Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Progressive Wellhead: Cavity DriveDocumento17 pagineProgressive Wellhead: Cavity DrivePuneet Singh100% (1)
- Design of Hydraulics and Pneumatic Systems-April-2011Documento2 pagineDesign of Hydraulics and Pneumatic Systems-April-2011SasiKumar Petchiappan100% (1)
- Voslp /F 38: Overcenter ValvesDocumento2 pagineVoslp /F 38: Overcenter ValvesSachin RamadasanNessuna valutazione finora
- Equipment R Equipment S Equipment T Equipment UDocumento2 pagineEquipment R Equipment S Equipment T Equipment UMiriam JonesNessuna valutazione finora
- Air Operated Grease Ratio Pumps 50-1Documento3 pagineAir Operated Grease Ratio Pumps 50-1balasubramanyam kotaNessuna valutazione finora
- Pbs Turbo LTD./ 595 01 - Velka Bites, Czech RepublikDocumento23 paginePbs Turbo LTD./ 595 01 - Velka Bites, Czech Republikslava50% (2)
- LME PracticeProblemsDocumento49 pagineLME PracticeProblemsyana22Nessuna valutazione finora
- Hydrogen Production With PSADocumento20 pagineHydrogen Production With PSAghasem_726990287Nessuna valutazione finora
- Ge Gas Turbine Frame (9fa)Documento7 pagineGe Gas Turbine Frame (9fa)ajo zinzoNessuna valutazione finora
- Intro To PneumaticsDocumento30 pagineIntro To PneumaticskabirbNessuna valutazione finora
- E05-Hc Dewpoint Control PDFDocumento2 pagineE05-Hc Dewpoint Control PDFConnor SailorNessuna valutazione finora
- VentilationDocumento29 pagineVentilationGaurika GroverNessuna valutazione finora
- Basic Operations of Pumps, Valves, and FittingsDocumento24 pagineBasic Operations of Pumps, Valves, and FittingsMichelle BinwagNessuna valutazione finora
- Iodine Removal PDFDocumento8 pagineIodine Removal PDFAnonymous 6tg80e6BqANessuna valutazione finora
- Designing Fire Fighting System For LPG Bottling Plant - Pavan EditedDocumento12 pagineDesigning Fire Fighting System For LPG Bottling Plant - Pavan Editedpavan50% (2)
- Tutorial: Water Flooding and WAG Application Builder Grid Properties (Field Units)Documento5 pagineTutorial: Water Flooding and WAG Application Builder Grid Properties (Field Units)Erick Morales SánchezNessuna valutazione finora
- Hydraulic System of TractorDocumento53 pagineHydraulic System of Tractorsln_rj100% (4)
- Fluid FrictionDocumento10 pagineFluid FrictionUmesh PatilNessuna valutazione finora
- Dynamic Surface Tension - KRÜSS ScientificDocumento4 pagineDynamic Surface Tension - KRÜSS ScientificRamirez FrancisNessuna valutazione finora
- Vac10004 SF01Documento8 pagineVac10004 SF01Jim JonesjrNessuna valutazione finora
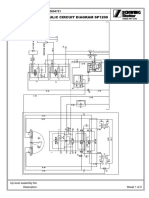
- Hydralic Circit For SP1200 PumpDocumento2 pagineHydralic Circit For SP1200 PumpAhesanShaikhNessuna valutazione finora
- gm5 Additionalresource BDocumento20 paginegm5 Additionalresource BWajahat RasoolNessuna valutazione finora
- MECH448 Mid-Terms Samples 2013Documento6 pagineMECH448 Mid-Terms Samples 2013Imam A. RamadhanNessuna valutazione finora
- 3.6 VGO - HDT Unit:: Process DescriptionDocumento4 pagine3.6 VGO - HDT Unit:: Process DescriptionAkankshya MishraNessuna valutazione finora
- Manual Laboratory Separation 1 (BTK3214) Sem 2 20192020Documento13 pagineManual Laboratory Separation 1 (BTK3214) Sem 2 20192020khairulNessuna valutazione finora
- Compressed Gas Association Cylinder Valve Fitting SpecificationsDocumento1 paginaCompressed Gas Association Cylinder Valve Fitting SpecificationsMilan Banerjee100% (1)
- Effectiveness of Sootblowers in Boilers Thermal Power StationDocumento7 pagineEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123Nessuna valutazione finora
- H Section 1 Conventional Heat Generation Boiler General Description PDFDocumento579 pagineH Section 1 Conventional Heat Generation Boiler General Description PDFNicolas Pallero FernandezNessuna valutazione finora
- Grreenhouse Experiment Lab ReportDocumento3 pagineGrreenhouse Experiment Lab ReportMaria AbregoNessuna valutazione finora
- ABE-36 MIR Request LogDocumento180 pagineABE-36 MIR Request LogFranklyn GenoveNessuna valutazione finora