Potrebbero piacerti anche
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Da EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Valutazione: 5 su 5 stelle5/5 (2)
- Overview of Beam Pump OperationsDocumento29 pagineOverview of Beam Pump OperationsRodrigo DacolNessuna valutazione finora
- The Weir Direct-Acting Feed Pump - Working InstructionsDa EverandThe Weir Direct-Acting Feed Pump - Working InstructionsNessuna valutazione finora
- Appendixc Well Drilling ProcedureDocumento7 pagineAppendixc Well Drilling Proceduremartahan manurungNessuna valutazione finora
- Oil and Gas Artificial Fluid Lifting TechniquesDa EverandOil and Gas Artificial Fluid Lifting TechniquesValutazione: 5 su 5 stelle5/5 (1)
- Guide to Selecting Artificial Lift for Gas WellsDocumento20 pagineGuide to Selecting Artificial Lift for Gas WellsRaymundo Leonardo Pérez SierraNessuna valutazione finora
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDa EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNessuna valutazione finora
- Chapter 5 Wellhead and Choke PerformanceDocumento35 pagineChapter 5 Wellhead and Choke PerformanceAbuzeidNessuna valutazione finora
- Sewage Disposal Works: Their Design and ConstructionDa EverandSewage Disposal Works: Their Design and ConstructionNessuna valutazione finora
- Diverter Drilling System For Well Control Full GuideDocumento19 pagineDiverter Drilling System For Well Control Full GuiderahulNessuna valutazione finora
- Section 2.2 Pertinent Types of Artificial LiftDocumento9 pagineSection 2.2 Pertinent Types of Artificial LiftYamal E Askoul TNessuna valutazione finora
- AL Selection - Draft of Document - 2d12 - Continuous Gas-LiftDocumento23 pagineAL Selection - Draft of Document - 2d12 - Continuous Gas-LiftKonul AlizadehNessuna valutazione finora
- Coiled Tubing Cleanout, Diagnosis, and Remediation of Sand Control FailuresDocumento43 pagineCoiled Tubing Cleanout, Diagnosis, and Remediation of Sand Control FailuresDavide Boreaneze100% (1)
- C-14 Selection and Limitation of Piping ComponentsDocumento14 pagineC-14 Selection and Limitation of Piping ComponentscristhianNessuna valutazione finora
- Rubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1Documento15 pagineRubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1Haresh JoganiNessuna valutazione finora
- Rubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1Documento15 pagineRubber Lining Application Manual Revision Date: September 1, 2009 Section 10: Pipe Lining Procedures Page: 10 - 1EdgarDavidDiazCamposNessuna valutazione finora
- Artificial Lift Methods Comparison Table PDFDocumento11 pagineArtificial Lift Methods Comparison Table PDFmeilani5Nessuna valutazione finora
- Selection of Artificial Lift MethodDocumento5 pagineSelection of Artificial Lift MethodAngel David Ponce OropezaNessuna valutazione finora
- Gas Lift and Gas Injection 2 - ٠٦٤٤١٣Documento24 pagineGas Lift and Gas Injection 2 - ٠٦٤٤١٣hishamlashennNessuna valutazione finora
- Brines Fluids and FiltrationDocumento90 pagineBrines Fluids and Filtrationqmax78Nessuna valutazione finora
- Practices Manual Running Conductor CasingDocumento2 paginePractices Manual Running Conductor Casingciucalata88Nessuna valutazione finora
- Note 7 PDFDocumento77 pagineNote 7 PDFNew Seljuk EmpireNessuna valutazione finora
- Factors Influencing Well Completion DesignDocumento6 pagineFactors Influencing Well Completion DesignMahesh sinhaNessuna valutazione finora
- 12 - Horizontal Well CompletionDocumento21 pagine12 - Horizontal Well CompletionMaximiliano GonzalezNessuna valutazione finora
- BN-EG-UE109 Guide For Vessel SizingDocumento29 pagineBN-EG-UE109 Guide For Vessel SizingSachin ChavanNessuna valutazione finora
- Workover - 10Documento34 pagineWorkover - 10chemkumar16Nessuna valutazione finora
- Tubing Anchor CapillaryDocumento4 pagineTubing Anchor CapillaryQaiser HafeezNessuna valutazione finora
- ,KML,/JM, KDocumento17 pagine,KML,/JM, KRaul Dolo QuinonesNessuna valutazione finora
- Air and Gas Drilling NewDocumento19 pagineAir and Gas Drilling Newabdul wahabNessuna valutazione finora
- SPE 89600 New Technologies Allow Small Coiled Tubing To Complete The Work Formerly Reserved For Large Coiled Tubing UnitsDocumento7 pagineSPE 89600 New Technologies Allow Small Coiled Tubing To Complete The Work Formerly Reserved For Large Coiled Tubing UnitsmsmsoftNessuna valutazione finora
- ONGC's Pipeline Operations: Types, Maintenance and MoreDocumento19 pagineONGC's Pipeline Operations: Types, Maintenance and MoreTHAATNessuna valutazione finora
- Plugback Sidetracks - Off Cement PlugsDocumento4 paginePlugback Sidetracks - Off Cement PlugsAdel Ahmed AlkhaligyNessuna valutazione finora
- Coiled Tubing UsesDocumento3 pagineCoiled Tubing UsesMonserrat MontelongoNessuna valutazione finora
- Tank Arrangement: 1. Active SystemDocumento5 pagineTank Arrangement: 1. Active SystemRakefsNessuna valutazione finora
- Guidelines For Piping Design & ErectionDocumento55 pagineGuidelines For Piping Design & ErectionKartik Varma Namburi100% (2)
- Spe - 9979 Overview of Artificial Lift SystemDocumento13 pagineSpe - 9979 Overview of Artificial Lift Systemmartin_montana55_479Nessuna valutazione finora
- Categories of Cased Hole LogsDocumento11 pagineCategories of Cased Hole LogsAG YNessuna valutazione finora
- SLB - Artificial Lift Screening TableDocumento11 pagineSLB - Artificial Lift Screening Tablepetro0703Nessuna valutazione finora
- UoTT Petroleum Engineering Coiled Tubing CourseDocumento10 pagineUoTT Petroleum Engineering Coiled Tubing CourseTrini_thug100% (1)
- Guidelines & Recommended Practices For Selection of Artificial Lift SystemsDocumento19 pagineGuidelines & Recommended Practices For Selection of Artificial Lift SystemsHesham SamyNessuna valutazione finora
- BN Eg UE109 Vessel SizingDocumento40 pagineBN Eg UE109 Vessel Sizingbadelitamarius100% (1)
- Shell Exploration and Production Company Hole Cleaning Best Practices Quick GuideDocumento240 pagineShell Exploration and Production Company Hole Cleaning Best Practices Quick GuideOrathai Toy100% (7)
- Petroleum Production Engineering-I: Third Year Second TermDocumento46 paginePetroleum Production Engineering-I: Third Year Second Termsarfraz hussain100% (1)
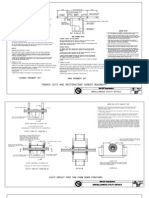
- Trench Cuts and Restorations Across Roadways: Flexible Pavement Cut Rigid Pavement CutDocumento3 pagineTrench Cuts and Restorations Across Roadways: Flexible Pavement Cut Rigid Pavement CutIqueline JacqelineNessuna valutazione finora
- General Guidelines of Pump Piping LayoutDocumento8 pagineGeneral Guidelines of Pump Piping LayoutbainNessuna valutazione finora
- Coiled TubingDocumento4 pagineCoiled TubingMihir PrajapatiNessuna valutazione finora
- Pipeline ManifoldsDocumento9 paginePipeline ManifoldsElendu Emmanuel ChigozieNessuna valutazione finora
- Vessel DesignDocumento43 pagineVessel Designhomiez99Nessuna valutazione finora
- Tie Back Liner Casing-1Documento18 pagineTie Back Liner Casing-1حسين الفيتوريNessuna valutazione finora
- Air DrillingDocumento69 pagineAir Drillingshahin500Nessuna valutazione finora
- Guide For Vessel Sizing PDFDocumento24 pagineGuide For Vessel Sizing PDFManish542Nessuna valutazione finora
- Casing Functions & StandardsDocumento13 pagineCasing Functions & StandardsMin Thant MaungNessuna valutazione finora
- SAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodDocumento10 pagineSAOGE 2008 - Paper - Full Scale Verification of The Reelwell Drilling MethodBep De JongNessuna valutazione finora
- Guidelines For Abandonment PlugDocumento2 pagineGuidelines For Abandonment PlugLenin DiazNessuna valutazione finora
- Coiled TubingDocumento6 pagineCoiled Tubingneal d fearless dreamerNessuna valutazione finora
- Pump Test Pit DesignDocumento8 paginePump Test Pit DesignpostboxsgNessuna valutazione finora
- Pigging in Pipeline Pre-Commissioning PDFDocumento8 paginePigging in Pipeline Pre-Commissioning PDFhemn100% (2)
- Training Maxes and MacrosDocumento42 pagineTraining Maxes and Macrosjuangar1992100% (1)
- (LB or KG) : Bench Tricep 1 Tricep 2 - ? - Weight: RepsDocumento3 pagine(LB or KG) : Bench Tricep 1 Tricep 2 - ? - Weight: Repsjuangar1992Nessuna valutazione finora
- CAN Technology: A Better Top-hole Well Construction MethodDocumento18 pagineCAN Technology: A Better Top-hole Well Construction Methodjuangar1992Nessuna valutazione finora
- D EGWDC2013 Acoustic Surveillance EchometerDocumento65 pagineD EGWDC2013 Acoustic Surveillance Echometerjuangar1992Nessuna valutazione finora
- Optimize Fracture Design SpreadsheetDocumento69 pagineOptimize Fracture Design Spreadsheetjuangar1992Nessuna valutazione finora
- D EGWDC2013 Acoustic Surveillance EchometerDocumento65 pagineD EGWDC2013 Acoustic Surveillance Echometerjuangar1992Nessuna valutazione finora
- Playing Pop BalladsDocumento7 paginePlaying Pop Balladspianoboytest100% (10)
- GEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryDocumento10 pagineGEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryMauricio Huerta JaraNessuna valutazione finora
- Candito 6 Week Strength ProgramDocumento11 pagineCandito 6 Week Strength ProgramHafiz FaizalNessuna valutazione finora
- JFE pipe performance and connection dataDocumento1 paginaJFE pipe performance and connection datajuangar1992Nessuna valutazione finora
- Gassep PDFDocumento4 pagineGassep PDFVladan PrigaraNessuna valutazione finora
- April16 2013 CBL InterpretationDocumento34 pagineApril16 2013 CBL InterpretationLuis100% (2)
- Directional Drilling Survey CalculationsDocumento39 pagineDirectional Drilling Survey Calculationsjuangar1992100% (4)
- Hydraulic FracturingDocumento14 pagineHydraulic Fracturingjuangar1992100% (1)
- PET524 4 MultiphaseDocumento55 paginePET524 4 Multiphasejuangar1992Nessuna valutazione finora
- Fluid Mechanics HW2Documento3 pagineFluid Mechanics HW2juangar1992Nessuna valutazione finora
- Breaking Water Protection Paradigms: RTM Composite DomesDocumento52 pagineBreaking Water Protection Paradigms: RTM Composite DomesaerostressNessuna valutazione finora
- Study of Step Up & Step Down Transformer: Experiment 9Documento3 pagineStudy of Step Up & Step Down Transformer: Experiment 9Apna VeerNessuna valutazione finora
- Industry 4.0 FinaleDocumento25 pagineIndustry 4.0 FinaleFrame UkirkacaNessuna valutazione finora
- Jotafloor SL UniversalDocumento6 pagineJotafloor SL UniversalrogandatambunanNessuna valutazione finora
- Transient and Random VibrationDocumento19 pagineTransient and Random VibrationAman SharmaNessuna valutazione finora
- Inspection and Maintenance of Drillpipe Ebook PDFDocumento39 pagineInspection and Maintenance of Drillpipe Ebook PDFAntónio OliveiraNessuna valutazione finora
- Powerful Cooling and Easy Installation For Really Large SpacesDocumento4 paginePowerful Cooling and Easy Installation For Really Large Spacesalkaf08Nessuna valutazione finora
- ALTERNATOR - ST170741: Parts ListDocumento2 pagineALTERNATOR - ST170741: Parts Listkaswade BrianNessuna valutazione finora
- Control and On-Off Valves GuideDocumento87 pagineControl and On-Off Valves Guidebaishakhi_b90100% (3)
- Smart Payment MeterDocumento2 pagineSmart Payment MeterJesus Castro OrozcoNessuna valutazione finora
- Battery Testing and MaintenanceDocumento23 pagineBattery Testing and MaintenanceMormor Omerta0% (1)
- Pagination script tutorial for PHP MySQL programmersDocumento4 paginePagination script tutorial for PHP MySQL programmersThomas ChinyamaNessuna valutazione finora
- Counter List HuaweiDocumento14 pagineCounter List Huaweiwedewe02Nessuna valutazione finora
- The Future of Smart Cities and RegionsDocumento20 pagineThe Future of Smart Cities and RegionsChristianNessuna valutazione finora
- MS 01 182Documento5 pagineMS 01 182kicsnerNessuna valutazione finora
- 1HD-T - 1 Land Cruiser Engine Service ManualDocumento26 pagine1HD-T - 1 Land Cruiser Engine Service ManualMichael Dzidowski86% (7)
- RefrigerationDocumento11 pagineRefrigerationBroAmirNessuna valutazione finora
- Rc16-17 Etc Sem-IV, May 19Documento5 pagineRc16-17 Etc Sem-IV, May 19Prasad KavthakarNessuna valutazione finora
- Basicline BL 21t9stDocumento28 pagineBasicline BL 21t9stgabriel6276Nessuna valutazione finora
- Powershift TransmissionsDocumento27 paginePowershift TransmissionsJonathanDavidDeLosSantosAdornoNessuna valutazione finora
- Pivot Part NumDocumento2 paginePivot Part Numrossini_danielNessuna valutazione finora
- RELAY SEEDER PROTECTION GUIDE (P40 Agile CompactDocumento23 pagineRELAY SEEDER PROTECTION GUIDE (P40 Agile CompactvinodlifeNessuna valutazione finora
- HT Series: 73-136Kw I Up To 12 Mppts Three PhaseDocumento2 pagineHT Series: 73-136Kw I Up To 12 Mppts Three PhasesyamprasadNessuna valutazione finora
- Learning One-to-One - Book ReviewDocumento3 pagineLearning One-to-One - Book Reviewwhistleblower100% (1)
- PJ1117CM-2 5VDocumento6 paginePJ1117CM-2 5VАлексей ГомоновNessuna valutazione finora
- Dry Hands MinecraftDocumento1 paginaDry Hands MinecraftBrandon RotzankNessuna valutazione finora
- The Top 200 International Design Firms - ENR - Engineering News Record - McGraw-Hill ConstructionDocumento4 pagineThe Top 200 International Design Firms - ENR - Engineering News Record - McGraw-Hill ConstructiontarekhocineNessuna valutazione finora
- Over View On 5 S TechnicDocumento14 pagineOver View On 5 S TechnicSachleen Singh BajwaNessuna valutazione finora
- Ahmad Humayun SohailDocumento6 pagineAhmad Humayun SohailHumayun SohailNessuna valutazione finora
- Gsxp07er Opera1tion Manual PDFDocumento94 pagineGsxp07er Opera1tion Manual PDFMohamed SaadAllahNessuna valutazione finora