Potrebbero piacerti anche
- Effervescent Tablets&Key FactsDocumento4 pagineEffervescent Tablets&Key FactsMuanfan Suwan100% (1)
- TexCare SRN 100 and 170Documento4 pagineTexCare SRN 100 and 170Nikesh Shah100% (1)
- Factors Affecting Cracking of SoapDocumento3 pagineFactors Affecting Cracking of SoaparthurNessuna valutazione finora
- Oral FormulationsDocumento10 pagineOral FormulationsSiddhartha MuppallaNessuna valutazione finora
- PCMXDocumento5 paginePCMXaboabd200750% (2)
- Semi-Boiled Saponification PlantDocumento3 pagineSemi-Boiled Saponification PlantEdgardo Ed RamirezNessuna valutazione finora
- Fabric Softener WikipediaDocumento4 pagineFabric Softener WikipediaMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- EUROPEAN PHARMACOPOEIA 8.3 CASTOR OILDocumento2 pagineEUROPEAN PHARMACOPOEIA 8.3 CASTOR OILMulayam Singh YadavNessuna valutazione finora
- Tablet AminofilinDocumento106 pagineTablet AminofilinVicky AndreanNessuna valutazione finora
- 0052-0054 (51) Antimicrobial Effectiveness TestingDocumento4 pagine0052-0054 (51) Antimicrobial Effectiveness TestingDr usama El ShafeyNessuna valutazione finora
- Qac D 072 Kao Fabric Softener 6 ConcentrationDocumento2 pagineQac D 072 Kao Fabric Softener 6 ConcentrationChemist Technologist0% (1)
- ASTM D2354 Minimum Film Formation Temperature of EmulsionDocumento3 pagineASTM D2354 Minimum Film Formation Temperature of EmulsionMilon100% (1)
- FevicolDocumento10 pagineFevicolashutoshkumar5549Nessuna valutazione finora
- Flyer - Tego Betain P 50 C - EcocertDocumento2 pagineFlyer - Tego Betain P 50 C - Ecocertrafaeldelperu1982Nessuna valutazione finora
- Paint Application: (Surface Treatment Procedure)Documento44 paginePaint Application: (Surface Treatment Procedure)Abbas AliNessuna valutazione finora
- "Preparation of Tamarind Paste": Seminar OnDocumento15 pagine"Preparation of Tamarind Paste": Seminar Onraja singamNessuna valutazione finora
- Analytical Method Validation for Antacid SuspensionDocumento5 pagineAnalytical Method Validation for Antacid SuspensionPatricia Joyce Malabanan Sunglao100% (1)
- EDTA 2NA Analysis MethodDocumento6 pagineEDTA 2NA Analysis MethodClayton UkracheskiNessuna valutazione finora
- Glycerine DeterminationDocumento3 pagineGlycerine DeterminationorganodieselNessuna valutazione finora
- Soap and Detergent Manufacturing Processes ExplainedDocumento40 pagineSoap and Detergent Manufacturing Processes ExplainedShahzil RehmanNessuna valutazione finora
- AEROSOL OT100% Surf Act Ant (USA Version)Documento6 pagineAEROSOL OT100% Surf Act Ant (USA Version)kohonNessuna valutazione finora
- Surfactant BrochureDocumento8 pagineSurfactant BrochureRaj Aryan YadavNessuna valutazione finora
- Enzymes Used in DetergentsDocumento9 pagineEnzymes Used in DetergentsAlina Baciu100% (3)
- Procedure For Preparation of Disinfectant and Sanitization SolutionDocumento2 pagineProcedure For Preparation of Disinfectant and Sanitization SolutionPrince Moni100% (1)
- مهم جدا في صناعة المطهراتDocumento16 pagineمهم جدا في صناعة المطهراتSherif MagdyNessuna valutazione finora
- Amro DamanhouryDocumento22 pagineAmro DamanhourySujith Thomas0% (2)
- Stepan Formulation 1110Documento2 pagineStepan Formulation 1110Jan Velasco100% (1)
- AOCS DB 2-48Documento1 paginaAOCS DB 2-48Asadulhaq Ali HamidiNessuna valutazione finora
- 2.2e Coating Formulation CalculationDocumento6 pagine2.2e Coating Formulation CalculationSwapnil SononeNessuna valutazione finora
- ASTM D820 21598 en Detergentes Sintetico P2O5Documento10 pagineASTM D820 21598 en Detergentes Sintetico P2O5Luis Felipe BenavidesNessuna valutazione finora
- Preparation of Sorbitan StearateDocumento5 paginePreparation of Sorbitan StearatevannesaNessuna valutazione finora
- Povidone Iodine Solution 10%Documento3 paginePovidone Iodine Solution 10%NAVNEET BAGGANessuna valutazione finora
- Surfactant AnalysisDocumento5 pagineSurfactant Analysisjuli_radNessuna valutazione finora
- Proceed FormulationsDocumento18 pagineProceed FormulationssudhirchughNessuna valutazione finora
- Preservative Efficacy Test for CosmeticsDocumento5 paginePreservative Efficacy Test for CosmeticsNukiAdelaNessuna valutazione finora
- Cipac MT 184Documento7 pagineCipac MT 184Chemist İnanç100% (1)
- Calcium Glycerophosphate ExcipientDocumento2 pagineCalcium Glycerophosphate ExcipientAndrianaNessuna valutazione finora
- Ácido Paracético en PreparadosDocumento3 pagineÁcido Paracético en PreparadosAdrián GonzálezNessuna valutazione finora
- Semi SolidsDocumento27 pagineSemi SolidsDrVenu Madhav KNessuna valutazione finora
- Ethylene Glycol MonostearateDocumento4 pagineEthylene Glycol MonostearateVaibhav NikharNessuna valutazione finora
- Book The HLB System ICIDocumento22 pagineBook The HLB System ICIAnkit GoyalNessuna valutazione finora
- Hydrophilic-Lipophilic BalanceDocumento56 pagineHydrophilic-Lipophilic Balancealanmarr100% (1)
- Synthesis of Soap DetergentDocumento4 pagineSynthesis of Soap DetergentHarvey Mher RarangNessuna valutazione finora
- 2 in 1 Sahmpo y AcondicionadorDocumento1 pagina2 in 1 Sahmpo y Acondicionadornancy seijasNessuna valutazione finora
- Efficient LiquifactionDocumento10 pagineEfficient LiquifactionMuhammadTalalNooriNessuna valutazione finora
- European Pharmacopoeia magnesium stearate standardDocumento3 pagineEuropean Pharmacopoeia magnesium stearate standardwilNessuna valutazione finora
- UV Spectrum Analysis of EBDC CompoundsDocumento29 pagineUV Spectrum Analysis of EBDC CompoundsFelipe NavarreteNessuna valutazione finora
- Antica SpaDocumento1 paginaAntica Spa120984Nessuna valutazione finora
- How To Produce Laundry Soap in NigeriaDocumento18 pagineHow To Produce Laundry Soap in NigeriaDemelash GebreNessuna valutazione finora
- Production of Medicated SoapDocumento8 pagineProduction of Medicated Soaphidayah saadah50% (2)
- Floor Care Duragreen PresentationDocumento23 pagineFloor Care Duragreen PresentationMaria Eugenia CiveiraNessuna valutazione finora
- Ultra Fabric SoftenerDocumento2 pagineUltra Fabric Softener120984100% (1)
- Pro Duk IndustriDocumento40 paginePro Duk IndustriJamilah EdwardNessuna valutazione finora
- Steel Alloy Testing Pro No. 1599 GuideDocumento14 pagineSteel Alloy Testing Pro No. 1599 GuideOm PrakashNessuna valutazione finora
- Cleaning and disinfection of food factories: a practical guideDa EverandCleaning and disinfection of food factories: a practical guideNessuna valutazione finora
- Transparent Bar Soap Composition Comprising Glycerine Derivative US6656893 PDFDocumento15 pagineTransparent Bar Soap Composition Comprising Glycerine Derivative US6656893 PDFpertmasterNessuna valutazione finora
- IA CHEM Synopsis-PRITHVIDocumento8 pagineIA CHEM Synopsis-PRITHVIprithviprabhu0503Nessuna valutazione finora
- United States Patent (19) : Bruegge Et Al. 45) Date of Patent: Oct. 29, 1991Documento11 pagineUnited States Patent (19) : Bruegge Et Al. 45) Date of Patent: Oct. 29, 1991than zawNessuna valutazione finora
- Making of SoapDocumento5 pagineMaking of SoapRugwiro Jean Francois RegisNessuna valutazione finora
- US2831811Documento2 pagineUS2831811hugo vignoloNessuna valutazione finora
- Waste Paper ReceptableDocumento3 pagineWaste Paper ReceptableJavier BecerraNessuna valutazione finora
- Liquid Soap CompositionDocumento6 pagineLiquid Soap CompositionJavier BecerraNessuna valutazione finora
- Fairy Ring ControlDocumento5 pagineFairy Ring ControlJavier BecerraNessuna valutazione finora
- Extraction PDFDocumento18 pagineExtraction PDFJavier BecerraNessuna valutazione finora
- Anti-Fog Resin Sheet Enhances Low-Temp EffectsDocumento14 pagineAnti-Fog Resin Sheet Enhances Low-Temp EffectsJavier BecerraNessuna valutazione finora
- Fog DispersalDocumento5 pagineFog DispersalJavier BecerraNessuna valutazione finora
- Hairy RootDocumento39 pagineHairy RootJavier BecerraNessuna valutazione finora
- Hairy Cell LeukemiaDocumento34 pagineHairy Cell LeukemiaJavier BecerraNessuna valutazione finora
- Method and Apparatus FogDocumento5 pagineMethod and Apparatus FogJavier BecerraNessuna valutazione finora
- Hairy Cell LeukemiaDocumento34 pagineHairy Cell LeukemiaJavier BecerraNessuna valutazione finora
- Machine Learning ServiceDocumento65 pagineMachine Learning ServiceJavier BecerraNessuna valutazione finora
- Transformation of Animal Cells PDFDocumento8 pagineTransformation of Animal Cells PDFJavier BecerraNessuna valutazione finora
- Soap Bar Containing Hydrogel Phase ParticlesDocumento19 pagineSoap Bar Containing Hydrogel Phase ParticlesJavier BecerraNessuna valutazione finora
- Soap Bar Containing Hydrogel Phase ParticlesDocumento19 pagineSoap Bar Containing Hydrogel Phase ParticlesJavier BecerraNessuna valutazione finora
- Insert MachineDocumento31 pagineInsert MachineJavier BecerraNessuna valutazione finora
- Anti-fog coating for optical devicesDocumento11 pagineAnti-fog coating for optical devicesJavier BecerraNessuna valutazione finora
- Dispensing MachineDocumento12 pagineDispensing MachineJavier BecerraNessuna valutazione finora
- Liquis SoapDocumento4 pagineLiquis SoapJavier BecerraNessuna valutazione finora
- Lava Petr IsDocumento8 pagineLava Petr IsJavier BecerraNessuna valutazione finora
- Machine Learning ServiceDocumento65 pagineMachine Learning ServiceJavier BecerraNessuna valutazione finora
- Antifreeze ProteinDocumento18 pagineAntifreeze ProteinJavier BecerraNessuna valutazione finora
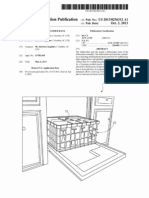
- Multi-purpose dishwasher rack for storing dishwareDocumento5 pagineMulti-purpose dishwasher rack for storing dishwareJavier BecerraNessuna valutazione finora
- Dish Washer DecalcifierDocumento8 pagineDish Washer DecalcifierJavier BecerraNessuna valutazione finora
- Dispositivo AntiempañanteDocumento11 pagineDispositivo AntiempañanteJavier BecerraNessuna valutazione finora
- Printed AntifogDocumento15 paginePrinted AntifogJavier BecerraNessuna valutazione finora
- Antifog 2Documento19 pagineAntifog 2Javier BecerraNessuna valutazione finora
- Durable Finish Range Durable Finish Range: A PPG BrandDocumento8 pagineDurable Finish Range Durable Finish Range: A PPG BrandengindmecNessuna valutazione finora
- Series Bfi AWWA C504 Concentric Butterfly Valves: 504-105 R7 DEC 2019Documento20 pagineSeries Bfi AWWA C504 Concentric Butterfly Valves: 504-105 R7 DEC 2019Chris KNessuna valutazione finora
- Syllabus Sem4Documento21 pagineSyllabus Sem4Sudhir royNessuna valutazione finora
- Salihu Et Al PDFDocumento7 pagineSalihu Et Al PDFibro4khadNessuna valutazione finora
- Elena Petricci and Maurizio Taddei - Microwave Assisted Reactions With Gas ReagentsDocumento5 pagineElena Petricci and Maurizio Taddei - Microwave Assisted Reactions With Gas ReagentsnnnnjwNessuna valutazione finora
- Analytical Biochemistry: T.Z. Rzezniczak, L.A. Douglas, J.H. Watterson, T.J.S. MerrittDocumento3 pagineAnalytical Biochemistry: T.Z. Rzezniczak, L.A. Douglas, J.H. Watterson, T.J.S. MerrittGustavo FelpeNessuna valutazione finora
- Hydraulic Fracturing Fluid DisclosureDocumento17 pagineHydraulic Fracturing Fluid Disclosurejangri1098Nessuna valutazione finora
- Sulfuric Acid Production Sulfuric Acid: By: Carl Cesar H. BibatDocumento7 pagineSulfuric Acid Production Sulfuric Acid: By: Carl Cesar H. BibatSam Denielle TugaoenNessuna valutazione finora
- Dna PolymeraseDocumento25 pagineDna PolymerasePoojaNessuna valutazione finora
- TIAC Guide English 2013-Section-02Documento3 pagineTIAC Guide English 2013-Section-02tekcellentNessuna valutazione finora
- Ajinomoto FormularyDocumento23 pagineAjinomoto FormularyDrBipin Devani100% (2)
- Artisan Distilling - A Guide For Small DistilleriesDocumento102 pagineArtisan Distilling - A Guide For Small DistilleriespixtaccioNessuna valutazione finora
- PA12-I Ems-Grivory - A Unit of Ems-Chemie Ag: Grilamid L 25 W 20 YDocumento3 paginePA12-I Ems-Grivory - A Unit of Ems-Chemie Ag: Grilamid L 25 W 20 YTUNCAY GUMUSNessuna valutazione finora
- Wacker Oxidation - Chemistry LibreTextsDocumento4 pagineWacker Oxidation - Chemistry LibreTextsasadNessuna valutazione finora
- Sicilian Lemon OilDocumento12 pagineSicilian Lemon OilbabithyNessuna valutazione finora
- Substituents Longest Carbon Chain Family: Handout: Naming Organic CompoundsDocumento5 pagineSubstituents Longest Carbon Chain Family: Handout: Naming Organic CompoundsNadeen MahirNessuna valutazione finora
- Class X - Assertion and ReasoningDocumento3 pagineClass X - Assertion and Reasoningvivacious_appu3795Nessuna valutazione finora
- Trends Is AnalyticDocumento16 pagineTrends Is AnalyticAdél Sarusi-KisNessuna valutazione finora
- Cellular RespirationDocumento1 paginaCellular RespirationPrecious BalgunaNessuna valutazione finora
- JPCL Pipeline Ebook1 PDFDocumento27 pagineJPCL Pipeline Ebook1 PDFDorje Phagmo100% (1)
- The Concept of Ocular Inserts As Drug Delivery Systems: An OverviewDocumento10 pagineThe Concept of Ocular Inserts As Drug Delivery Systems: An OverviewRifky FauzanNessuna valutazione finora
- OBdTC Sdit. Preliminary and Confirmatory TestsDocumento7 pagineOBdTC Sdit. Preliminary and Confirmatory TestsSrushti ChouguleNessuna valutazione finora
- Active Performance Argan Milk: Drench Skin & Hair in Natural Argan GoodnessDocumento2 pagineActive Performance Argan Milk: Drench Skin & Hair in Natural Argan Goodnesscontentdrive4 drive4Nessuna valutazione finora
- Development and Application of "Green," Environmentally Friendly Refractory Materials For The High-Temperature Technologies in Iron and Steel ProductionDocumento6 pagineDevelopment and Application of "Green," Environmentally Friendly Refractory Materials For The High-Temperature Technologies in Iron and Steel ProductionJJNessuna valutazione finora
- Newman Projections Practice Problems-AnswersDocumento4 pagineNewman Projections Practice Problems-AnswersNatasha Nadya Hussin100% (1)
- Microbiology Basic and Clinical Principles 1st Edition Mckay Test BankDocumento17 pagineMicrobiology Basic and Clinical Principles 1st Edition Mckay Test Bankjamesmartinezstzejixmcg100% (11)
- Hill 2000Documento12 pagineHill 2000Redd ZhuangNessuna valutazione finora
- CigFil RhodiaDocumento65 pagineCigFil RhodiaAditya ShrivastavaNessuna valutazione finora
- 12 Biology ImpQ CH10 Microbes in Human WelfareDocumento7 pagine12 Biology ImpQ CH10 Microbes in Human WelfarekeerthyNessuna valutazione finora
- Biology The Unity and Diversity of Life 12Th Edition Starr Test Bank Full Chapter PDFDocumento33 pagineBiology The Unity and Diversity of Life 12Th Edition Starr Test Bank Full Chapter PDFBeckySmithnxro100% (12)