Potrebbero piacerti anche
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- Powder MetallurgyDocumento24 paginePowder MetallurgyMilan PanchalNessuna valutazione finora
- Powder MetallurgyDocumento44 paginePowder MetallurgyjrvinodNessuna valutazione finora
- My ForgingDocumento20 pagineMy ForgingRam Janm SinghNessuna valutazione finora
- Isostatic PressingDocumento4 pagineIsostatic PressingBelma HasanovicNessuna valutazione finora
- Powder Metallurgy Process PDFDocumento28 paginePowder Metallurgy Process PDFAravindhan AnbalaganNessuna valutazione finora
- Manufacturing Processes (ME361) Lecture 25 and 27Documento40 pagineManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNessuna valutazione finora
- Resistance WeldingDocumento19 pagineResistance WeldingJustin McClendon100% (1)
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocumento11 paginePowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNessuna valutazione finora
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocumento27 pagineExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiNessuna valutazione finora
- L02 Introduction To Materials Science and EngineeringDocumento14 pagineL02 Introduction To Materials Science and EngineeringVivek vermaNessuna valutazione finora
- Note CHP 3 Material Science 281 Uitm Em110Documento40 pagineNote CHP 3 Material Science 281 Uitm Em110bino_ryeNessuna valutazione finora
- Ch31 Solid-State WeldingDocumento28 pagineCh31 Solid-State WeldingNaveen KumarNessuna valutazione finora
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocumento11 pagineTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNessuna valutazione finora
- Resistance WeldingDocumento5 pagineResistance WeldingJoel BrasilBorgesNessuna valutazione finora
- Solidification, Phase Diagrams and Phase TransformationDocumento35 pagineSolidification, Phase Diagrams and Phase TransformationkrishnasaiNessuna valutazione finora
- MD Design ConsiderationDocumento18 pagineMD Design ConsiderationjhpatelNessuna valutazione finora
- Recovery, Recrystallization, and Grain GrowthDocumento12 pagineRecovery, Recrystallization, and Grain GrowthstevenwhittlNessuna valutazione finora
- Production Technology Question PaperDocumento3 pagineProduction Technology Question PaperChirag100% (2)
- Gating & RiserDocumento8 pagineGating & Riserhegdemahesh1Nessuna valutazione finora
- Properties of Fusion Welds: EF420 Lecture 4 John TaylorDocumento34 pagineProperties of Fusion Welds: EF420 Lecture 4 John TaylorBakheit LayliNessuna valutazione finora
- Casting ProcessesDocumento18 pagineCasting ProcessesvelavansuNessuna valutazione finora
- Hot and Cold WorkingDocumento34 pagineHot and Cold WorkingSam RonnyNessuna valutazione finora
- 06-Fatigue and Creep of Materials - F17 PDFDocumento23 pagine06-Fatigue and Creep of Materials - F17 PDFsabavoonNessuna valutazione finora
- GE 201/203 Introduction To Materials Science and EngineeringDocumento21 pagineGE 201/203 Introduction To Materials Science and EngineeringVivek vermaNessuna valutazione finora
- Chapter 13 - Heat Treatment of SteelsDocumento61 pagineChapter 13 - Heat Treatment of SteelsMahmoud AsfourNessuna valutazione finora
- Unit 1-Complete Notes With MCQDocumento73 pagineUnit 1-Complete Notes With MCQshriman100% (1)
- A Seminar Presentation On: "Ultrasonic Welding"Documento14 pagineA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Gate Notes - Heat TreatmentDocumento4 pagineGate Notes - Heat TreatmentStephanie Fleming100% (1)
- Theory of Non-Ferrous Metals and Alloys ProcessingDocumento83 pagineTheory of Non-Ferrous Metals and Alloys ProcessingHimanshuDeepNessuna valutazione finora
- Friction Welding MachinesDocumento21 pagineFriction Welding MachinesMuddesar InamNessuna valutazione finora
- Chapter 7 - Dislocations and Strengethening MechanismsDocumento50 pagineChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNessuna valutazione finora
- Metal FormingDocumento49 pagineMetal FormingtejasNessuna valutazione finora
- Extrusion and Its ApplicationDocumento28 pagineExtrusion and Its ApplicationLakhan GuptaNessuna valutazione finora
- Mf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreDocumento2 pagineMf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreNandha Gopal SenthilnathanNessuna valutazione finora
- 10 Powder Metalurgy IDocumento21 pagine10 Powder Metalurgy IilhamNessuna valutazione finora
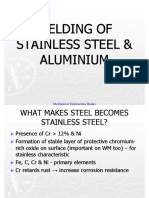
- Welding of Stainless Steel Aluminium 1Documento24 pagineWelding of Stainless Steel Aluminium 1minh tranNessuna valutazione finora
- Objectives: The Nature of MatterDocumento31 pagineObjectives: The Nature of MatterGene DacayoNessuna valutazione finora
- Deformation & StrengthDocumento35 pagineDeformation & StrengthcolorofstoneNessuna valutazione finora
- Mechanics of Metal CuttingDocumento41 pagineMechanics of Metal CuttingBalaji ReddyNessuna valutazione finora
- Vinodhini B. - Mercury PorosimetryDocumento35 pagineVinodhini B. - Mercury PorosimetryHarry JakeNessuna valutazione finora
- 09 Cast IronDocumento34 pagine09 Cast IronyogeshmangulkarNessuna valutazione finora
- Chapter 9d FractureDocumento70 pagineChapter 9d FracturenaveenaNessuna valutazione finora
- Physical MetallurgyDocumento101 paginePhysical MetallurgySheikh Sabbir SarforazNessuna valutazione finora
- Mechanical Properties PDFDocumento57 pagineMechanical Properties PDFvardhaNessuna valutazione finora
- Recovery Recrystallization Grain GrowthDocumento15 pagineRecovery Recrystallization Grain Growthteju1996coolNessuna valutazione finora
- Chapter 03Documento41 pagineChapter 03Noor RehmanNessuna valutazione finora
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocumento6 pagineAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNessuna valutazione finora
- SolidificationDocumento10 pagineSolidificationAnonymous RY3dAWN9o100% (1)
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocumento31 pagineCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNessuna valutazione finora
- Introduction To Forging.Documento10 pagineIntroduction To Forging.Kirpal SinghNessuna valutazione finora
- Bonding and Properties 2018 PDFDocumento31 pagineBonding and Properties 2018 PDFJackNessuna valutazione finora
- Defects, Causes and Prevention Controls in The Continuous Bronze/ Steel Bimetal Strip SinteringDocumento12 pagineDefects, Causes and Prevention Controls in The Continuous Bronze/ Steel Bimetal Strip Sinteringsafat parNessuna valutazione finora
- Explosive Forming An OverviewDocumento7 pagineExplosive Forming An OverviewMazurchevici Andrei DănuţNessuna valutazione finora
- Tensile TestDocumento11 pagineTensile TestMustafa Ani100% (3)
- Explosion Welding SeminarDocumento22 pagineExplosion Welding Seminarvaibhavsawal100% (1)
- Fundamentals of Metal FormingDocumento9 pagineFundamentals of Metal FormingGeorge CamachoNessuna valutazione finora
- Principles of Powder MetallurgyDocumento4 paginePrinciples of Powder Metallurgyhegdemahesh1Nessuna valutazione finora
- Chapter 4Documento39 pagineChapter 4Ervenjee BascoNessuna valutazione finora
- Powder MetallurgyDocumento11 paginePowder MetallurgyChandan PathakNessuna valutazione finora
- The New India Assurance Company Limited: Please Answer All Required Questions FullyDocumento3 pagineThe New India Assurance Company Limited: Please Answer All Required Questions FullyAmandeep SinghNessuna valutazione finora
- Hospital DirectoryDocumento18 pagineHospital DirectoryRahul JalanNessuna valutazione finora
- The New India Assurance Company Limited: Please Answer All Required Questions FullyDocumento3 pagineThe New India Assurance Company Limited: Please Answer All Required Questions FullyAmandeep SinghNessuna valutazione finora
- The New India Assurance Co. Ltd. (Government of India Undertaking)Documento6 pagineThe New India Assurance Co. Ltd. (Government of India Undertaking)Amandeep SinghNessuna valutazione finora
- Swachhta Hi Seva Report PDFDocumento9 pagineSwachhta Hi Seva Report PDFAmandeep SinghNessuna valutazione finora
- Laptop InvoiceDocumento1 paginaLaptop InvoiceAmandeep SinghNessuna valutazione finora
- WseDocumento5 pagineWsehsb1111Nessuna valutazione finora
- The New India Assurance Co. Ltd. (Government of India Undertaking)Documento6 pagineThe New India Assurance Co. Ltd. (Government of India Undertaking)Amandeep SinghNessuna valutazione finora
- PDFDocumento1 paginaPDFadma1Nessuna valutazione finora
- 12 Chapter 5Documento49 pagine12 Chapter 5Arsad AbdeenNessuna valutazione finora
- SOP AviationDocumento45 pagineSOP AviationAmandeep Singh0% (1)
- Problem Statement 2017Documento5 pagineProblem Statement 2017PG93Nessuna valutazione finora
- Payment For DataCard - Mobile - BlackberryDocumento2 paginePayment For DataCard - Mobile - BlackberryAmandeep SinghNessuna valutazione finora
- Organizational Structure - ApolloDocumento13 pagineOrganizational Structure - ApolloIpreetponnamma86% (7)
- Specialty Packaging Corporation, Part A: Ali - Azhar - Dame - IraDocumento15 pagineSpecialty Packaging Corporation, Part A: Ali - Azhar - Dame - IraAmandeep SinghNessuna valutazione finora
- Bma 12e SM CH 01 FinalDocumento3 pagineBma 12e SM CH 01 FinalAmandeep SinghNessuna valutazione finora
- Sumeet Cil SlipDocumento1 paginaSumeet Cil SlipAmandeep SinghNessuna valutazione finora
- New Doc 2017-11-20Documento3 pagineNew Doc 2017-11-20Amandeep SinghNessuna valutazione finora
- 370 - 13735 - EA221 - 2010 - 1 - 1 - 1 - Linear Programming 1Documento73 pagine370 - 13735 - EA221 - 2010 - 1 - 1 - 1 - Linear Programming 1Catrina NunezNessuna valutazione finora
- New Doc 2017-11-20 PDFDocumento3 pagineNew Doc 2017-11-20 PDFAmandeep SinghNessuna valutazione finora
- Work MeasurementDocumento29 pagineWork MeasurementAmandeep SinghNessuna valutazione finora
- Lean Tool PDFDocumento2 pagineLean Tool PDFTuong Tan100% (1)
- MRP and ERP ModelDocumento12 pagineMRP and ERP ModelAmandeep SinghNessuna valutazione finora
- Managerial Economics PPTsDocumento180 pagineManagerial Economics PPTsAmandeep Singh100% (1)
- New Doc 2017-11-19Documento7 pagineNew Doc 2017-11-19Amandeep SinghNessuna valutazione finora
- WseDocumento5 pagineWsehsb1111Nessuna valutazione finora
- Marketing Ideas FOR Toastmasters Workshop: Name: Alpana Garkoti Batch: IM-24 Roll No: 1702015Documento5 pagineMarketing Ideas FOR Toastmasters Workshop: Name: Alpana Garkoti Batch: IM-24 Roll No: 1702015Amandeep SinghNessuna valutazione finora
- Statistics Assignment P&G Grp. 2Documento6 pagineStatistics Assignment P&G Grp. 2Amandeep SinghNessuna valutazione finora
- Value Stream Mapping On Gear Manufacturing CompanyDocumento7 pagineValue Stream Mapping On Gear Manufacturing CompanyAmandeep SinghNessuna valutazione finora
- VMS Research Paper1 2Documento7 pagineVMS Research Paper1 2Amandeep SinghNessuna valutazione finora
- Trig Crash CourseDocumento28 pagineTrig Crash CourseHimraj BachooNessuna valutazione finora
- Valv MarwinDocumento15 pagineValv MarwinNestor OliNessuna valutazione finora
- Construcion PiqueDocumento7 pagineConstrucion PiqueYery SantanderNessuna valutazione finora
- BOF Plant Write UpDocumento20 pagineBOF Plant Write UpKalyan HalderNessuna valutazione finora
- Liquid SO2.1Documento13 pagineLiquid SO2.1Musyafa WiryantoNessuna valutazione finora
- TDS 10562100 EN EN Activator-RK-1300-RK-1500 PDFDocumento1 paginaTDS 10562100 EN EN Activator-RK-1300-RK-1500 PDFKJ SupplyNessuna valutazione finora
- Principles of Hydrostatic PressureDocumento25 paginePrinciples of Hydrostatic PressureJherhamy BaguilatNessuna valutazione finora
- Comparison of Heald Frame Motion Generated by Rotary Dobby and Crank & Cam Shedding MotionsDocumento6 pagineComparison of Heald Frame Motion Generated by Rotary Dobby and Crank & Cam Shedding MotionsKannan KumarNessuna valutazione finora
- Technical Manual Vapodest 20-30-40Documento39 pagineTechnical Manual Vapodest 20-30-40marianinha690% (1)
- 05 PDFDocumento1 pagina05 PDFdruwid6Nessuna valutazione finora
- Rajshahi University of Engineering and Technology, RajshahiDocumento9 pagineRajshahi University of Engineering and Technology, RajshahiShakil Ahmed100% (1)
- Types of Life TablesDocumento6 pagineTypes of Life TablesMarielle DelfinNessuna valutazione finora
- 1.'motivation For SoC Design - by Raveendra SomanaDocumento13 pagine1.'motivation For SoC Design - by Raveendra SomanaSantosh Shivapuji100% (1)
- FireWall Rebr WebDocumento24 pagineFireWall Rebr Webuyab1989Nessuna valutazione finora
- TRUMPF Technical Data Sheet TruDiskDocumento9 pagineTRUMPF Technical Data Sheet TruDiskHLNessuna valutazione finora
- Data SheetDocumento5 pagineData SheetMubashir HasanNessuna valutazione finora
- Introduction To Multiphase Fluid Dynamics: 1.1. Scope of The BookDocumento40 pagineIntroduction To Multiphase Fluid Dynamics: 1.1. Scope of The Bookdanijelkr88Nessuna valutazione finora
- Tutorial Sheet (ME324) 2018-19Documento1 paginaTutorial Sheet (ME324) 2018-19Asif SadarNessuna valutazione finora
- Storch Flight Manual - Eng Version 28 - 04 - 05 PDFDocumento51 pagineStorch Flight Manual - Eng Version 28 - 04 - 05 PDFandre_jvcNessuna valutazione finora
- 1 - SetsDocumento2 pagine1 - SetsHerald MulanoNessuna valutazione finora
- States of Matter Lesson PlanDocumento8 pagineStates of Matter Lesson Planapi-383721875Nessuna valutazione finora
- Transformasi Dalam MatematikDocumento39 pagineTransformasi Dalam MatematikMas Izwatu Solehah MiswanNessuna valutazione finora
- Belt Bucket Elevator DesignDocumento27 pagineBelt Bucket Elevator DesignArmando80% (5)
- Experimental Investigation On Mechanical Performance of Aluminium CompositeDocumento10 pagineExperimental Investigation On Mechanical Performance of Aluminium CompositeMadhu KotlaNessuna valutazione finora
- Lab Report 7Documento39 pagineLab Report 7Fatinnnnnn100% (2)
- Experiment No - 1 Flow Through A Sluice GateDocumento11 pagineExperiment No - 1 Flow Through A Sluice Gatesalman40% (5)
- Catalogo Cadenas de Ingenieria PDFDocumento136 pagineCatalogo Cadenas de Ingenieria PDFGlicerio Bravo GaticaNessuna valutazione finora
- Hass English LatheDocumento318 pagineHass English LathePrabhu Subbiah RamdossNessuna valutazione finora
- SIGMAW Engineering BookDocumento412 pagineSIGMAW Engineering BookhendraschNessuna valutazione finora
- Topic 4. Binary DistillationDocumento123 pagineTopic 4. Binary DistillationAngela Lorena DíazNessuna valutazione finora