Potrebbero piacerti anche
- Obtención de Hojuela Clasificación y LavadoDocumento20 pagineObtención de Hojuela Clasificación y LavadoKim McquencyNessuna valutazione finora
- Proceso de Pet RecicladoDocumento14 pagineProceso de Pet RecicladoCRISTHIAN MIGUEL CULQUI GUEVARANessuna valutazione finora
- 10 Matriz de ConsistenciaDocumento4 pagine10 Matriz de ConsistenciaMirella VilcaNessuna valutazione finora
- Ficha 15 Pet-PcrDocumento10 pagineFicha 15 Pet-PcrmigueljovanNessuna valutazione finora
- 13 Ejemplo de Estudio de Tiempos Dic 2016Documento4 pagine13 Ejemplo de Estudio de Tiempos Dic 2016jasminNessuna valutazione finora
- Cemento Asfaltico 60 70Documento2 pagineCemento Asfaltico 60 70Alexander Cesar Cosinga CongachaNessuna valutazione finora
- Pet-Fabricacion de Soportes para EstructurasDocumento2 paginePet-Fabricacion de Soportes para EstructurasCancio FlorezNessuna valutazione finora
- GeosinteticosDocumento21 pagineGeosinteticosJonathan Mamani Vargas100% (1)
- Edificaciones TitanDocumento9 pagineEdificaciones TitanJuan Esteban NavarroNessuna valutazione finora
- Aditivos YesoDocumento11 pagineAditivos YesoLoly QuezadaNessuna valutazione finora
- Manufactura PoliesterDocumento27 pagineManufactura Poliesterjoel_garcia_112Nessuna valutazione finora
- Tanque de GasolinaDocumento1 paginaTanque de GasolinaAMIRA1921Nessuna valutazione finora
- El Rol Del Planeamiento Estrategico para Empresas de Transporte de Carga Pesada en ArequipaDocumento42 pagineEl Rol Del Planeamiento Estrategico para Empresas de Transporte de Carga Pesada en ArequipaCHRISTIAN ENRIQUE MORALES ORTIZNessuna valutazione finora
- BPMDocumento22 pagineBPMErick FernandezNessuna valutazione finora
- Exposicion Procesos IndustrialesDocumento20 pagineExposicion Procesos Industrialescristina ramosNessuna valutazione finora
- Anexo 2 - 10 Reglas Criticas de SeguridadDocumento1 paginaAnexo 2 - 10 Reglas Criticas de SeguridadJairo Antonio Sarmiento CordovaNessuna valutazione finora
- Algoritmo de VogelDocumento10 pagineAlgoritmo de VogelSebastian MoralesNessuna valutazione finora
- Inyectora de PlasticoDocumento9 pagineInyectora de PlasticoJorge GalíndezNessuna valutazione finora
- Proceso de Conversión Del PETDocumento3 pagineProceso de Conversión Del PETAxturioNessuna valutazione finora
- Tesis de RepetibilidadDocumento191 pagineTesis de RepetibilidadSoledad Risco100% (1)
- Man Colempaques TanquesDocumento15 pagineMan Colempaques TanquesCarlos Cera MezaNessuna valutazione finora
- II Costo Unitario Esmeril Mca RenaDocumento5 pagineII Costo Unitario Esmeril Mca RenaAlejandro Virgilio Vega RuizNessuna valutazione finora
- Procedimiento de Fabricacion Del CementoDocumento15 pagineProcedimiento de Fabricacion Del CementoDiana SalazarNessuna valutazione finora
- Reciclaje de Los NfuDocumento26 pagineReciclaje de Los NfuandreaNessuna valutazione finora
- Teoría Del PlásticoDocumento7 pagineTeoría Del PlásticoLuis Angel Garces SuarezNessuna valutazione finora
- Fraguado Del YesoDocumento9 pagineFraguado Del YesoCharlie EnríquezNessuna valutazione finora
- Formato Solicitud de RMA - 2020Documento1 paginaFormato Solicitud de RMA - 2020David Giancarlo Saldaña CabanillasNessuna valutazione finora
- Clase de Herramientas de La CalidadDocumento10 pagineClase de Herramientas de La CalidadAngel garciaNessuna valutazione finora
- Botellas Pet FinalDocumento43 pagineBotellas Pet FinalEduvigues SerrudoNessuna valutazione finora
- Propiedades Del PET PDFDocumento2 paginePropiedades Del PET PDFPaola Flores LeonNessuna valutazione finora
- Películas de Capas MultiplesDocumento11 paginePelículas de Capas MultiplesCarla Patricia Delgadillo RomeroNessuna valutazione finora
- Catálogo - Tradicional - Puerta Batiente Sideral 2.4 V1.0Documento8 pagineCatálogo - Tradicional - Puerta Batiente Sideral 2.4 V1.0Anonymous KjD2vuB5YcNessuna valutazione finora
- A&H.SSO - PTS.006 - RevestimientoDocumento13 pagineA&H.SSO - PTS.006 - RevestimientoJorge AlvearNessuna valutazione finora
- Manual ParrillaDocumento32 pagineManual Parrillacesar osorioNessuna valutazione finora
- Ficha Tecnica Termoplastica BlancaDocumento3 pagineFicha Tecnica Termoplastica BlancaKikee Torres100% (1)
- Plan de Negocios Fibra de VidríoDocumento72 paginePlan de Negocios Fibra de VidríoJulio GarcíaNessuna valutazione finora
- Hoja de Seguridad Cuarzo Granulado 1-32 PDFDocumento1 paginaHoja de Seguridad Cuarzo Granulado 1-32 PDFGecainxNessuna valutazione finora
- Cemento Asfaltico PDFDocumento9 pagineCemento Asfaltico PDFElvis OmarNessuna valutazione finora
- Revision Bibliografica EnvasesDocumento17 pagineRevision Bibliografica EnvasesMax Lewiss Mafaldo DavilaNessuna valutazione finora
- Control de Proceso de Pintura - Metalquimica - Varios PDFDocumento98 pagineControl de Proceso de Pintura - Metalquimica - Varios PDFWilliam D. LopezNessuna valutazione finora
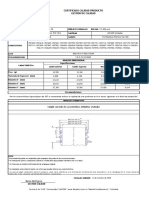
- Certificado de Calidad - Pref. 19 G - Distribuidora Plásticos Sur SASDocumento1 paginaCertificado de Calidad - Pref. 19 G - Distribuidora Plásticos Sur SASAseguramiento DPS Neiva0% (1)
- Trabajo 2.Documento13 pagineTrabajo 2.Alex Roberto Taborda BetancurNessuna valutazione finora
- ProyecyadoDocumento5 pagineProyecyadoCampos Salazar Valeria EldyNessuna valutazione finora
- Manual Mantenimiento Pinturas ExterioresDocumento3 pagineManual Mantenimiento Pinturas ExterioresPablo Guillermo Rada MoralesNessuna valutazione finora
- Informacion de La Organizacion Indupersa S.ADocumento5 pagineInformacion de La Organizacion Indupersa S.ANicole Suyón GarcíaNessuna valutazione finora
- JC Cuñetes InyeccionDocumento103 pagineJC Cuñetes InyeccionSebastian ValenciaNessuna valutazione finora
- Pinturas Pinturas de Pared Esmaltes y PiDocumento39 paginePinturas Pinturas de Pared Esmaltes y PiJesús EloyNessuna valutazione finora
- M-1 Informe de Calidad de Mezcla AsfálticaDocumento1 paginaM-1 Informe de Calidad de Mezcla Asfálticacesar jaramilloNessuna valutazione finora
- Termofusion EmpresaDocumento2 pagineTermofusion Empresajavier contrerasNessuna valutazione finora
- Caso Fibra de VidrioDocumento25 pagineCaso Fibra de VidrioRoberto BonillaNessuna valutazione finora
- Práctica 6 (Control de Calidad de Barniz o Pintura)Documento8 paginePráctica 6 (Control de Calidad de Barniz o Pintura)ElizabetNessuna valutazione finora
- Almacen de ClichesDocumento3 pagineAlmacen de ClichesMarco SaenzNessuna valutazione finora
- Taller No. 2 de Formulación y Solución de Modelos Invop I Sem 2013-IDocumento2 pagineTaller No. 2 de Formulación y Solución de Modelos Invop I Sem 2013-IJuanCamiloAriasCalvoNessuna valutazione finora
- Graficas de Control (Calidad)Documento14 pagineGraficas de Control (Calidad)Cristian Contreras MirandaNessuna valutazione finora
- Los 10 Principales Problemas DUPONTDocumento37 pagineLos 10 Principales Problemas DUPONTDaniel Torres100% (1)
- Diseño y Desarrollo de Productos (Selección Del Concepto)Documento24 pagineDiseño y Desarrollo de Productos (Selección Del Concepto)Alexander Vizcaino SenellyNessuna valutazione finora
- Metodologia para La Prestacion de Los Servicios en HDPE PDFDocumento36 pagineMetodologia para La Prestacion de Los Servicios en HDPE PDFAlan QuintalNessuna valutazione finora
- Cartilla Minera PAVCO-2021-SEPTIEMBREDocumento36 pagineCartilla Minera PAVCO-2021-SEPTIEMBRENeil Uriel Correa LedezmaNessuna valutazione finora
- El Proceso de Reciclaje de PlásticoDocumento8 pagineEl Proceso de Reciclaje de PlásticoDARWIN DAVID ROJANO BLANCONessuna valutazione finora
- Pinchadora de PetsDocumento11 paginePinchadora de PetsBecca PerazaNessuna valutazione finora
- Tema 1Documento21 pagineTema 1JuanCarlosGuevaraCruzNessuna valutazione finora
- ClasesDocumento14 pagineClasesJuanCarlosGuevaraCruzNessuna valutazione finora
- Gaggin orDocumento6 pagineGaggin orLa Previa San NicolasNessuna valutazione finora
- Mundell FlemingDocumento6 pagineMundell FlemingNatalia AyalaNessuna valutazione finora
- Ejercicios Macro I 2003 BGCDocumento84 pagineEjercicios Macro I 2003 BGCgaston198975% (8)
- Instrucciones Usb EspiaDocumento7 pagineInstrucciones Usb EspiaAntonio BetancourtNessuna valutazione finora
- Plan Contigencia g2Documento17 paginePlan Contigencia g2Yadira FuentesNessuna valutazione finora
- Rec He GarayDocumento86 pagineRec He GarayJuanCarlosGuevaraCruzNessuna valutazione finora
- Libro de Licores Cremas 2Documento45 pagineLibro de Licores Cremas 2Camila De los RíosNessuna valutazione finora
- Pasteleria Ferrandi 2022Documento10 paginePasteleria Ferrandi 2022manuelgomezjm77Nessuna valutazione finora
- Taller # 1 Latín 1 4 Mayo 2020Documento11 pagineTaller # 1 Latín 1 4 Mayo 2020JHONNY ALEXANDER SALAZAR FERNANDEZNessuna valutazione finora
- Dieta Disociada 30 DiasDocumento2 pagineDieta Disociada 30 Diasmrsole77772% (29)
- La PeraDocumento7 pagineLa PeraRoger Villaverde RuttiNessuna valutazione finora
- Caso Clinico Diabetes Mellitus 2Documento5 pagineCaso Clinico Diabetes Mellitus 2AracelisMargaritaContrerasNessuna valutazione finora
- Helado de HuacatayaDocumento1 paginaHelado de HuacatayaRichard CoriNessuna valutazione finora
- Campo y CampesinosDocumento85 pagineCampo y CampesinosSalva_Zr100% (1)
- Informe 6 - Análisis de LechesDocumento7 pagineInforme 6 - Análisis de LechesLuis Eduardo Higuera CalderonNessuna valutazione finora
- Catálogo: de ProductosDocumento8 pagineCatálogo: de Productoscesarge12Nessuna valutazione finora
- Comparativo de SuperioridadDocumento8 pagineComparativo de SuperioridadYoimar Romaña Arias75% (4)
- Proceso Frito LayDocumento8 pagineProceso Frito LayWilker Chacón Gutierres0% (1)
- Alimentos: Información General Acerca Del AjoDocumento4 pagineAlimentos: Información General Acerca Del AjoUryarnoldo ArguetadavilaNessuna valutazione finora
- MenuDocumento9 pagineMenuFanny De la hozNessuna valutazione finora
- Plano CartesianoDocumento83 paginePlano CartesianoPatricia Yojana Espinoza RojasNessuna valutazione finora
- Hem Marmiton 193312Documento24 pagineHem Marmiton 193312Ismael ReyNessuna valutazione finora
- Caracterizacion Fisicoquimica de Vinagres oDocumento6 pagineCaracterizacion Fisicoquimica de Vinagres oJose Yesid Castro RodriguezNessuna valutazione finora
- PizzaDocumento3 paginePizzaManoloNessuna valutazione finora
- Hacer Crecer El Pelo en Poco TiempoDocumento2 pagineHacer Crecer El Pelo en Poco TiemposaulNessuna valutazione finora
- Ad 08909038580072101523071Documento1 paginaAd 08909038580072101523071DISTRIBUIDORA LORICANessuna valutazione finora
- 220201-6 Natusnacks S.A.C.Documento17 pagine220201-6 Natusnacks S.A.C.silvana GallegosNessuna valutazione finora
- Matematicas 1 Bloque 2 Examen de Alfonso y FranciscoDocumento2 pagineMatematicas 1 Bloque 2 Examen de Alfonso y Franciscoalfonsito2004Nessuna valutazione finora
- Bebidas CarbonatadasDocumento7 pagineBebidas CarbonatadasSofia Salas PerezNessuna valutazione finora
- Formato Paleo Julio 2019Documento48 pagineFormato Paleo Julio 2019Francisco GuzmanNessuna valutazione finora
- AperolDocumento4 pagineAperolDANIEL SEPULVEDANessuna valutazione finora
- Control de Calidad Del CafeDocumento6 pagineControl de Calidad Del CafeindexmxNessuna valutazione finora
- Tareal Unidad Uno ImprimirDocumento2 pagineTareal Unidad Uno ImprimirLoanny Arianny García SantosNessuna valutazione finora
- Fuentes Rivera Grecia Quintanilla Gerardo Prefactibilidad Elaboración Cerveza AnexosDocumento166 pagineFuentes Rivera Grecia Quintanilla Gerardo Prefactibilidad Elaboración Cerveza AnexosEnrique PinazoNessuna valutazione finora
- Ensayo IndividualDocumento6 pagineEnsayo IndividualEmmy Nhoe SilvaNessuna valutazione finora
- Empresa LPGDocumento4 pagineEmpresa LPGJUDITH MARCELA ECHEVERRIA JUNCONessuna valutazione finora