Potrebbero piacerti anche
- Shell Eco Marathon 2021 Its Team Sapuangin Simulate To InnovateDocumento18 pagineShell Eco Marathon 2021 Its Team Sapuangin Simulate To InnovateRudy ArthaNessuna valutazione finora
- "Designing and Calculation of Foldable E-Bicycle": MIT School of Engineering, Pune Department of Mechanical EngineeringDocumento29 pagine"Designing and Calculation of Foldable E-Bicycle": MIT School of Engineering, Pune Department of Mechanical EngineeringRohini ShindeNessuna valutazione finora
- Swift Cup Test (LDR Test)Documento34 pagineSwift Cup Test (LDR Test)Swaran SinghNessuna valutazione finora
- EngineeringDocumento18 pagineEngineeringMary Ann PaciaNessuna valutazione finora
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Documento4 pagineWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Angel ChangNessuna valutazione finora
- ITS Team Sapuangin - Simulate To InnovateDocumento18 pagineITS Team Sapuangin - Simulate To InnovateDian PermanaNessuna valutazione finora
- Assignment 2Documento3 pagineAssignment 2Ziyad AwaliNessuna valutazione finora
- Soal Tugas 1 Meh - Gasal - 2018-2019Documento3 pagineSoal Tugas 1 Meh - Gasal - 2018-2019Archita Tandhi100% (2)
- Astm D6110-08.Documento17 pagineAstm D6110-08.raulpalma93Nessuna valutazione finora
- 5.14 SetyaDocumento3 pagine5.14 SetyaRidho Ernandi0% (1)
- Weld Wire CatalogDocumento50 pagineWeld Wire CatalogMurdock Howling MadNessuna valutazione finora
- Evaluation of Failures in Mechanical Crankshafts of Automobile Based Onexpertopinion BDocumento9 pagineEvaluation of Failures in Mechanical Crankshafts of Automobile Based Onexpertopinion BalanNessuna valutazione finora
- HTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelDocumento9 pagineHTL - 17-4-PH - Optimization of Machining Parameters in Turning 17-4 PH Stainless SteelSridhar AtlaNessuna valutazione finora
- Chapter 10Documento33 pagineChapter 10Irene DidoekNessuna valutazione finora
- Design and Analysis of Crankshaft With Different CompositeDocumento9 pagineDesign and Analysis of Crankshaft With Different CompositeSAI CHARANNessuna valutazione finora
- UltraWave en 20Documento8 pagineUltraWave en 20naoufel1706Nessuna valutazione finora
- Specifications For Aluminum Ingot Alloys (ASTM B179-03) : Alloy SI FE CU MN MG CR NI ZN TI SN OE OTDocumento1 paginaSpecifications For Aluminum Ingot Alloys (ASTM B179-03) : Alloy SI FE CU MN MG CR NI ZN TI SN OE OTlavius_mNessuna valutazione finora
- Impact Analysis of Mini BajaDocumento6 pagineImpact Analysis of Mini Bajayashvirsingh21Nessuna valutazione finora
- Tentangg Posisi Pengelasan PDFDocumento7 pagineTentangg Posisi Pengelasan PDFIan NikoNessuna valutazione finora
- Som Oral QuestionsDocumento2 pagineSom Oral QuestionsDheeraj Deshmukh100% (1)
- Essay Type Question & RTDocumento3 pagineEssay Type Question & RTRamesh NatarajanNessuna valutazione finora
- Lecture 5-6-Grossman and Jominy HardenabilityDocumento58 pagineLecture 5-6-Grossman and Jominy Hardenabilitychristofer kevinNessuna valutazione finora
- ASTM D7264 - Teste de Flexão em CompósitosDocumento2 pagineASTM D7264 - Teste de Flexão em CompósitosLuizNessuna valutazione finora
- Tensile Properties Analysis of Aluminium-Magnesium Alloys Produced by Modified Stir Casting MethodDocumento3 pagineTensile Properties Analysis of Aluminium-Magnesium Alloys Produced by Modified Stir Casting MethodijsretNessuna valutazione finora
- ExtendSim SeminarDocumento51 pagineExtendSim SeminarEddie MylesNessuna valutazione finora
- Thelning 1984 PDFDocumento10 pagineThelning 1984 PDFAldi RayhanNessuna valutazione finora
- MD MCQDocumento15 pagineMD MCQshweta_770587100% (1)
- TNN CNC Lathe Machine CatalogueDocumento3 pagineTNN CNC Lathe Machine Catalogueneda100% (1)
- Final Report PDFDocumento147 pagineFinal Report PDFShivaGaneshBalyapallyNessuna valutazione finora
- Instructions For Spreadsheet Calculations For The Potential To Emit From Stationary Internal Combustion EnginesDocumento4 pagineInstructions For Spreadsheet Calculations For The Potential To Emit From Stationary Internal Combustion EnginesAnonymous QiMB2lBCJLNessuna valutazione finora
- Composite Materials PDFDocumento2 pagineComposite Materials PDFmaheshNessuna valutazione finora
- Perencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida GasDocumento10 paginePerencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida Gasismail khasanNessuna valutazione finora
- PPS31 Logger Manual R01Documento9 paginePPS31 Logger Manual R01sarkaftNessuna valutazione finora
- Line Pipe ASTMDocumento1 paginaLine Pipe ASTMBanu ChandarNessuna valutazione finora
- Crankshaft: Page NoDocumento13 pagineCrankshaft: Page NoAmit GauravNessuna valutazione finora
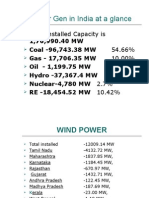
- Power GenDocumento59 paginePower GenAbhishek Prakash SrivastavaNessuna valutazione finora
- AutomotiveSensors Review IEEESensors2008 PDFDocumento22 pagineAutomotiveSensors Review IEEESensors2008 PDFasdfasdfsafdasfsaNessuna valutazione finora
- 32 Samss 008Documento26 pagine32 Samss 008naruto256100% (1)
- Column Buckling (Sheet)Documento10 pagineColumn Buckling (Sheet)Ahmed NabilNessuna valutazione finora
- Carbon Steel Flange Rating Chart: ANSI FLANGE ASTM A105, A350 Gr. LF2/LF6 Class 1Documento8 pagineCarbon Steel Flange Rating Chart: ANSI FLANGE ASTM A105, A350 Gr. LF2/LF6 Class 1sutarnoNessuna valutazione finora
- Section - 3 Metals Test Methods and Analytical Procedures - Ordering Options PDFDocumento1 paginaSection - 3 Metals Test Methods and Analytical Procedures - Ordering Options PDFStephen RajNessuna valutazione finora
- HW7Documento2 pagineHW7Rhett MillerNessuna valutazione finora
- Riveted JointsDocumento1 paginaRiveted JointsPrafitri KurniawanNessuna valutazione finora
- Dynamics Lab Sheet 1 - Free Vibration Experiment - PKPDocumento3 pagineDynamics Lab Sheet 1 - Free Vibration Experiment - PKPfaqhrulNessuna valutazione finora
- Properties of Q345B Steel For Plate Material - EhowDocumento1 paginaProperties of Q345B Steel For Plate Material - EhowchrtromNessuna valutazione finora
- Skema Method 5 US EPA PDFDocumento1 paginaSkema Method 5 US EPA PDFArif WibisonoNessuna valutazione finora
- 1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CDocumento13 pagine1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CsdmelNessuna valutazione finora
- Ferritic Stainless Stell 1.4003Documento4 pagineFerritic Stainless Stell 1.4003rusf123Nessuna valutazione finora
- Soal Tes TOEFL Dan Pembahasan Jawaban Structure (Model Test 2) - Pusat TOEFL 2Documento1 paginaSoal Tes TOEFL Dan Pembahasan Jawaban Structure (Model Test 2) - Pusat TOEFL 2Gustavo Aulawy121Nessuna valutazione finora
- AISI 1045 Medium Carbon Steel - AZoMDocumento4 pagineAISI 1045 Medium Carbon Steel - AZoMLuis NunesNessuna valutazione finora
- NIOSH 0500-1994 (Total Dust As Inhalable Dust)Documento4 pagineNIOSH 0500-1994 (Total Dust As Inhalable Dust)apriliandiniNessuna valutazione finora
- Astm d1871Documento5 pagineAstm d1871Edwin RamirezNessuna valutazione finora
- 12 - (4th Civil) (R.C. Bridges) Box Girder BridgesDocumento15 pagine12 - (4th Civil) (R.C. Bridges) Box Girder BridgesAymanengNessuna valutazione finora
- Fabrication of Spark Plug Testing Machine PDFDocumento2 pagineFabrication of Spark Plug Testing Machine PDFTasha0% (1)
- How The ITP-Test Is ScoredDocumento2 pagineHow The ITP-Test Is ScoredLucas FeitozaNessuna valutazione finora
- AMVI MAIN 2017.rto Insp PDFDocumento28 pagineAMVI MAIN 2017.rto Insp PDFSiddhrajsinh ZalaNessuna valutazione finora
- Application of Ultrasonic Peening For Fatigue Life Improvement of Automotive Welded WheelsDocumento9 pagineApplication of Ultrasonic Peening For Fatigue Life Improvement of Automotive Welded WheelsDickson LeongNessuna valutazione finora
- Engineering Fracture Mechanics: Taizo Makino, Takanori Kato, Kenji HirakawaDocumento16 pagineEngineering Fracture Mechanics: Taizo Makino, Takanori Kato, Kenji HirakawaMUIN ABDULLAH-ALNessuna valutazione finora
- 2004.12 Mitsubishi (MHI) Stator-Fin Ship Energy Saving Device DesignDocumento4 pagine2004.12 Mitsubishi (MHI) Stator-Fin Ship Energy Saving Device Designgnd100Nessuna valutazione finora
- An Investigation On Rotatory Bending Fretting Fatigue Damage of Railway AxlesDocumento13 pagineAn Investigation On Rotatory Bending Fretting Fatigue Damage of Railway AxlesJuan MNessuna valutazione finora
- JBSMSE 2016 Celik Rennie AkinciDocumento16 pagineJBSMSE 2016 Celik Rennie AkinciAnonymous PufNjgNessuna valutazione finora
- Design and Modelling of Shaft of Two Furrow Reversible PloughDocumento4 pagineDesign and Modelling of Shaft of Two Furrow Reversible PloughAnonymous PufNjgNessuna valutazione finora
- Undex Abaqus Fatih Aruk ThesisDocumento180 pagineUndex Abaqus Fatih Aruk Thesistruva_kissNessuna valutazione finora
- Custom Designed Wall Mounted Shop CraneDocumento45 pagineCustom Designed Wall Mounted Shop CraneAnonymous PufNjgNessuna valutazione finora
- Ijert Ijert: Design and Development of Material Handling CraneDocumento8 pagineIjert Ijert: Design and Development of Material Handling CraneAnonymous PufNjgNessuna valutazione finora
- The Design and Development of A Very Large Mobile Crane: LeedsDocumento10 pagineThe Design and Development of A Very Large Mobile Crane: LeedsAnonymous PufNjgNessuna valutazione finora
- Design of Thin Wall Structures For Energy Absorption Applications Enhancement of Crushworthiness Due To Axial and Oblique Impact ForcesDocumento11 pagineDesign of Thin Wall Structures For Energy Absorption Applications Enhancement of Crushworthiness Due To Axial and Oblique Impact ForcesAnonymous PufNjgNessuna valutazione finora
- Composites DDFDocumento33 pagineComposites DDFPatranNessuna valutazione finora
- Free Abaqus Tutorial For Heat Transfer Analysis of A TeapotDocumento11 pagineFree Abaqus Tutorial For Heat Transfer Analysis of A TeapotAnonymous PufNjgNessuna valutazione finora
- Learn Abaquss Script in One HourDocumento12 pagineLearn Abaquss Script in One HourbaspopNessuna valutazione finora
- Tutorial 17 - CEL - BoatDocumento13 pagineTutorial 17 - CEL - BoatBin VoNessuna valutazione finora
- The Global Solar Radiation Estimation and Analysis of Solar Energy Case Study For Osmaniye TurkeyDocumento10 pagineThe Global Solar Radiation Estimation and Analysis of Solar Energy Case Study For Osmaniye TurkeyAnonymous PufNjgNessuna valutazione finora
- Tutorial 23 - SPH ModellingDocumento11 pagineTutorial 23 - SPH Modellingjs kalyana rama100% (1)
- Heat Transfer Enhancement in Solar Air Channel With Broken PDFDocumento11 pagineHeat Transfer Enhancement in Solar Air Channel With Broken PDFAnonymous PufNjgNessuna valutazione finora
- Central Motor Conduction Time by Magnetic Stimulation of The Cortex and Peripheral Nerve Conduction Follow-Up Studies in Friedreich's AtaxiaDocumento4 pagineCentral Motor Conduction Time by Magnetic Stimulation of The Cortex and Peripheral Nerve Conduction Follow-Up Studies in Friedreich's AtaxiaAnonymous PufNjgNessuna valutazione finora
- ACP Tutorial Ex1 PDFDocumento34 pagineACP Tutorial Ex1 PDFSuhail PashaNessuna valutazione finora
- Analysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionDocumento6 pagineAnalysis of Stir Die Cast Al-SiC Composite Brake Drums Based On Coefficient of FrictionAnonymous PufNjgNessuna valutazione finora
- Analysis of Friction Excited Vibration of Drum Brake SquealDocumento11 pagineAnalysis of Friction Excited Vibration of Drum Brake SquealAnonymous PufNjgNessuna valutazione finora
- Model For Evaporation Moisture and Temperature of Bare Soil Calibration and Sensitivity AnalysisDocumento10 pagineModel For Evaporation Moisture and Temperature of Bare Soil Calibration and Sensitivity AnalysisAnonymous PufNjgNessuna valutazione finora
- Generating Geometry of A Deformed Shape Using WorkbenchDocumento7 pagineGenerating Geometry of A Deformed Shape Using WorkbenchAnonymous PufNjgNessuna valutazione finora
- A Guide For The Use of Function SpecificationDocumento14 pagineA Guide For The Use of Function SpecificationAnonymous PufNjgNessuna valutazione finora
- Heart Conduction Disturbances and Cardiovascular Collapse After Disopyramide and Low-Dose Metoprolol in A Patient With Hypertrophic Obstructive CardiomyopathyDocumento4 pagineHeart Conduction Disturbances and Cardiovascular Collapse After Disopyramide and Low-Dose Metoprolol in A Patient With Hypertrophic Obstructive CardiomyopathyAnonymous PufNjgNessuna valutazione finora
- Heat Transfer Analysis of Laser Heated Surfaces - Conduction Limited CaseDocumento9 pagineHeat Transfer Analysis of Laser Heated Surfaces - Conduction Limited CaseAnonymous PufNjgNessuna valutazione finora
- Nanometric Si3N4 Particulate-Reinforced Aluminum CompositeDocumento3 pagineNanometric Si3N4 Particulate-Reinforced Aluminum CompositeAnonymous PufNjgNessuna valutazione finora
- Giant Magnetoresistance in Granular Ag-Co Films Irradiated by Excimer Laser PDFDocumento8 pagineGiant Magnetoresistance in Granular Ag-Co Films Irradiated by Excimer Laser PDFAnonymous PufNjgNessuna valutazione finora
- Hydrogenation of Crotonaldehyde On Pt-TiO2 Catalysts Influence of The Phase Composition of Titania On Activity and Intramolecular SelectivityDocumento13 pagineHydrogenation of Crotonaldehyde On Pt-TiO2 Catalysts Influence of The Phase Composition of Titania On Activity and Intramolecular SelectivityAnonymous PufNjgNessuna valutazione finora
- Effect of The Substrate Temperature On The Properties of Spray Deposited Sb-Se Thin Films From Non-Aqueous MediumDocumento5 pagineEffect of The Substrate Temperature On The Properties of Spray Deposited Sb-Se Thin Films From Non-Aqueous MediumAnonymous PufNjgNessuna valutazione finora
- The Deposition of Diamond Film With High Thermal ConductivityDocumento4 pagineThe Deposition of Diamond Film With High Thermal ConductivityAnonymous PufNjgNessuna valutazione finora
- Axle Load and Tillage Effects On Soil Physical Properties and Soybean Grain Yield On A Mollic Ochraqualf in Northwest OhioDocumento15 pagineAxle Load and Tillage Effects On Soil Physical Properties and Soybean Grain Yield On A Mollic Ochraqualf in Northwest OhioAnonymous PufNjgNessuna valutazione finora
- CVNG2009 Lab Guide 2015Documento5 pagineCVNG2009 Lab Guide 2015Kofi DanielNessuna valutazione finora
- Gear Corrosion During The Manufacturing ProcessDocumento6 pagineGear Corrosion During The Manufacturing Processluis_dominguezeNessuna valutazione finora
- Viscous Flow in Pipes: Internal Flow External FlowDocumento9 pagineViscous Flow in Pipes: Internal Flow External FlowShanzib Sadhukhan ShubhoNessuna valutazione finora
- Eletrocentro - Estudo de Movimento-Eletrocentro - Balancim de Içamento - Acréscimo de Olhais-1Documento16 pagineEletrocentro - Estudo de Movimento-Eletrocentro - Balancim de Içamento - Acréscimo de Olhais-1Vinicius Monteiro AmaralNessuna valutazione finora
- Temperature Effects On The Tensile Properties of CastDocumento38 pagineTemperature Effects On The Tensile Properties of CastDACAMOGO DCMGNessuna valutazione finora
- Effect of Cold Working On BrassDocumento3 pagineEffect of Cold Working On BrassHasnain AliNessuna valutazione finora
- Automization and Powder AndersonDocumento25 pagineAutomization and Powder AndersonRashed KaiserNessuna valutazione finora
- Story ShearDocumento8 pagineStory ShearhemolandNessuna valutazione finora
- Bishop (1966)Documento42 pagineBishop (1966)Ramon NazarNessuna valutazione finora
- Objective: Find The Displacement and Stress Fields. Problem Definition: Consider An Ideal Flow of Air Around A Cylinder, As Shown in Figure. TheDocumento1 paginaObjective: Find The Displacement and Stress Fields. Problem Definition: Consider An Ideal Flow of Air Around A Cylinder, As Shown in Figure. ThepmagrawalNessuna valutazione finora
- Nanostrength Block Copolymers For Epoxy TougheningDocumento5 pagineNanostrength Block Copolymers For Epoxy TougheningRonald GeorgeNessuna valutazione finora
- KTG & ThermodynamicsDocumento38 pagineKTG & ThermodynamicsSesha Sai KumarNessuna valutazione finora
- Resumo Alargado Ingles FinalDocumento9 pagineResumo Alargado Ingles FinalSeif15Nessuna valutazione finora
- Reciprocal Lattice & Ewald Sphere ConstructionDocumento45 pagineReciprocal Lattice & Ewald Sphere ConstructionSplendid ScienceNessuna valutazione finora
- Momento de Inercia FusoDocumento18 pagineMomento de Inercia FusohendrixkingNessuna valutazione finora
- Load-Bearing Capacity of Perforated Trapezoidal Sheeting: September 2010Documento9 pagineLoad-Bearing Capacity of Perforated Trapezoidal Sheeting: September 2010Malik AtikNessuna valutazione finora
- Irc 112 2011Documento290 pagineIrc 112 2011padeepNessuna valutazione finora
- Asme Sec Viii D1 Nma App ADocumento8 pagineAsme Sec Viii D1 Nma App AADRIANNessuna valutazione finora
- Phase Transformations and Heat TreatmentDocumento76 paginePhase Transformations and Heat TreatmentJimmy HarvianNessuna valutazione finora
- Chemical Engineering ThermodynamicsDocumento86 pagineChemical Engineering ThermodynamicsSreedhar BabuNessuna valutazione finora
- EMA3050 Oct 17Documento5 pagineEMA3050 Oct 17Alicina DaleNessuna valutazione finora
- Materials Science: Material Selection Classes of Material Properties Properties of MaterialsDocumento23 pagineMaterials Science: Material Selection Classes of Material Properties Properties of MaterialsAtul PandeyNessuna valutazione finora
- Slab Raft FoundationDocumento46 pagineSlab Raft Foundationankit kadam100% (3)
- Intermediate Tubesheet Calculation PDFDocumento18 pagineIntermediate Tubesheet Calculation PDFhbsheenNessuna valutazione finora
- Guide To en 1993-1-1 Eurocode 3Documento4 pagineGuide To en 1993-1-1 Eurocode 3ZaidNessuna valutazione finora
- Dissipation Test - ENGDocumento3 pagineDissipation Test - ENGADS ADSNessuna valutazione finora
- Significant Changes in ACI 318-11Documento4 pagineSignificant Changes in ACI 318-11cabpcabpNessuna valutazione finora
- Hudson - Engineering Rock Mechanics 2Documento528 pagineHudson - Engineering Rock Mechanics 2Anthony Raskolnikov Fierro QuispeNessuna valutazione finora
- 003 Tower Nonlinear Dynamic Response of Cable-Stayed Bridges Under Great Earthquake Ground MotionDocumento4 pagine003 Tower Nonlinear Dynamic Response of Cable-Stayed Bridges Under Great Earthquake Ground MotionjaswantNessuna valutazione finora
- Moy S. S. J., Plastic Methods For Steel and Concrete Structures, 2nd Ed, 1996Documento283 pagineMoy S. S. J., Plastic Methods For Steel and Concrete Structures, 2nd Ed, 1996mihan174100% (2)