Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- FuesDocumento1 paginaFuesابو عمر الغزيNessuna valutazione finora
- Throttle Idle LearnDocumento1 paginaThrottle Idle Learnابو عمر الغزيNessuna valutazione finora
- Ada 563040Documento22 pagineAda 563040ابو عمر الغزيNessuna valutazione finora
- Automechanics Applied G12Documento67 pagineAutomechanics Applied G12ابو عمر الغزيNessuna valutazione finora
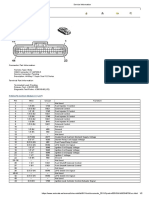
- K103 LPG Control Module X1 (LCP) : SparkDocumento2 pagineK103 LPG Control Module X1 (LCP) : Sparkابو عمر الغزيNessuna valutazione finora
- NLH2012Application VolumeII Report26 PDFDocumento19 pagineNLH2012Application VolumeII Report26 PDFابو عمر الغزيNessuna valutazione finora
- Mass Air Flow Sensors PDFDocumento7 pagineMass Air Flow Sensors PDFابو عمر الغزي100% (2)
- X50A Fuse Block - Underhood, Top View: SparkDocumento1 paginaX50A Fuse Block - Underhood, Top View: Sparkابو عمر الغزيNessuna valutazione finora
- Map Baro SensorsDocumento9 pagineMap Baro Sensorsابو عمر الغزيNessuna valutazione finora
- List of Tools and EquipmentsDocumento2 pagineList of Tools and EquipmentsTunechi YoungCedNessuna valutazione finora
- Dev Lo PmentDocumento2 pagineDev Lo Pmentابو عمر الغزيNessuna valutazione finora
- ResumeDocumento2 pagineResumeابو عمر الغزيNessuna valutazione finora
- Cat 2012 PDFDocumento1 paginaCat 2012 PDFابو عمر الغزيNessuna valutazione finora
- SB006 PDFDocumento1 paginaSB006 PDFابو عمر الغزيNessuna valutazione finora
- Band SawDocumento33 pagineBand Sawابو عمر الغزيNessuna valutazione finora
- Metal MachDocumento11 pagineMetal Machابو عمر الغزيNessuna valutazione finora
- ME2252 Notes PDFDocumento17 pagineME2252 Notes PDFThulasi RamNessuna valutazione finora
- TSB MO-2004-04-03 Oil Consumption PDFDocumento7 pagineTSB MO-2004-04-03 Oil Consumption PDFابو عمر الغزيNessuna valutazione finora
- Manufacturing Processes Cutting ToolDocumento15 pagineManufacturing Processes Cutting ToolanimiNessuna valutazione finora
- Milling Machine SpecificationsDocumento2 pagineMilling Machine Specificationsابو عمر الغزيNessuna valutazione finora
- Chapter 25 - Machining Centers, Machine Tool Structures and Machining EconomicsDocumento40 pagineChapter 25 - Machining Centers, Machine Tool Structures and Machining EconomicsVirgilioNessuna valutazione finora
- 3 Vertical Milling MachineDocumento12 pagine3 Vertical Milling Machineابو عمر الغزيNessuna valutazione finora
- Published File 2015 12 22 13 55 39Documento3 paginePublished File 2015 12 22 13 55 39Alghazee Abo-jlalNessuna valutazione finora
- Specifications Milling & Drilling MachinesDocumento3 pagineSpecifications Milling & Drilling Machinesابو عمر الغزيNessuna valutazione finora
- Diesel Generator User ManualDocumento24 pagineDiesel Generator User Manualابو عمر الغزي100% (2)
- Aasr 2012 3 4 1915 1922 PDFDocumento8 pagineAasr 2012 3 4 1915 1922 PDFابو عمر الغزيNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Process Ventilation Design RequirementsDocumento4 pagineProcess Ventilation Design RequirementsMehman NasibovNessuna valutazione finora
- Anderson Greenwood Series 60 andDocumento48 pagineAnderson Greenwood Series 60 andjairo moralesNessuna valutazione finora
- SAILMA Steel Grades & SheetsDocumento2 pagineSAILMA Steel Grades & SheetsElumalai SrinivasanNessuna valutazione finora
- Cold Formed Steel Design.Documento8 pagineCold Formed Steel Design.Shivaji SarvadeNessuna valutazione finora
- ASAT Class 7Documento16 pagineASAT Class 7kamalsharma2014100% (1)
- Heat gain loads in air conditioning designDocumento18 pagineHeat gain loads in air conditioning designNg Swee Loong Steven100% (2)
- Wave Properties of Particles ExplainedDocumento19 pagineWave Properties of Particles ExplainedAmanda BoltonNessuna valutazione finora
- Gasket Assembly Stress Recommendations: Compressed Sheet, GRAPH-LOCK®, GYLON® and Gylon Epix™Documento1 paginaGasket Assembly Stress Recommendations: Compressed Sheet, GRAPH-LOCK®, GYLON® and Gylon Epix™dilo0987Nessuna valutazione finora
- Operation and Maintenance ManualDocumento39 pagineOperation and Maintenance Manualhdf17Nessuna valutazione finora
- Glass Ionomer Cement Properties and ApplicationsDocumento67 pagineGlass Ionomer Cement Properties and ApplicationsJayalakshmi Preetha100% (1)
- Manometer Pressure DifferenceDocumento5 pagineManometer Pressure DifferenceBlue SkyNessuna valutazione finora
- KSPDocumento35 pagineKSPHelpful HandNessuna valutazione finora
- Deep Cryogenic Treatment of A D2 Cold-Work Tool Steel PDFDocumento4 pagineDeep Cryogenic Treatment of A D2 Cold-Work Tool Steel PDFBinh Thanh LeNessuna valutazione finora
- Development Application SUB2015.0034 & Report On PCA & Preliminary Geotechnical Investigation Iluka SubdivisionDocumento439 pagineDevelopment Application SUB2015.0034 & Report On PCA & Preliminary Geotechnical Investigation Iluka Subdivisionclarencegirl100% (1)
- Analytical Chemistry Topics Lecture (Adamson University)Documento10 pagineAnalytical Chemistry Topics Lecture (Adamson University)Rolie CastroNessuna valutazione finora
- K3 Skema Cemerlang Set 1Documento4 pagineK3 Skema Cemerlang Set 1annurshah05Nessuna valutazione finora
- The Quest For 4th Generation Nuclear WeaponsDocumento236 pagineThe Quest For 4th Generation Nuclear Weaponsgpduf100% (1)
- Chemistry 9 Chap 1 Long QADocumento17 pagineChemistry 9 Chap 1 Long QAAkbar Ali AhmedNessuna valutazione finora
- DNeasy® Mericon® Food HandbookDocumento32 pagineDNeasy® Mericon® Food HandbookmarianariasNessuna valutazione finora
- Theory of PlasticityDocumento10 pagineTheory of Plasticitybabu1434100% (1)
- MNL 67-2009 PDFDocumento128 pagineMNL 67-2009 PDFlolo100% (2)
- M20Documento54 pagineM20Mijail Pérez Miranda100% (1)
- Drying Technology: An International JournalDocumento53 pagineDrying Technology: An International JournalNishant Kumar GuptaNessuna valutazione finora
- X-MET8000: X-MET8000 For The Analysis of PT, PD and RH in Catalytic ConvertersDocumento4 pagineX-MET8000: X-MET8000 For The Analysis of PT, PD and RH in Catalytic ConvertersAnson AndrewsNessuna valutazione finora
- Pump JTN B1Documento8 paginePump JTN B1Patricia J ÁngelesNessuna valutazione finora
- Everything About Alkynes - Q&ADocumento22 pagineEverything About Alkynes - Q&AJoostGoNessuna valutazione finora
- Interactive Textbook 5 PDF Elelments 3 1Documento5 pagineInteractive Textbook 5 PDF Elelments 3 1api-240094705Nessuna valutazione finora
- ASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsDocumento4 pagineASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsArmaghan ShiekhNessuna valutazione finora
- API 2H Grade 50 Steel Plate SpecificationDocumento3 pagineAPI 2H Grade 50 Steel Plate SpecificationJym GensonNessuna valutazione finora
- Vertical forces-WPS OfficeDocumento2 pagineVertical forces-WPS OfficeJesusa EstradaNessuna valutazione finora