Potrebbero piacerti anche
- Electric Gas Lighting: How to Install Electric Gas Ignition ApparatusDa EverandElectric Gas Lighting: How to Install Electric Gas Ignition ApparatusNessuna valutazione finora
- Simple Plumbing Repairs for the Home and FarmsteadDa EverandSimple Plumbing Repairs for the Home and FarmsteadNessuna valutazione finora
- ABSA 4th Class B HelpDocumento53 pagineABSA 4th Class B HelpAnonymous eMaZdX9100% (1)
- Electric Boilers: Learning OutcomeDocumento8 pagineElectric Boilers: Learning OutcomeKaustabha DasNessuna valutazione finora
- Automatic Level Control SystemsDocumento10 pagineAutomatic Level Control Systemshafidhrahadiyan2100% (1)
- Boiler Expt 2Documento15 pagineBoiler Expt 2aashiquear100% (2)
- Chapter 12 - Boiler Mountings - Machine DrawingDocumento12 pagineChapter 12 - Boiler Mountings - Machine DrawingSaurav TiwariNessuna valutazione finora
- Understanding Medium Frequency Induction Melting Furnace and Its ComponentsDocumento10 pagineUnderstanding Medium Frequency Induction Melting Furnace and Its Componentsdarwin_huaNessuna valutazione finora
- Boiler MountingsDocumento15 pagineBoiler MountingsBishwajit MahatoNessuna valutazione finora
- Boiler MountingsDocumento12 pagineBoiler MountingsvikramnikhilanshiNessuna valutazione finora
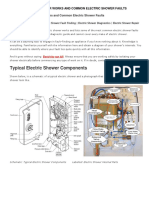
- How An Electric Shower Works and Common Electric Shower RepairDocumento6 pagineHow An Electric Shower Works and Common Electric Shower RepairKesalan TerasaNessuna valutazione finora
- Section13 EMERGENCIESDocumento7 pagineSection13 EMERGENCIESMithilesh YadavNessuna valutazione finora
- Boilers & SteamDocumento25 pagineBoilers & SteamNarendra niranjan MathiyarasuNessuna valutazione finora
- Feed Water ControllDocumento21 pagineFeed Water ControllajmalnasirNessuna valutazione finora
- 11.water Level ControlDocumento43 pagine11.water Level Controlsandeep kumarNessuna valutazione finora
- 1 - 303 - Feedwater Level Control SystemsDocumento31 pagine1 - 303 - Feedwater Level Control SystemsAnonymous 3fTYXaW7WNessuna valutazione finora
- Boiler Mountings: Experiment No. 10: To Study Various Boiler Mountings and AccessoriesDocumento10 pagineBoiler Mountings: Experiment No. 10: To Study Various Boiler Mountings and AccessorieshloNessuna valutazione finora
- Primary-Secondary Pumping Rules of Thumb PDFDocumento2 paginePrimary-Secondary Pumping Rules of Thumb PDFScott FreemanNessuna valutazione finora
- Lead-Acid Battery Degradation Mechanisms in Photovoltaic Systems PVSDocumento5 pagineLead-Acid Battery Degradation Mechanisms in Photovoltaic Systems PVSchokribNessuna valutazione finora
- 2004-07 Care & Maintenance of Water HeatersDocumento2 pagine2004-07 Care & Maintenance of Water HeatersMike PerryNessuna valutazione finora
- Boiler AcceriesDocumento9 pagineBoiler Acceriesashoku24007Nessuna valutazione finora
- 1206 Combibeholdere 60-160Documento16 pagine1206 Combibeholdere 60-160Michael Tollund NielsenNessuna valutazione finora
- Boiler CirculationDocumento7 pagineBoiler CirculationaruntpeNessuna valutazione finora
- Fig. 8.1: A Shell Boiler With An EconomizerDocumento11 pagineFig. 8.1: A Shell Boiler With An EconomizerMuhammad Alam Zaib KhanNessuna valutazione finora
- Laboratory Manual Applied Thermodynamics (ME-210)Documento35 pagineLaboratory Manual Applied Thermodynamics (ME-210)sachinmagrawal2484Nessuna valutazione finora
- Actividad en InglésDocumento2 pagineActividad en InglésEvelin Zuñiga barreraNessuna valutazione finora
- Cascade Manual - HTML PDFDocumento3 pagineCascade Manual - HTML PDFAnonymous NgEYuT0VNessuna valutazione finora
- Honeywell PCB Connection BoxDocumento4 pagineHoneywell PCB Connection BoxJohn RichardsNessuna valutazione finora
- Syncron Motor: Mid Position Motorised ValveDocumento4 pagineSyncron Motor: Mid Position Motorised ValveJohn RichardsNessuna valutazione finora
- Back To Basics: Ignition Primary CircuitsDocumento6 pagineBack To Basics: Ignition Primary CircuitsBence M ZoltanNessuna valutazione finora
- Mobrayl Manual.4.2.09Documento14 pagineMobrayl Manual.4.2.09svkraja007100% (3)
- Borderer Boiler Complete ManualDocumento228 pagineBorderer Boiler Complete ManualNitrogeno MPDNessuna valutazione finora
- Level Controllers For Boiler DrumDocumento3 pagineLevel Controllers For Boiler DrumShoaib AhmedNessuna valutazione finora
- Boiler Steam To ProcessDocumento9 pagineBoiler Steam To ProcessMDR PRAPHUNessuna valutazione finora
- Boiler NameDocumento15 pagineBoiler NameEdi MarchelloNessuna valutazione finora
- MArine Boiler Steam and WaterDocumento3 pagineMArine Boiler Steam and Watermohammed ramzi CHAHBINessuna valutazione finora
- Boiler Question and AnswersDocumento9 pagineBoiler Question and AnswersAnup JhaNessuna valutazione finora
- Boiling Water ReactorDocumento14 pagineBoiling Water ReactorIrenne IadyraNessuna valutazione finora
- Single & Three ElementDocumento7 pagineSingle & Three Elementnitin_sanhNessuna valutazione finora
- Cascade Control: 25.1 Master and Slave LoopsDocumento10 pagineCascade Control: 25.1 Master and Slave Loopsdeepak pandeyNessuna valutazione finora
- 3.15 Water Levels in Steam BoilersDocumento6 pagine3.15 Water Levels in Steam BoilersJhonathan AlejandroNessuna valutazione finora
- 202 Manual Hydra StepDocumento56 pagine202 Manual Hydra StepKC Samantaray100% (1)
- Boiler Operation and ControlDocumento99 pagineBoiler Operation and Controlwassli100% (1)
- Experiment 1: Steam Boiler Operation and Boiler MountingDocumento4 pagineExperiment 1: Steam Boiler Operation and Boiler Mountingsarjenputra07Nessuna valutazione finora
- Understanding Pump Curves: Taco Radiant Made Easy Application Guide Technical DocumentsDocumento4 pagineUnderstanding Pump Curves: Taco Radiant Made Easy Application Guide Technical DocumentsmohdnazirNessuna valutazione finora
- Ghid de Instalare Fabrica de BereDocumento16 pagineGhid de Instalare Fabrica de Berebhp4111968Nessuna valutazione finora
- Gatsby Heater Instructions BX5954Documento4 pagineGatsby Heater Instructions BX5954薛泽绵Nessuna valutazione finora
- 5.3 Energy Conversion System: 5 Single-Flash Steam Power PlantsDocumento1 pagina5.3 Energy Conversion System: 5 Single-Flash Steam Power PlantsJuan Ponce ManríquezNessuna valutazione finora
- Solar Hydrogen Fuel CellDocumento3 pagineSolar Hydrogen Fuel Cellchandramoulyjntu100% (1)
- Boiler Questions and AnswersDocumento10 pagineBoiler Questions and AnswersAustin UdofiaNessuna valutazione finora
- Boiler Questions and AnswersDocumento10 pagineBoiler Questions and AnswersAustin UdofiaNessuna valutazione finora
- Lecture 8: Steam Generators - Additional Notes: Boiler Fittings and MountingsDocumento5 pagineLecture 8: Steam Generators - Additional Notes: Boiler Fittings and MountingsIjazzzAliNessuna valutazione finora
- Steam Boiler Instrument and Control: 1. Horizontal, Vertical or InclinedDocumento20 pagineSteam Boiler Instrument and Control: 1. Horizontal, Vertical or InclinedmorolosusNessuna valutazione finora
- Density Error and Correction in Drum LevelDocumento8 pagineDensity Error and Correction in Drum Levelvai123_bodNessuna valutazione finora
- Vapor-Flo Humidity Generator Operation and Maintenance: Thermal Product SolutionsDocumento14 pagineVapor-Flo Humidity Generator Operation and Maintenance: Thermal Product SolutionsVirginia MartelliNessuna valutazione finora
- Saxon Copper Flow Electric-InstallerManualDocumento20 pagineSaxon Copper Flow Electric-InstallerManualMichael ForteNessuna valutazione finora
- Industrial BoilerDocumento30 pagineIndustrial Boilerஇராம் பாபுNessuna valutazione finora
- How to Install Electric Bells, Annunciators, and AlarmsDa EverandHow to Install Electric Bells, Annunciators, and AlarmsNessuna valutazione finora
- Electric Gas Lighting How to Install Electric Gas Ignition ApparatusDa EverandElectric Gas Lighting How to Install Electric Gas Ignition ApparatusNessuna valutazione finora
- Cooling Towers: Learning OutcomeDocumento26 pagineCooling Towers: Learning OutcomeMandeep MalikNessuna valutazione finora
- Electrical Distribution Circuits: Learning OutcomeDocumento22 pagineElectrical Distribution Circuits: Learning OutcomeMandeep MalikNessuna valutazione finora
- BG4Documento26 pagineBG4Mandeep MalikNessuna valutazione finora
- Cooling Towers: Learning OutcomeDocumento26 pagineCooling Towers: Learning OutcomeMandeep MalikNessuna valutazione finora
- Electrical Distribution Circuits: Learning OutcomeDocumento22 pagineElectrical Distribution Circuits: Learning OutcomeMandeep MalikNessuna valutazione finora
- Magnetism and Electromagnetism: Learning OutcomeDocumento14 pagineMagnetism and Electromagnetism: Learning OutcomeMandeep MalikNessuna valutazione finora
- Introduction To Instrumentation: Learning OutcomeDocumento12 pagineIntroduction To Instrumentation: Learning OutcomeMandeep MalikNessuna valutazione finora
- Lubrication Principles: Learning OutcomeDocumento12 pagineLubrication Principles: Learning OutcomeMandeep MalikNessuna valutazione finora
- Introduction To Process Computer Applications: Learning OutcomeDocumento20 pagineIntroduction To Process Computer Applications: Learning OutcomeMandeep MalikNessuna valutazione finora
- Resume (Kumar) WDocumento2 pagineResume (Kumar) WMandeep MalikNessuna valutazione finora
- Selection Criteria For Nomination Under The Ontario PNP Human Capital Priorities StreamDocumento4 pagineSelection Criteria For Nomination Under The Ontario PNP Human Capital Priorities StreamMandeep MalikNessuna valutazione finora
- Goutham ResumeDocumento3 pagineGoutham ResumeMandeep MalikNessuna valutazione finora
- Hasil Pengujian Differential Relay Transformer F87T: Transformator Bay Test ReportDocumento9 pagineHasil Pengujian Differential Relay Transformer F87T: Transformator Bay Test Reportbudifirmansyah. globaltwinstarNessuna valutazione finora
- (KENR8398-01) Schematic - 793F OHT Hydraulic SystemDocumento2 pagine(KENR8398-01) Schematic - 793F OHT Hydraulic SystemGabriel YucraNessuna valutazione finora
- Bridge Engineeing Drawings 10.2 - A4 - 3Documento1 paginaBridge Engineeing Drawings 10.2 - A4 - 3Adnan NajemNessuna valutazione finora
- Industrial Monitoring System Using PLCDocumento3 pagineIndustrial Monitoring System Using PLCshubham thakur50% (2)
- Answer of Test Paper of Advanced Power Electronics 2015 (Benny Yeung)Documento3 pagineAnswer of Test Paper of Advanced Power Electronics 2015 (Benny Yeung)taufiqishak09Nessuna valutazione finora
- Lathe and Milling IntroductionDocumento28 pagineLathe and Milling IntroductionSamantha Ashman100% (2)
- 271-123 221-BgeDocumento80 pagine271-123 221-Bgecastel100% (8)
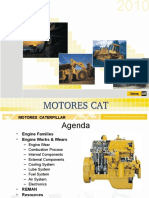
- 01 - Motores CAT - MUI - MEUI - HEUI - COMMON RAIL - Dois Slide Por Pagina - Frente e Verso - Treinamento Corporativo 2010Documento122 pagine01 - Motores CAT - MUI - MEUI - HEUI - COMMON RAIL - Dois Slide Por Pagina - Frente e Verso - Treinamento Corporativo 2010eder100% (2)
- Pansw EKG CableDocumento13 paginePansw EKG CableMaxi NoblegaNessuna valutazione finora
- Cedia Sports BrochureDocumento8 pagineCedia Sports BrochureLifeatseaNessuna valutazione finora
- Ecu PinDocumento4 pagineEcu Pinhugo del rioNessuna valutazione finora
- OLYMPUS - 6x2RS Wide - Smooth Body RCVDocumento2 pagineOLYMPUS - 6x2RS Wide - Smooth Body RCVOvidiu ChirvaseNessuna valutazione finora
- Arduino Motor ShieldDocumento3 pagineArduino Motor Shielddigital media technologiesNessuna valutazione finora
- User Manual ROLAND EXR 7S E PDFDocumento2 pagineUser Manual ROLAND EXR 7S E PDFAnielloIannacconeNessuna valutazione finora
- Stepper Motors BasicsDocumento18 pagineStepper Motors BasicsAhmed KalasNessuna valutazione finora
- Rider's Manual: R 1200 GS AdventureDocumento166 pagineRider's Manual: R 1200 GS Adventuremykyzo007Nessuna valutazione finora
- Gujarat Technological University: InstructionsDocumento2 pagineGujarat Technological University: InstructionsPradyumnaRoyNessuna valutazione finora
- Cn207a DaewooDocumento7 pagineCn207a Daewoo77jacki77Nessuna valutazione finora
- Davtron Catalog WebDocumento20 pagineDavtron Catalog WebRadunNessuna valutazione finora
- 01 G Piston Plunger PumpsDocumento17 pagine01 G Piston Plunger PumpsAlbertoNessuna valutazione finora
- Modification of Gear Cutting Fixtures in CNC Hobbing MachineDocumento24 pagineModification of Gear Cutting Fixtures in CNC Hobbing MachinegowthamNessuna valutazione finora
- Caixas de Merchas Euro V PDFDocumento24 pagineCaixas de Merchas Euro V PDFJorge Alberto100% (1)
- Mall CE ManDocumento239 pagineMall CE ManSeVictor Rudas CajaNessuna valutazione finora
- Canon Ir Advance C2220 Error CodesDocumento72 pagineCanon Ir Advance C2220 Error CodesNafeesAhmad100% (2)
- MODEC Air Motors HandbookDocumento9 pagineMODEC Air Motors HandbookDan CarrascoNessuna valutazione finora
- An Ek016 enDocumento61 pagineAn Ek016 enАлександрNessuna valutazione finora
- Digital MultimeterDocumento11 pagineDigital MultimeterAbhay tiwariNessuna valutazione finora
- Cursor Tier 3 Series: C13 TurbocompoundDocumento6 pagineCursor Tier 3 Series: C13 Turbocompoundali ahmedNessuna valutazione finora
- Mica PDFDocumento2 pagineMica PDFomarNessuna valutazione finora
- 3DR DIY Y6 Build Manual VADocumento24 pagine3DR DIY Y6 Build Manual VAFazrul100% (1)