione finora
- MFI 2 - Unit 3 - SB - L+SDocumento10 pagineMFI 2 - Unit 3 - SB - L+SHoan HoàngNessuna valutazione finora
- Chapter 4 TurbineDocumento56 pagineChapter 4 TurbineHabtamu Tkubet EbuyNessuna valutazione finora
- P eDocumento22 pagineP eKiks AshNessuna valutazione finora
- L15 - Parallel Magnetic CircuitsDocumento6 pagineL15 - Parallel Magnetic CircuitsParikshit MishraNessuna valutazione finora
- The Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsDocumento11 pagineThe Modern Day Cult: by Antonio Panebianco, Jason Devine, Will RichardsAntonio PanebiancoNessuna valutazione finora
- The Art of Logical ThinkingDocumento210 pagineThe Art of Logical ThinkingAndyAyam100% (1)
- Opti Turn Tu 2004 V ManualDocumento80 pagineOpti Turn Tu 2004 V ManualCharu NavneetNessuna valutazione finora
- Sugar Factory InsulationDocumento29 pagineSugar Factory InsulationZerihun Negash100% (1)
- Aluminum Alloy 6351 T6 Sheet SuppliersDocumento10 pagineAluminum Alloy 6351 T6 Sheet Supplierssanghvi overseas incNessuna valutazione finora
- Elements, Compounds, MixturesDocumento35 pagineElements, Compounds, MixturesNorvieNessuna valutazione finora
- Cutawaytechnical453465436 5464356 345634 653456 34563 4563563 645635634 6Documento8 pagineCutawaytechnical453465436 5464356 345634 653456 34563 4563563 645635634 6rseresfer34533373563Nessuna valutazione finora
- Brenda Patton Guided Reflection QuestionsDocumento3 pagineBrenda Patton Guided Reflection QuestionsCameron JanzenNessuna valutazione finora
- Miltel - Case Study, Steven Age, UKDocumento2 pagineMiltel - Case Study, Steven Age, UKAnit SahuNessuna valutazione finora
- The Six Types of Simple MachinesDocumento4 pagineThe Six Types of Simple MachinesmarroNessuna valutazione finora
- Fermat Contest: Canadian Mathematics CompetitionDocumento4 pagineFermat Contest: Canadian Mathematics Competitionสฮาบูดีน สาและNessuna valutazione finora
- PT3 Guided WritingDocumento8 paginePT3 Guided WritingDayang Haffizah Abg AbdillahNessuna valutazione finora
- MÁY 5 Service Manual Bellavista 1000 V16 08Documento126 pagineMÁY 5 Service Manual Bellavista 1000 V16 08Huế TrầnNessuna valutazione finora