International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 4 Issue: 4
ISSN: 2321-8169
347 - 352
______________________________________________________________________________________
Productivity Improvement in CNC Machining Process by using DCMT 11 T304
Tool Bit
M Saikrishna
A.Pruthvi Raju
B. Niranjan
Mechanical engineering
Abhinav Hi-tech College of
Engineering
Hyderabad, Telangana, India
saikrishna.mote @gmail.com
Mechanical engineering
Abhinav Hi-tech College of
Engineering
Hyderabad, Telangana, India
pruthviprofile@gmail.com
Mechanical engineering
Abhinav Hi-tech College of
Engineering
Hyderabad, Telangana, India
badaneniranjan@gmail.com
M. Ashok Kumar
Dr. Dipak Ranjan
Mechanical engineering
Abhinav Hi-tech College of Engineering
Hyderabad, Telangana, India
ashokrocks52@gmail.com
Director of Abhinav hi-tech engineering college
Hyderabad, Telangana, India
drjana_nitjsr@yahoo.co.in
Abstract Productivity improvements in terms getting high quality at low cost with greater accuracy are much important in the global market
competition. In these empirical study at first conventional machining process been carried out for step turning operation with the help of HSS
tool bit, where the accuracy of the product and quality is not been achieved. After the root cause analysis improvements has been done with the
machine and there after the tool bit has been changed to DCMT11T304. Both the process after collecting the data in SQC charts has plotted and
shown where a remarkable improvement has been achieved in terms of accuracy, quality and productivity.
Keywords- Accuracy, CAD, CAM, Feed, machining, productivity, Speed.
__________________________________________________*****_________________________________________________
product development process. The benefits of CAD/CAM
I.
INTRODUCTION
system include decreased time to market, lower development
Production may be defined as the process of raw materials
and design cost, and the ability to rapidly translate ideas into
converted to finished or semi-finished products. Hence process
models. It is the integration these two systems that allows the
is the various steps of operations such as facing, turning,
engineer to increase the rate at which high quality products are
milling, grinding and heat treatment etc. Productivity is the
designed and produced. CAD allows a design to be produced
ratio between output and input.
with the combination of both computers and the engineer (or
designer).
It is defined as the use of computer program to assist in the
creation, modification, analysis or optimization of the design.
To accomplish the task of CAD process, CAD tools are to be
utilized. CAD tools can be defined as the intersection of three
sets
Geometric modeling, Computer graphics and design tools.
III.
Fig.1 customer satisfaction management
Productivity =
Input=man, material, machine, method.
II.
COMPUTER AIDED DESIGN
CAD is the process of converting three dimensional
object or idea into a numerical computer model. CAM utilizes
NC to generate a physical part. Currently manufacturing
businesses are integrating these two systems to shorten
COMPUTER AIDED MANUFACTURING
The design which is developed by CAD is
used by CAM for the manufactured of the components
according to design. CAM Deals with different functions of
production planning and control. It includes the use of NC
machines, industrial robot and other automated system such as
AGV for manufacturing on line production. CAM also
includes CAPP, GP, and Production scheduling and
manufacturing flow analysis. CAPP means the use of
computer to generate process planning for the manufacturing
of different products. The manufacturing environment is
increasingly complex. The need for CAD and CAM tools by
347
IJRITCC | April 2016, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 4 Issue: 4
ISSN: 2321-8169
347 - 352
______________________________________________________________________________________
the manufacturing engineer, NC programmer or machinist is
similar to the need for computer assistance.
M10 - Chuck or rotary table clamp; Lathe and Mill
M11 - Chuck or rotary table clamp off; Lathe and Mill
A. G-codes
G-code is a language in which people tell computerized
machine tools how to make something. The "how" is defined
by instructions on where to move, how fast to move, and what
path to move. The most common situation is that, within a
machine tool, a cutting tool moved according to these
instructions through a tool path and cuts away material to
leave only the finished work piece.
COMMON G CODES (GEOMETRIC CODING)
G00 - Positioning at rapid speed; Mill and Lathe
G01 - Linear interpolation (machining a straight line); Mill
and Lathe
G02 - Circular interpolation clockwise (machining arcs); Mill
and Lathe
G03 - Circular interpolation, counter clockwise; Mill and
Lathe
G04 - Mill and Lathe, Dwell
G09 - Mill and Lathe, Exact stop
G10 - Setting offsets in the program; Mill and Lathe
G12 - Circular pocket milling, clockwise; Mill
G13 - Circular pocket milling, counterclockwise; Mill
G17 - X-Y plane for arc machining; Mill and Lathe with live
tooling
G18 - Z-X plane for arc machining; Mill and Lathe with live
tooling
G19 - Z-Y plane for arc machining; Mill and Lathe with live
tooling
G70 - dimensions in inches
G71 - dimensions in metric
G90- absolute programming
G91- incremental programming
IV.
SPEED AND FEED
The phrase speeds and feeds refer to two separate
velocities in machine tool practice, cutting speed and feed rate.
They are often considered as a pair because of their combined
effect on the cutting process. Each, however, can also be
considered and analyzed in its own right.
For a given surface speed the following formulae may be used
to estimate this value.
The exact RPM is not always needed, a close
approximation will work (using 3 for the value of ).
Speed =
However, for more accurate calculations, and at the
expense of simplicity, this formula can be used:
Speed =
A. Tool Life Expectancy
The Taylor's Equation for Tool Life
Expectancy provides a good approximation.
Vc T n = C
A more general form of the equation is
Vc Tn Dx Sy = C
Where
= cutting speed
B. M-codes
T=tool life
M-codes (general codes) actually operate some controls on the
machine tool and thus affect the running of the only one m
code is supposed to be given in a single block. However some
controllers allow or two or more m codes to be given in a
block, provided these are not mutually exclusive, e.g., coolant
on and off cannot be given in one block.
COMMON M CODES (MISCELLOUS CODING)
M00 - Program stop; Mill and Lathe
M01 - Optional program stop; Lathe and Mill
M02 - Program end; Lathe and Mill
M03 - Spindle on clockwise; Lathe and Mill
M04 - Spindle on counterclockwise; Lathe and Mill
M05 - Spindle off; Lathe and Mill
M06 - Tool change; Mill
M08 - Coolant on; Lathe and Mill
M09 - Coolant off; Lathe and Mill
D=depth of cut
S=feed rate
Experimentally N and C are constants
V.
Statistical Quality Control
Statistical quality control consists of the three
horizontal lines drawn on a graph. The upper horizontal line
known as an upper specification limit (USL), the middle one is
known as specification limit (SL), and the lower one is known
as lower specification limit (LSL). Hence the OX-axis shows
the number of observations and OY-axis shows the quality
characteristics.
Lets the specifications be 100.1
Where, USL =10.1, SL=10, LSL =9.9
348
IJRITCC | April 2016, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 4 Issue: 4
ISSN: 2321-8169
347 - 352
______________________________________________________________________________________
The graph shown
PLOTTING THE DATA IN THE SQC CHARTS
X-axis: Numbers of observations
Y-axis: Quality characteristics
business strategy that seeks to identify and eliminate causes of
errors are defects, defined as anything which could lead to
customer dissatisfaction or failure in business process by
focusing on outputs that are critical to the customer it was the
normal distribution on a strong relationship between product
non confirmation (NCS) be defects and product yield
reliability cycle time, inventory, schedule, etc... The activation
of the process improvement are not limited to process or
operation levels but extended to all that levels of enterprise to
reduce cost and to produce high quality production.
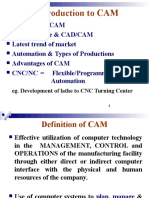
Step Turning Operation with HSS Tool bit
Fig.2 Step turning operation with dimensions in mm
MATERIAL USED: Aluminum
Dimensions with Specifications: 300.5mm
Data Collection:
Obtained Data: 30.2, 29.4, 29.8, 30, 30.4
Dimensions Specifications: 2500.5mm
Obtained Data: 25.1, 25.3, 24.8, 24.5, 25.1
Dimensions Specifications: 200.5mm
Obtained Data: 19.9, 19.5, 20.1, 20.4, 19.8
Dimensions Specifications: 100.5mm
Obtained Data: 9.4, 9.6, 9.3, 10, 10.1
Dimensions Specifications: 50.5mm
Obtained Data: 5.5, 5.3, 5, 4.7, 5
Observation from all the SQC Chart: - There is wide
variation in dimension in turning operation with the help of
HSS tool bit.
Measure to be taken for Improvement:Process improvement has been widely adapted in a variety of
industries as a proven management innovation methodology to
produce high product at low cost. On this work at firstly we
have define the problem, then after measure the problem with
help of statistical tool and there after analysis the problem with
the help of PARETO and cause- effect analysis and
improvement has been implemented for the betterment of the
product according with the main key factor for the successful
implementation of the program at first top management,
methodology, implement the methodology in much important.
349
IJRITCC | April 2016, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 4 Issue: 4
ISSN: 2321-8169
347 - 352
______________________________________________________________________________________
Hence organization infrastructure should change, project
management, skill training and linking it to the employ in
much important.
2.
3.
Problems Findings: - Problem shown through Pareto
analysis (vital few from trivial many), in the histogram and
cause and effect analysis carried out for finding the root cause
analysis.
4.
5.
6.
Setting the sequence of operation with the help
of work study(motion and time study)
Use of precession machine and tools answers as
sophisticated measuring instrument.
Machine should be fully serviceable including
no vibration should be allowed as well as should
have proper leveling.
Aluminum material should be maintained as per
the required specification.
Ensure no backlash in the machines gear
elements
Note:-If the specification of the material is not
known the proper heat treatment will not able to
do as a result the defect of the products will get
at the end. Raw material shall be forged one.
Measure to be taken as follows before manufacturing process:
Fig.3 Pareto analysis
Fig .4 Cause and effect analysis (Fish bone diagram)
Improvement to be implemented
Implementation of the solution of the problem:
1. For removal of machine problem following
rectification to be carried out
Leveling checks with the help of sprit level
Bed inclination check
All other lubricant topping up
Check all the case for backlash in the gear
2.
1.
Material selection as per the specification.
Proper Speed and feed calculation.
Sequence of operation.
Check for tool for tool setting angle with
respect to the job with the help of tool pre
setter.
Use of Sophisticated measuring appliance such
as Digital micrometer and V.C. ( Vernier
calipers of L C 0.001 mm)
Atmospheric condition of the workshop shall
be maintain as follows:
I.
Temperature should be maintaining
20-21 degree Centigrade.
II.
Humidity should be maintaining
50% of the relative humidity.
III.
Dust particles should not increase
more than
3.3*105 m3 /unit area.
Drawing dimensions should be clearly known.
Step turning operation in CNC machine after
improvements with DCMT tool bit
Planning and operations sheet
Check for proper coolant used in machine
process
Check for tool for tool setting angle with respect
to job.
Hence we want to get the greater accuracy
of the product then we have to look into
fallowing criteria also.
Correct raw materials and its specification which
we can clarity from incoming material
inspection
350
IJRITCC | April 2016, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 4 Issue: 4
ISSN: 2321-8169
347 - 352
______________________________________________________________________________________
Tool offset sheet
CNC Programming for Step Turning Operation
G21 G98
G28 U0 W0
M06T0303
M03 S1200
G00X31Z1
G72 DW0.5 R0.5
G72 P10 Q20 U0.1 W0.1 F35
N10 G01 Z-52
X30
Z-47
X25 Z-42
Z-37
G02 X20 Z-30 R10 F25
G01 Z-25
G03 X10 Z-15 R10
G01 Z-10 F35
N20 X5 Z0
G28 U0 W0
M06 T0202
M03 S1450
G00 X31 Z1
G0 P10 Q20 F25
G28 U0 W0
M05
M30
MATERIAL USED: Aluminum
DATA COLLECTION:
Dimensions with Specifications: 300.1mm
Obtained Data: 30, 29.99, 30.02, 29.99, 30.01
Dimensions with Specifications: 250.1mm
Obtained Data: 25, 25.02, 25.01, 25.02, 25.01
Dimensions with Specifications: 200.1mm
Obtained Data: 20.02,
20.01, 20.02, 20.01, 20.01
Dimensions with Specifications: 100.1mm
Obtained Data: 9.99, 10.01, 10.01, 10.02, 10
Dimensions with Specifications: 50.1mm
Obtained Data: 5, 4.99, 5.01, 5.01, 5
Conclusion
In the machining process, the use of HSS tool bit does not
provide accuracy and quality of the job. Hence by changing
the tool bit Specification to DCMT11T304 along with carrying
out Total Productive Maintenance (TPM) i.e. eliminating the
defects of machine with quality maintenance of machines,
before carrying the operation, and then carry out the operation,
provide better quality of the product in terms of higher
accuracy which have been shown in SQC chart, where it
increases the productivity also.
Acknowledgment
Our sincere thanks to Dr. Dipak Ranjan for his guidance, and
thankful to the Abhinav Hitech College of engineering and
technology, for giving opportunity to do productivity
351
IJRITCC | April 2016, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 4 Issue: 4
ISSN: 2321-8169
347 - 352
______________________________________________________________________________________
improvement work through turning operation in the machine
by using DCMT11T304 tool bit.
REFERENCES
[1] J.A. Ghani, wear mechanism of TiN coated carbide and uncoated cermets tool at high cutting tool applications , the
journal of materials processing technology, 155, 2004,
pp.1067-1073.
[2] S.Thamizhmanii, analysis of surface roughness by turning
operation using Taguchi method, the journal of
achievement in material and manufacturing engineering,
volume 20 issues 1-2 January-February 2007.
[3] I.Korkut, the influence of feed rate and cutting speed on the
cutting forces, surface roughness and tool chip contact
length during face turning, material and design, 28,2007,
pp.308-312.
[4] Antomy.J. (2004). Some pros & cons of six sigma, and
academic prospective, the TQM Magazine, vol.16, No.4,
pp.303-306.
[5] Snee, R.S. (2004), six sigma; the evaluation of 100 years of
business improvement methodology. International journal
of six sigma & competitive advantage, vol-1, No-1, pp.4-20.
[6] Tadi Kamala, p. (1994), the confusion of six sigma
quality, quality process, nov-1994.
[7] Dr. Dipak Ranjan Jana et.al, accuracy measurements by
using SQC charts for bolt manufacturing through
conventional and CNC machining, IJISET vol-3, Issue-2
,feb-2016.
352
IJRITCC | April 2016, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
Potrebbero piacerti anche
- CNC LAB Manual PDFDocumento33 pagineCNC LAB Manual PDFrajee10133% (3)
- Automatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineDocumento7 pagineAutomatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineVikas Singh SisodiaNessuna valutazione finora
- CNC Lab Manual 2023 Med 3102Documento66 pagineCNC Lab Manual 2023 Med 3102G. RajeshNessuna valutazione finora
- MILLING CNC ReportDocumento8 pagineMILLING CNC ReportTAHRIM HOSSAIN RAFIN / UPMNessuna valutazione finora
- Part Manufacturing On CNC Milling: Manufacturing Process Lab Lab Report Experiment # 04Documento7 paginePart Manufacturing On CNC Milling: Manufacturing Process Lab Lab Report Experiment # 04yushi100% (2)
- Ie433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMDocumento27 pagineIe433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMJackson ..Nessuna valutazione finora
- Computer Aided ManufacturingDocumento28 pagineComputer Aided ManufacturingSheik AbdullahNessuna valutazione finora
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Da EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Valutazione: 5 su 5 stelle5/5 (1)
- Lecture Cad CamDocumento84 pagineLecture Cad Camismail_69Nessuna valutazione finora
- CAM - Training (CNC Simulator)Documento110 pagineCAM - Training (CNC Simulator)farid_a_dzNessuna valutazione finora
- Development of Canned Cycle For CNC Milling Machine: AbstractDocumento9 pagineDevelopment of Canned Cycle For CNC Milling Machine: AbstractandreNessuna valutazione finora
- Ie433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMDocumento27 pagineIe433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMMuhammed SulfeekNessuna valutazione finora
- Report CNC f2036Documento16 pagineReport CNC f2036Dasir Baluan AsiriNessuna valutazione finora
- CadDocumento27 pagineCadTrigger DineshNessuna valutazione finora
- Bachelor of Technology in Mechanical Engineering: CNC Lathe: MRR and Surface RoughnessDocumento34 pagineBachelor of Technology in Mechanical Engineering: CNC Lathe: MRR and Surface RoughnessSouvikNessuna valutazione finora
- CAD - CAM - CAE Notes PDFDocumento101 pagineCAD - CAM - CAE Notes PDFgoreabhayNessuna valutazione finora
- CNC Machines: Numerical Control (CNC) (Also Computer Numerical Control (CNC) ) Is TheDocumento8 pagineCNC Machines: Numerical Control (CNC) (Also Computer Numerical Control (CNC) ) Is Theyash sharmaNessuna valutazione finora
- Tool Die MakerDocumento32 pagineTool Die MakerUmesh KsNessuna valutazione finora
- 1 Cam IntroDocumento31 pagine1 Cam IntroPatel NikhilNessuna valutazione finora
- CNC CNC CNC CNC Technology TechnologyDocumento46 pagineCNC CNC CNC CNC Technology TechnologySminesh MalalNessuna valutazione finora
- Manufacturing Processes AssignmentDocumento6 pagineManufacturing Processes AssignmentAamir RafiqNessuna valutazione finora
- Computer Integrated Manufacturing 15ME62TDocumento15 pagineComputer Integrated Manufacturing 15ME62TRaghuraj DanadamNessuna valutazione finora
- Question No 01:: Identify The Machine Given in The Picture. Write Down Any Three Features of ItDocumento35 pagineQuestion No 01:: Identify The Machine Given in The Picture. Write Down Any Three Features of ItRafiaNessuna valutazione finora
- Modelling of GD&TDocumento6 pagineModelling of GD&TKarthik KarunanidhiNessuna valutazione finora
- STEP-NC Standard For Integration of Cad and Cam: Upadhyaydhaval@yahoo - Co.inDocumento6 pagineSTEP-NC Standard For Integration of Cad and Cam: Upadhyaydhaval@yahoo - Co.inDhaval UpadhyayNessuna valutazione finora
- 1.0 TittleDocumento4 pagine1.0 TittleFaez FeakryNessuna valutazione finora
- G J U S T S M e D M LDocumento4 pagineG J U S T S M e D M LZlo6Nessuna valutazione finora
- CNC Basic & Prog.Documento89 pagineCNC Basic & Prog.Christine BrownNessuna valutazione finora
- Template-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanDocumento10 pagineTemplate-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanmurgadeepNessuna valutazione finora
- 01 Introduction To CNC TechnologyDocumento46 pagine01 Introduction To CNC TechnologyNeil RobertsNessuna valutazione finora
- Computer Aided ManufacturingDocumento72 pagineComputer Aided ManufacturingRakeshSaini100% (1)
- Project CNC Par1Documento11 pagineProject CNC Par1Gaurav JogiNessuna valutazione finora
- ME1355-CAD / CAM Laboratory: Lab ManualDocumento42 pagineME1355-CAD / CAM Laboratory: Lab ManualVeeria Chandran S100% (1)
- EML2322L-CNC Machining PDFDocumento17 pagineEML2322L-CNC Machining PDFIvan JarebNessuna valutazione finora
- Lab ManuDocumento12 pagineLab ManuMuhd Muzafar100% (1)
- INTRODUCTIONDocumento16 pagineINTRODUCTIONnurul ainiNessuna valutazione finora
- CNC LatheDocumento51 pagineCNC LatheArjun Gowda C SNessuna valutazione finora
- Implementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessDocumento8 pagineImplementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessRay SaNessuna valutazione finora
- Cim Lab ManualDocumento51 pagineCim Lab ManualYashas0% (1)
- Report CNC MillingDocumento16 pagineReport CNC Millingharislukman100% (5)
- CIM LAB ManualDocumento58 pagineCIM LAB ManualBruce ColonNessuna valutazione finora
- IJRPR937Documento8 pagineIJRPR937Prenank ChandrolNessuna valutazione finora
- CNC Turning Programming Fundementalsls, Step by StepDocumento14 pagineCNC Turning Programming Fundementalsls, Step by Stepschriener50% (2)
- Rehan AMP ProjectDocumento16 pagineRehan AMP ProjectMohammad AashikSS34Nessuna valutazione finora
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Documento145 pagine01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- Finishing School BrochureDocumento6 pagineFinishing School BrochureNithun DeenadayalanNessuna valutazione finora
- Computer Numerically Controlled (CNC) MachiningDocumento8 pagineComputer Numerically Controlled (CNC) MachiningGurvinder SinghNessuna valutazione finora
- Clone CNC MillingDocumento11 pagineClone CNC MillingAmir Fikri AmranNessuna valutazione finora
- Cam Lab 1Documento40 pagineCam Lab 1Madhusudhan Rao KNessuna valutazione finora
- Report 1 (Jack)Documento9 pagineReport 1 (Jack)Mark SelvanNessuna valutazione finora
- REPORT Eng TrainingDocumento11 pagineREPORT Eng TrainingTareq Al HasanNessuna valutazione finora
- CNCDocumento36 pagineCNCGokulraju RangasamyNessuna valutazione finora
- Operations Management ProjectDocumento26 pagineOperations Management ProjectBhoomika Shetty MNessuna valutazione finora
- Computer Numerical Control Programming Basics: DefinitionsDocumento8 pagineComputer Numerical Control Programming Basics: DefinitionsActem PmeNessuna valutazione finora
- Basic Fundamentals of CNC Machine OperationDocumento20 pagineBasic Fundamentals of CNC Machine Operationnandusp1Nessuna valutazione finora
- Introduction to N.C.M., a Non Contact Measurement ToolDa EverandIntroduction to N.C.M., a Non Contact Measurement ToolNessuna valutazione finora
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingDa EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNessuna valutazione finora
- Engineering Applications: A Project Resource BookDa EverandEngineering Applications: A Project Resource BookValutazione: 2.5 su 5 stelle2.5/5 (1)
- Channel Estimation Techniques Over MIMO-OFDM SystemDocumento4 pagineChannel Estimation Techniques Over MIMO-OFDM SystemEditor IJRITCCNessuna valutazione finora
- Diagnosis and Prognosis of Breast Cancer Using Multi Classification AlgorithmDocumento5 pagineDiagnosis and Prognosis of Breast Cancer Using Multi Classification AlgorithmEditor IJRITCCNessuna valutazione finora
- Importance of Similarity Measures in Effective Web Information RetrievalDocumento5 pagineImportance of Similarity Measures in Effective Web Information RetrievalEditor IJRITCCNessuna valutazione finora
- A Review of 2D &3D Image Steganography TechniquesDocumento5 pagineA Review of 2D &3D Image Steganography TechniquesEditor IJRITCCNessuna valutazione finora
- A Study of Focused Web Crawling TechniquesDocumento4 pagineA Study of Focused Web Crawling TechniquesEditor IJRITCCNessuna valutazione finora
- Prediction of Crop Yield Using LS-SVMDocumento3 paginePrediction of Crop Yield Using LS-SVMEditor IJRITCCNessuna valutazione finora
- 45 1530697786 - 04-07-2018 PDFDocumento5 pagine45 1530697786 - 04-07-2018 PDFrahul sharmaNessuna valutazione finora
- Predictive Analysis For Diabetes Using Tableau: Dhanamma Jagli Siddhanth KotianDocumento3 paginePredictive Analysis For Diabetes Using Tableau: Dhanamma Jagli Siddhanth Kotianrahul sharmaNessuna valutazione finora
- Hybrid Algorithm For Enhanced Watermark Security With Robust DetectionDocumento5 pagineHybrid Algorithm For Enhanced Watermark Security With Robust Detectionrahul sharmaNessuna valutazione finora
- Itimer: Count On Your TimeDocumento4 pagineItimer: Count On Your Timerahul sharmaNessuna valutazione finora
- Safeguarding Data Privacy by Placing Multi-Level Access RestrictionsDocumento3 pagineSafeguarding Data Privacy by Placing Multi-Level Access Restrictionsrahul sharmaNessuna valutazione finora
- 49 1530872658 - 06-07-2018 PDFDocumento6 pagine49 1530872658 - 06-07-2018 PDFrahul sharmaNessuna valutazione finora
- 44 1530697679 - 04-07-2018 PDFDocumento3 pagine44 1530697679 - 04-07-2018 PDFrahul sharmaNessuna valutazione finora
- 41 1530347319 - 30-06-2018 PDFDocumento9 pagine41 1530347319 - 30-06-2018 PDFrahul sharmaNessuna valutazione finora
- Paper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineDocumento4 paginePaper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineEditor IJRITCCNessuna valutazione finora
- UOP 1006-14 Trace Silicon in Petroleum Liquids by ICP-MSDocumento11 pagineUOP 1006-14 Trace Silicon in Petroleum Liquids by ICP-MSMorteza Sepehran100% (1)
- DV 06 ActuationDocumento6 pagineDV 06 ActuationAbhishek SaraswatNessuna valutazione finora
- 2022 - 04 - 20 - VIVA-B-FIX Line TRG-PolymersDocumento15 pagine2022 - 04 - 20 - VIVA-B-FIX Line TRG-PolymersJagdish PatelNessuna valutazione finora
- BomDocumento2 pagineBomkdfdfybNessuna valutazione finora
- 3电气与信息系统L936L938ENGLISH PDFDocumento62 pagine3电气与信息系统L936L938ENGLISH PDFadelmomoura100% (1)
- Strength of Materials StressDocumento5 pagineStrength of Materials StressMarianne Lou PalomarNessuna valutazione finora
- Offshore - Packaged Air Conditioning UnitDocumento7 pagineOffshore - Packaged Air Conditioning UnitLovre PerkovićNessuna valutazione finora
- Static Tests On Complete StructuresDocumento40 pagineStatic Tests On Complete StructuresZain AhmedNessuna valutazione finora
- Semi-Detailed Lesson Plan in Tle8 (Productivity, Humility) January 26, 2017Documento3 pagineSemi-Detailed Lesson Plan in Tle8 (Productivity, Humility) January 26, 2017gaea louNessuna valutazione finora
- DVET Amravati Govt ITIDocumento32 pagineDVET Amravati Govt ITIVaibhav KaleNessuna valutazione finora
- NBK TA Brochure 2016-EmailDocumento11 pagineNBK TA Brochure 2016-EmailPietrus NimbusNessuna valutazione finora
- Turboflow XL 32Documento10 pagineTurboflow XL 32Chris StroudNessuna valutazione finora
- Catalogue For Sublimation Mugs From Kelsey MecolourDocumento92 pagineCatalogue For Sublimation Mugs From Kelsey Mecolourallan salazarNessuna valutazione finora
- A560 - Castings Chromium Nickel AlloyDocumento3 pagineA560 - Castings Chromium Nickel AlloychemtausifNessuna valutazione finora
- Focus On The Fundamentals of Shielded MV Power CableDocumento3 pagineFocus On The Fundamentals of Shielded MV Power CableMrNessuna valutazione finora
- Ansys Tutorial 3Documento4 pagineAnsys Tutorial 3deathesNessuna valutazione finora
- 1301A01422 Zaranda 3500Documento2 pagine1301A01422 Zaranda 3500Edgar FloresNessuna valutazione finora
- 30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential BreakthroughsDocumento1.167 pagine30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential Breakthroughsknight1729100% (1)
- General Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDocumento47 pagineGeneral Motion Control: A Complete Range of Motion Products For Efficient Machine AutomationDan PopescuNessuna valutazione finora
- Boq WWTPDocumento3 pagineBoq WWTP144990Nessuna valutazione finora
- Ansi CodesDocumento3 pagineAnsi CodesMunavwar ProfessNessuna valutazione finora
- SP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Documento19 pagineSP0793-0000-1M05-005 - Standard Specification For Welding Rev0 Marzo 2022Nestor De Jesus Pico TorresNessuna valutazione finora
- PROSEDUR REFRIGERANT QUALITY GUIDANCE-Flame TestDocumento2 paginePROSEDUR REFRIGERANT QUALITY GUIDANCE-Flame TestAnonymous DFoXVEHINessuna valutazione finora
- Aerospace Material Specification: Nickel Plating (Electrodeposited)Documento12 pagineAerospace Material Specification: Nickel Plating (Electrodeposited)BHUSHAN100% (2)
- Section 21-Elect Specs 08-03-08 LatestDocumento98 pagineSection 21-Elect Specs 08-03-08 LatestsasikalaNessuna valutazione finora
- Carbomastic 15 PDS 2013Documento2 pagineCarbomastic 15 PDS 20134508366279Nessuna valutazione finora
- Student Safety Sheets: EthanolDocumento1 paginaStudent Safety Sheets: EthanolNina FairuzNessuna valutazione finora
- 355 - 4 DraftDocumento3 pagine355 - 4 Draft폴로 쥰 차Nessuna valutazione finora
- Makita Accessories Catalogue 2022 23Documento234 pagineMakita Accessories Catalogue 2022 23Hadi Santoso100% (1)
- Stud Welding Instruction ManualDocumento5 pagineStud Welding Instruction Manualedwin jimenezNessuna valutazione finora