Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- MAZDA Tribute - Instrukcja Obslugi (2003) ENGDocumento245 pagineMAZDA Tribute - Instrukcja Obslugi (2003) ENGjszbpNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- BRC Packaging Document KitDocumento8 pagineBRC Packaging Document KitRiky Hadi WibawaNessuna valutazione finora
- ISO - IEC 27001 Standard - Information Security Management SystemsDocumento3 pagineISO - IEC 27001 Standard - Information Security Management SystemsPiiseth KarPearNessuna valutazione finora
- PU SystemsDocumento18 paginePU SystemsVicente CarmonaNessuna valutazione finora
- 7740612Documento164 pagine7740612Halit Yalçınkaya100% (3)
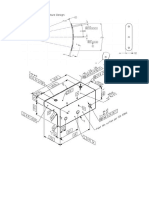
- Functional Gage and Fixture DesignDocumento8 pagineFunctional Gage and Fixture DesignAnonymous 7ZTcBn0% (1)
- SITXHRM006Documento10 pagineSITXHRM006ajay80% (5)
- BS en 12390-6 2000 (En)Documento14 pagineBS en 12390-6 2000 (En)msohaibazizNessuna valutazione finora
- Msds Aluminium FoilDocumento7 pagineMsds Aluminium FoillatifahNessuna valutazione finora
- NAV 04 Calibration and Use of Measuring and Test EquipmentDocumento5 pagineNAV 04 Calibration and Use of Measuring and Test EquipmentaaqipaperNessuna valutazione finora
- BPMN, CMMN and DMN Specifications at OmgDocumento2 pagineBPMN, CMMN and DMN Specifications at OmgRodrigo Ignacio SalinasNessuna valutazione finora
- MAS-38 Submachine Gun (France)Documento4 pagineMAS-38 Submachine Gun (France)blowmeasshole1911Nessuna valutazione finora
- Manual de Utilizare Concasor BB300Documento20 pagineManual de Utilizare Concasor BB300lucianchiritaNessuna valutazione finora
- Gen 7 ICL QSFP For X7 DirectorDocumento2 pagineGen 7 ICL QSFP For X7 DirectorNguyễn Văn GiangNessuna valutazione finora
- Surgelogic NQPanelboards PDFDocumento6 pagineSurgelogic NQPanelboards PDFgramirezsalazar@yahoo.com.mxNessuna valutazione finora
- 1 62F North Wing Electrical Load ScheduleDocumento1 pagina1 62F North Wing Electrical Load ScheduleJoyce RoaNessuna valutazione finora
- NNR 45-150 - NNR 45-150-Crew - ARK0963 - v04Documento4 pagineNNR 45-150 - NNR 45-150-Crew - ARK0963 - v04Harold ReveloNessuna valutazione finora
- AGFA Drystar - 5302Documento222 pagineAGFA Drystar - 5302ClaudiaNessuna valutazione finora
- FM5300 User Manual V2.7Documento105 pagineFM5300 User Manual V2.7Alex CanNessuna valutazione finora
- Controlador Llama Siemens Lga PDFDocumento12 pagineControlador Llama Siemens Lga PDFPaolo CruzNessuna valutazione finora
- EEPROM - m24c64-w PDFDocumento38 pagineEEPROM - m24c64-w PDFLodewyk KleynhansNessuna valutazione finora
- Engineering Management & Ethics Lecture Notes 4. Production & Operations Management (Quality Management) (20.03.17)Documento36 pagineEngineering Management & Ethics Lecture Notes 4. Production & Operations Management (Quality Management) (20.03.17)Afranur ErenNessuna valutazione finora
- 1391939938+megger S1 568 S1 1068 Insulation Resistance MegohmmeterDocumento3 pagine1391939938+megger S1 568 S1 1068 Insulation Resistance MegohmmetervasileNessuna valutazione finora
- KY5 MNTP 3 RNDocumento40 pagineKY5 MNTP 3 RNJuan Carlos Trucios MitmaNessuna valutazione finora
- Realestate Measurement Conversion in Andhra IndiaDocumento1 paginaRealestate Measurement Conversion in Andhra Indiatvjagan100% (3)
- 1sdh000999r0002 Emax1.2Documento108 pagine1sdh000999r0002 Emax1.2AnandNessuna valutazione finora
- The 186 Range of Portable Diesel Air CompressorsDocumento4 pagineThe 186 Range of Portable Diesel Air CompressorsGuptaNessuna valutazione finora
- CC ProjDocumento280 pagineCC ProjsidlaskarNessuna valutazione finora
- 1105 & 06 Samsung MagazineDocumento60 pagine1105 & 06 Samsung Magazinemiksan1975Nessuna valutazione finora
- Installation Guide Hebel Slab Panel 08.20lDocumento18 pagineInstallation Guide Hebel Slab Panel 08.20lmuchlis prayogaNessuna valutazione finora