Potrebbero piacerti anche
- Diamond Cement Products EnterprisesDocumento15 pagineDiamond Cement Products EnterprisessamrudhrsarikarNessuna valutazione finora
- Modern Methods of Construction Reduce UncertaintyDocumento28 pagineModern Methods of Construction Reduce UncertaintyAanchal AroraNessuna valutazione finora
- Lecture 2. Modern Methods of ConstructionDocumento76 pagineLecture 2. Modern Methods of ConstructionSurya Pratap Singh SlathiaNessuna valutazione finora
- Concrete Batching PlantDocumento4 pagineConcrete Batching PlantGradia Olfactra IlokanaNessuna valutazione finora
- Thesis On Ready Mix ConcreteDocumento6 pagineThesis On Ready Mix Concretegbxqaf9v100% (1)
- Building Construction Report-1Documento39 pagineBuilding Construction Report-1Kanak YadavNessuna valutazione finora
- Pre-Cast Concrete - Full Case Study1Documento14 paginePre-Cast Concrete - Full Case Study1anant_350872837Nessuna valutazione finora
- Fundamentals of PrecastingDocumento4 pagineFundamentals of Precastingsankar_rao333Nessuna valutazione finora
- Project MBADocumento29 pagineProject MBARony JamesNessuna valutazione finora
- Final Na Inin Jama Sa Feasibility StudyDocumento8 pagineFinal Na Inin Jama Sa Feasibility StudyEstiven GierNessuna valutazione finora
- Line8: Quality, Efficiency, Sustainability and Available Standards of Dry Mix MortarsDocumento8 pagineLine8: Quality, Efficiency, Sustainability and Available Standards of Dry Mix Mortarsniteen_mulmule485Nessuna valutazione finora
- Construction Plant Equipment GuideDocumento15 pagineConstruction Plant Equipment GuideGrace KagoNessuna valutazione finora
- Group 5 - Construction Methods and Operations-1Documento6 pagineGroup 5 - Construction Methods and Operations-1Donna Cece MelgarNessuna valutazione finora
- Aac Production enDocumento16 pagineAac Production enRakesh GampaNessuna valutazione finora
- Form WorkDocumento23 pagineForm WorkleorajNessuna valutazione finora
- Introduction of Innovative Construction SystemDocumento3 pagineIntroduction of Innovative Construction Systemgarima0303Nessuna valutazione finora
- Plastic Formwork Advantages in ConstructionDocumento12 paginePlastic Formwork Advantages in ConstructionNarlyn TevesNessuna valutazione finora
- Advance construction techniques summaryDocumento12 pagineAdvance construction techniques summaryMoïsës TavarexNessuna valutazione finora
- T0pic Comparing The Use of Precast and CDocumento27 pagineT0pic Comparing The Use of Precast and CKalev LillemetsNessuna valutazione finora
- Prefabrication and Its Adoption in IndiaDocumento84 paginePrefabrication and Its Adoption in IndiaAtul JaiswalNessuna valutazione finora
- Prefabrication and Its Adoption in India PDFDocumento5 paginePrefabrication and Its Adoption in India PDFAbhinav SainiNessuna valutazione finora
- Hirbrick PPT (1) (1)Documento7 pagineHirbrick PPT (1) (1)leejingyi1123Nessuna valutazione finora
- Precast Concrete and Its Allied ProductsDocumento29 paginePrecast Concrete and Its Allied Productsvishwasrbhat100% (2)
- Global Strategy of CEMEXDocumento29 pagineGlobal Strategy of CEMEXAbhishek Jain100% (1)
- Final Exam August 16, 2014Documento9 pagineFinal Exam August 16, 2014mulkeab11Nessuna valutazione finora
- The Opportunities in A Small-Scale Sandcrete Block-Making Industry in Nigeria: The Ingredients For SuccessDocumento10 pagineThe Opportunities in A Small-Scale Sandcrete Block-Making Industry in Nigeria: The Ingredients For SuccessChethan GowdaNessuna valutazione finora
- Enterprise Package: Concrete Block TechnologyDocumento3 pagineEnterprise Package: Concrete Block TechnologyShabir TrambooNessuna valutazione finora
- Key Design Tech of Dry Mix Mortar PlantsDocumento4 pagineKey Design Tech of Dry Mix Mortar PlantsNicolas PregoNessuna valutazione finora
- Design of Hollow Concrete MachineDocumento77 pagineDesign of Hollow Concrete MachineAbraham TelilaNessuna valutazione finora
- Techno AssignmentDocumento2 pagineTechno AssignmentXzk MallaboNessuna valutazione finora
- 10 Business Ideas for Construction IndustryDocumento3 pagine10 Business Ideas for Construction IndustryLuFt YumizumiNessuna valutazione finora
- Materials and Construction - Vi: Done byDocumento6 pagineMaterials and Construction - Vi: Done bydharanya sivabalanNessuna valutazione finora
- Ready Mix ConcreteDocumento5 pagineReady Mix ConcreteSanu GhoshNessuna valutazione finora
- Precast Concrete TechnologyDocumento4 paginePrecast Concrete TechnologyYanna-Yuan GonzalesNessuna valutazione finora
- Modular ConstrctnDocumento4 pagineModular ConstrctnParvez Saif100% (1)
- Cost Effective HousingDocumento8 pagineCost Effective HousingPriyankaNessuna valutazione finora
- AE - Training MaterialDocumento18 pagineAE - Training MaterialPandianKalaimaniNessuna valutazione finora
- Automation and Robotics Based Technology For Road ConstructionDocumento2 pagineAutomation and Robotics Based Technology For Road ConstructionRaviChandra JamiNessuna valutazione finora
- PSG College Report on Modern Prefabrication TechniquesDocumento6 paginePSG College Report on Modern Prefabrication TechniquesMASILAMANI TNessuna valutazione finora
- Report Precast TechnologyDocumento17 pagineReport Precast TechnologyPratik MoteNessuna valutazione finora
- Fly Ash BricksDocumento12 pagineFly Ash BrickssivajibuddyNessuna valutazione finora
- About Ims SystemDocumento32 pagineAbout Ims SystemBoško JanjuševićNessuna valutazione finora
- Hundaol Brick and HCB Production Project Proposal DBEDocumento31 pagineHundaol Brick and HCB Production Project Proposal DBEdereje yiemeruNessuna valutazione finora
- Ethiopia Construction Industry Equipment ReportDocumento28 pagineEthiopia Construction Industry Equipment ReportAmanu Worku100% (1)
- Proposal RMCDocumento8 pagineProposal RMCghabtNessuna valutazione finora
- Cement Concrete Hollow BlocksDocumento10 pagineCement Concrete Hollow BlocksdanielNessuna valutazione finora
- Chapter IDocumento10 pagineChapter IArsene Junior Fotso WaboNessuna valutazione finora
- Handout 1Documento16 pagineHandout 1Bruk ShiferawNessuna valutazione finora
- 9 4 Comparative Study and Decision Making For A FormworkDocumento5 pagine9 4 Comparative Study and Decision Making For A Formworknazi nazNessuna valutazione finora
- PROCESSDocumento24 paginePROCESSإلى الافضل دوماًNessuna valutazione finora
- Modular ConstuctionDocumento3 pagineModular ConstuctionmohdkhalidrazaNessuna valutazione finora
- Research Papers On Brick MasonryDocumento6 pagineResearch Papers On Brick Masonryj0b0lovegim3100% (1)
- Concrete Structures05Documento12 pagineConcrete Structures05Jaganraj SesurajNessuna valutazione finora
- PFS Question Bank WatermarkDocumento94 paginePFS Question Bank WatermarkManjuladevi PNessuna valutazione finora
- Eyu Internship ReportDocumento12 pagineEyu Internship ReportAbel Lema100% (2)
- Plant Location FactorsDocumento30 paginePlant Location FactorsvinothkumarNessuna valutazione finora
- Engineering Applications: A Project Resource BookDa EverandEngineering Applications: A Project Resource BookValutazione: 2.5 su 5 stelle2.5/5 (1)
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.Da EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.Nessuna valutazione finora
- Al Sunnah Jehlam 31 May 2011 PDFDocumento48 pagineAl Sunnah Jehlam 31 May 2011 PDFShabir TrambooNessuna valutazione finora
- Lessons Learned: Top EntrepreneursDocumento31 pagineLessons Learned: Top EntrepreneursShabir TrambooNessuna valutazione finora
- Postpaid Plans Details Unique No. As Per Annexure X As Per Annexure X As Per Annexure X Sr. No. Particulars/ Services Postpaid Plan 1 Postpaid Plan 2 Postpaid Plan 3Documento2 paginePostpaid Plans Details Unique No. As Per Annexure X As Per Annexure X As Per Annexure X Sr. No. Particulars/ Services Postpaid Plan 1 Postpaid Plan 2 Postpaid Plan 3Shabir TrambooNessuna valutazione finora
- Act of 1989Documento70 pagineAct of 1989Shabir TrambooNessuna valutazione finora
- Yeast Industry ReportDocumento71 pagineYeast Industry ReportShabir TrambooNessuna valutazione finora
- Powerpoint Presentation: Mahlatsi LeratoDocumento43 paginePowerpoint Presentation: Mahlatsi LeratoShabir TrambooNessuna valutazione finora
- Design of A Finite Capacity Scheduling System For Bakery Operations (Flow Shop Environment)Documento10 pagineDesign of A Finite Capacity Scheduling System For Bakery Operations (Flow Shop Environment)AbbyNessuna valutazione finora
- Al Sunnah Jehlam 434445 MayJuneJuly 2012 PDFDocumento263 pagineAl Sunnah Jehlam 434445 MayJuneJuly 2012 PDFShabir TrambooNessuna valutazione finora
- 08 - Chapter 4 Analysis of Production Cost of BakeryDocumento22 pagine08 - Chapter 4 Analysis of Production Cost of BakeryShabir Tramboo75% (4)
- Entrepreneurship DevelopmentDocumento18 pagineEntrepreneurship Developmentbalajisetty82Nessuna valutazione finora
- EXP Student2 001 PDFDocumento1 paginaEXP Student2 001 PDFShabir TrambooNessuna valutazione finora
- Intro To Market Research 2010Documento448 pagineIntro To Market Research 2010Tim HeisNessuna valutazione finora
- 1 PBDocumento6 pagine1 PBShabir TrambooNessuna valutazione finora
- Feed Formulation Strategies and Methods: Submitted by Amit Kumar JanaDocumento15 pagineFeed Formulation Strategies and Methods: Submitted by Amit Kumar JanaShabir TrambooNessuna valutazione finora
- Cattle Feed Plant Poultry Feed PlantDocumento3 pagineCattle Feed Plant Poultry Feed PlantShabir TrambooNessuna valutazione finora
- BARRETO-DILLON 2010 Budget Allocation and FinancingDocumento19 pagineBARRETO-DILLON 2010 Budget Allocation and FinancingShabir TrambooNessuna valutazione finora
- <!DOCTYPE HTML PUBbakery LIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=bakery+feasibility.pdf HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 7645ece07280360c8fe9207bf0fc7d8342f8476e User-Agent: Mozilla/5.0 (Windows NT 6.1; WOW64) AppleWebKit/537.31 (KHTML, like Gecko) Chrome/26.0.1410.43 Safari/537.31 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document?archive_doc=34200662Documento69 pagine<!DOCTYPE HTML PUBbakery LIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=bakery+feasibility.pdf HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 7645ece07280360c8fe9207bf0fc7d8342f8476e User-Agent: Mozilla/5.0 (Windows NT 6.1; WOW64) AppleWebKit/537.31 (KHTML, like Gecko) Chrome/26.0.1410.43 Safari/537.31 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document?archive_doc=34200662Manoj JhambNessuna valutazione finora
- If You Can't Impress On The First SlideDocumento30 pagineIf You Can't Impress On The First SlideShabir TrambooNessuna valutazione finora
- 2013 Food Code PDFDocumento768 pagine2013 Food Code PDFdiggerexeNessuna valutazione finora
- Production scheduling templates and guidesDocumento4 pagineProduction scheduling templates and guidesShabir TrambooNessuna valutazione finora
- Baking GlossaryDocumento9 pagineBaking Glossarycaroline dulleteNessuna valutazione finora
- The BakeryDocumento40 pagineThe BakeryPrince MananNessuna valutazione finora
- European Bakery and Oven Market AnalysisDocumento57 pagineEuropean Bakery and Oven Market AnalysisAli AlamNessuna valutazione finora
- The Chemistry of Baking Bread: Susan Sherrouse, Tis Fairview/Miss Jewell ElementaryDocumento16 pagineThe Chemistry of Baking Bread: Susan Sherrouse, Tis Fairview/Miss Jewell ElementaryShabir Tramboo100% (1)
- Powerpoint 141014220313 Conversion Gate02Documento4 paginePowerpoint 141014220313 Conversion Gate02Shabir TrambooNessuna valutazione finora
- Quickbreads 100217155401 Phpapp01Documento29 pagineQuickbreads 100217155401 Phpapp01Shabir TrambooNessuna valutazione finora
- Chapter 32 Cakes and Icings: Gilber Noussitou 2010 G - l2-31-1Documento21 pagineChapter 32 Cakes and Icings: Gilber Noussitou 2010 G - l2-31-1Shabir TrambooNessuna valutazione finora
- Uses of BreadsDocumento7 pagineUses of BreadsShabir TrambooNessuna valutazione finora
- Creativity3 121107194625 Phpapp01Documento8 pagineCreativity3 121107194625 Phpapp01Shabir TrambooNessuna valutazione finora
- Bakingtoolsandequipment 130306001142 Phpapp01Documento53 pagineBakingtoolsandequipment 130306001142 Phpapp01Shabir TrambooNessuna valutazione finora
- Chondroitin sulfate sodium analytical methods guideDocumento3 pagineChondroitin sulfate sodium analytical methods guideAchmad LatiefNessuna valutazione finora
- Kuat Geser Tanah Direct ShearDocumento37 pagineKuat Geser Tanah Direct ShearZulmy RhamadityaNessuna valutazione finora
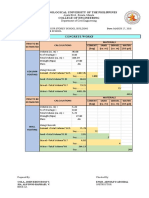
- 2 Concrete Works CompuDocumento14 pagine2 Concrete Works CompuALFONSO RAPHAEL SIANessuna valutazione finora
- Diode Operation IntroductionDocumento3 pagineDiode Operation IntroductionAnonymous FKMfvCbNessuna valutazione finora
- Seismic ArrestorDocumento8 pagineSeismic ArrestorankitNessuna valutazione finora
- Non-Destructive Testing: Laboratory ManualDocumento65 pagineNon-Destructive Testing: Laboratory ManuallokendraNessuna valutazione finora
- Learner'S Packet No.1 Quarter 1: Name of Student: Learning Area/Grade Level: Tle-He-Cookery-Grade 9 Date: Activity TitleDocumento10 pagineLearner'S Packet No.1 Quarter 1: Name of Student: Learning Area/Grade Level: Tle-He-Cookery-Grade 9 Date: Activity TitleSalgie MasculinoNessuna valutazione finora
- Pyrolsyis ppt-1Documento15 paginePyrolsyis ppt-1Aswin MNessuna valutazione finora
- Lava Plus High Translucency Zirconia BrochureDocumento4 pagineLava Plus High Translucency Zirconia BrochureMario MlinarićNessuna valutazione finora
- Aluminum-Clad Steel Stranded Conductor For Earth WireDocumento14 pagineAluminum-Clad Steel Stranded Conductor For Earth WireMohamed AhmiedNessuna valutazione finora
- Boq Iimu Modular Kitchen and WardrobeDocumento4 pagineBoq Iimu Modular Kitchen and WardrobePrajeet HegadeNessuna valutazione finora
- Principles of A Permanent-Magnet Axial-Field D.CDocumento6 paginePrinciples of A Permanent-Magnet Axial-Field D.CHoang Hoang LeNessuna valutazione finora
- EtdDocumento161 pagineEtdrazmian2010Nessuna valutazione finora
- Surfactant FloodingDocumento10 pagineSurfactant FloodinghkaqlqNessuna valutazione finora
- ASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFDocumento12 pagineASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFndt_inspectorNessuna valutazione finora
- Structural Design Data and SpecificationsDocumento6 pagineStructural Design Data and SpecificationsRoland CepedaNessuna valutazione finora
- Hydrogen Embrittlement Relief Process StandardDocumento10 pagineHydrogen Embrittlement Relief Process StandardFeliceNessuna valutazione finora
- Coolant Texaco 7997Documento4 pagineCoolant Texaco 7997m_najmanNessuna valutazione finora
- List of Welding ProcessesDocumento5 pagineList of Welding ProcessesFilipe CordeiroNessuna valutazione finora
- Adsorption of Flouride Using Nanoparticles of Aluminium OxideDocumento15 pagineAdsorption of Flouride Using Nanoparticles of Aluminium OxideIsa musaNessuna valutazione finora
- Design of Offshore StructuresDocumento29 pagineDesign of Offshore StructuresJOSE PRASOBH..JNessuna valutazione finora
- MyTiCon Screws Design Guide VU 1.2Documento52 pagineMyTiCon Screws Design Guide VU 1.2TomNessuna valutazione finora
- MPI Report SWL 5 Ton BoxDocumento2 pagineMPI Report SWL 5 Ton BoxYusuf bagewadiNessuna valutazione finora
- Catalytic Reforming ProcessDocumento28 pagineCatalytic Reforming ProcessSiddesh PatilNessuna valutazione finora
- Fathima Nasir Material StudyDocumento6 pagineFathima Nasir Material StudyfathimanasirNessuna valutazione finora
- System Sub Channel System For MarbleDocumento4 pagineSystem Sub Channel System For MarbleWafaa abd elhamedNessuna valutazione finora
- 2007 World Copper Fact BookDocumento66 pagine2007 World Copper Fact Bookaclarke100% (2)
- Abstracts Book EWWM2014Documento276 pagineAbstracts Book EWWM2014azilleNessuna valutazione finora
- PRN-D Reverse Flame Tube BoilerDocumento6 paginePRN-D Reverse Flame Tube BoilerartemisboilersNessuna valutazione finora
- Smart, Eco-Friendly, Money-Saving Home Tips by Kevin ReganDocumento1 paginaSmart, Eco-Friendly, Money-Saving Home Tips by Kevin ReganKathy Irene ReganNessuna valutazione finora