Potrebbero piacerti anche
- A500/a500m - 09Documento5 pagineA500/a500m - 09Jeff GallandNessuna valutazione finora
- ASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesDocumento4 pagineASTM A 178 Specification For ERW Carbon Steel and Carbon Manganese Steel Boiler and Superheater TubesAnibal QuezadaNessuna valutazione finora
- En 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsDocumento16 pagineEn 10268-2006 - Cold Rolled High Strength - Dual Phase SteelsSuvro ChakrabortyNessuna valutazione finora
- General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Documento6 pagineGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Jesús Luis Arce GuillermoNessuna valutazione finora
- BS 7371-3-1993 PDFDocumento18 pagineBS 7371-3-1993 PDFMuthuswamy0% (1)
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocumento11 pagineHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaNessuna valutazione finora
- Astm A381 1996 PDFDocumento7 pagineAstm A381 1996 PDFMauricio Rincón OrtizNessuna valutazione finora
- Sa 325 PDFDocumento12 pagineSa 325 PDFMo'men Abu-SmaihaNessuna valutazione finora
- ASTM D 2000: Specification NumberDocumento3 pagineASTM D 2000: Specification NumberjanarthananNessuna valutazione finora
- Jis G3466Documento9 pagineJis G3466魏雨辰Nessuna valutazione finora
- Asme B18.2.6 2003Documento11 pagineAsme B18.2.6 2003Jesse ChenNessuna valutazione finora
- Astm A131 2019 PDFDocumento8 pagineAstm A131 2019 PDFazam RazzaqNessuna valutazione finora
- Astm A1063A1063MDocumento11 pagineAstm A1063A1063Mارفع راسك فوق انت يمنيNessuna valutazione finora
- A434Documento3 pagineA434alirioNessuna valutazione finora
- Astm b85 1984Documento7 pagineAstm b85 1984Siddhi Sharma100% (1)
- A276a276m 2023Documento8 pagineA276a276m 20237620383tlNessuna valutazione finora
- Copper-Brazed Steel Tubing: Standard Specification ForDocumento4 pagineCopper-Brazed Steel Tubing: Standard Specification Forrgi178Nessuna valutazione finora
- Astm A242 1979Documento4 pagineAstm A242 1979bkprodhNessuna valutazione finora
- High-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Documento6 pagineHigh-Strength Steel Bolts, Classes 10.9 and 10.9.3, For Structural Steel Joints (Metric)Ngoc BuiNessuna valutazione finora
- Astm C955-09Documento4 pagineAstm C955-09rodrigoNessuna valutazione finora
- B729Documento3 pagineB729LambertWayneNessuna valutazione finora
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyDocumento14 pagine219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesNessuna valutazione finora
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocumento9 pagineGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarNessuna valutazione finora
- ASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelDocumento2 pagineASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelBernice JohnsonNessuna valutazione finora
- Astm A319Documento2 pagineAstm A319Mailson RochaNessuna valutazione finora
- Astm A192Documento11 pagineAstm A192Marcelo VicentiniNessuna valutazione finora
- SB 111Documento14 pagineSB 111patelr123Nessuna valutazione finora
- Astm B248-22Documento13 pagineAstm B248-22Luis GuidekNessuna valutazione finora
- A135 PDFDocumento9 pagineA135 PDFالGINIRAL FREE FIRENessuna valutazione finora
- ISO 630-Fe430-CDocumento1 paginaISO 630-Fe430-CS.Hasan MirasadiNessuna valutazione finora
- BS 04147 1980 1999 PDFDocumento16 pagineBS 04147 1980 1999 PDFvivim109Nessuna valutazione finora
- A924A924M 17aDocumento13 pagineA924A924M 17aalucard375Nessuna valutazione finora
- B 21 - B 21M - 14Documento8 pagineB 21 - B 21M - 14Ahmed BilalNessuna valutazione finora
- A737Documento2 pagineA737doshi78Nessuna valutazione finora
- Astm A500 A500m-21Documento6 pagineAstm A500 A500m-21alvin duey100% (1)
- A709a 709M-17 PDFDocumento8 pagineA709a 709M-17 PDFandresNessuna valutazione finora
- Astm b498 b498m 98 Acsr用镀锌钢芯线 英文 AcsrDocumento4 pagineAstm b498 b498m 98 Acsr用镀锌钢芯线 英文 AcsrnarinderNessuna valutazione finora
- Al Busbar 6060 DatasheetDocumento1 paginaAl Busbar 6060 DatasheetpiirsaluNessuna valutazione finora
- Din en 1172 e 2010-07Documento16 pagineDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- A 646 PDFDocumento6 pagineA 646 PDFGustavo SuarezNessuna valutazione finora
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocumento2 paginePressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelSofiaJabadanEspulgarNessuna valutazione finora
- ASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementDocumento2 pagineASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementAmanda Ariesta Aprilia100% (1)
- Astm A423 A423m-95Documento3 pagineAstm A423 A423m-95FeteneNessuna valutazione finora
- A270 PDFDocumento5 pagineA270 PDFHansSarmientoNessuna valutazione finora
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDocumento3 pagineA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779Nessuna valutazione finora
- A 6 - A 6M - 01 Qtytmde - PDFDocumento63 pagineA 6 - A 6M - 01 Qtytmde - PDFdaemsalNessuna valutazione finora
- SB 271Documento4 pagineSB 271AnilNessuna valutazione finora
- A493 00 PDFDocumento3 pagineA493 00 PDFJohano AraújoNessuna valutazione finora
- A304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsDocumento48 pagineA304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsAlejandro Valdes100% (1)
- Astm 795Documento7 pagineAstm 795djfreditoNessuna valutazione finora
- Automotive Gray Iron Castings: Standard Specification ForDocumento5 pagineAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezNessuna valutazione finora
- Aisi 4140Documento2 pagineAisi 4140Tirta BudiawanNessuna valutazione finora
- Astm A500.1978 PDFDocumento8 pagineAstm A500.1978 PDFpradellesNessuna valutazione finora
- AstmDocumento25 pagineAstmcasperxxxNessuna valutazione finora
- Astm A 1008 - 2004 PDFDocumento8 pagineAstm A 1008 - 2004 PDFdeepan govindasamyNessuna valutazione finora
- S For Quenching D Tentpering-: SteelDocumento28 pagineS For Quenching D Tentpering-: SteelDidier LZNessuna valutazione finora
- Astm A554 10Documento6 pagineAstm A554 10Lisandro ClaverolNessuna valutazione finora
- Astm A500Documento6 pagineAstm A500notsofar100% (4)
- Astm A500Documento5 pagineAstm A500Pierre Papeen67% (3)
- A 500 - 03 Qtuwmc1sruqDocumento7 pagineA 500 - 03 Qtuwmc1sruqtran_lamNessuna valutazione finora
- ISO 1035-4bDocumento10 pagineISO 1035-4bRober Moises Chumbe SoveroNessuna valutazione finora
- Msds Carbon SteelDocumento2 pagineMsds Carbon SteelRober Moises Chumbe SoveroNessuna valutazione finora
- Canal U VS UpnDocumento1 paginaCanal U VS UpnRober Moises Chumbe SoveroNessuna valutazione finora
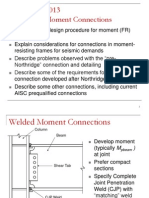
- CE591MomentConn F13Documento58 pagineCE591MomentConn F13Arnel DodongNessuna valutazione finora
- ASTM A641 A641M 2003 Standard Specification For Zinc Coated Galvanized Carbon Steel Wire 26 PDFDocumento5 pagineASTM A641 A641M 2003 Standard Specification For Zinc Coated Galvanized Carbon Steel Wire 26 PDFRober Moises Chumbe SoveroNessuna valutazione finora
- Article: Wide-Flange Beam To Hss Column Moment ConnectionsDocumento3 pagineArticle: Wide-Flange Beam To Hss Column Moment ConnectionsBudi SimatupangNessuna valutazione finora
- HSS - Recommended Procedures For Checking Dimensional ToleraDocumento12 pagineHSS - Recommended Procedures For Checking Dimensional ToleraJenner Volnney Quispe ChataNessuna valutazione finora
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesDocumento6 pagineCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapesalucard375Nessuna valutazione finora
- Steel & Wire Products Manufacturing MulugetaDocumento38 pagineSteel & Wire Products Manufacturing MulugetaTesfaye Degefa100% (3)
- A.6.4) Column-Brochure-appoloDocumento13 pagineA.6.4) Column-Brochure-appolosuvir VigneshNessuna valutazione finora
- Designing With Structural TubingDocumento9 pagineDesigning With Structural TubingrilopiyNessuna valutazione finora
- Practical Cost Saving Ideas For Design ProfessionalsDocumento3 paginePractical Cost Saving Ideas For Design ProfessionalsAnonymous JoB5ZxgNessuna valutazione finora
- CORUS Celsius 355 Hollow SectionsDocumento24 pagineCORUS Celsius 355 Hollow SectionsPaul HardingNessuna valutazione finora
- Column: in Construction Is HereDocumento36 pagineColumn: in Construction Is HereNikki ChauhanNessuna valutazione finora
- Astm A500Documento6 pagineAstm A500notsofar100% (4)
- Vibrations StairsDocumento8 pagineVibrations StairsToni GCNessuna valutazione finora
- 5890 000 SP 5103 001 - A PDFDocumento164 pagine5890 000 SP 5103 001 - A PDFrazormeback100% (2)
- AISC - American Institute of Steel Construction, Inc.: Popular StandardsDocumento6 pagineAISC - American Institute of Steel Construction, Inc.: Popular StandardsMagdy Ismail0% (1)
- Thesis On Structure DesignDocumento6 pagineThesis On Structure DesignHarshit NagarNessuna valutazione finora
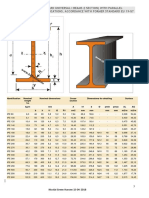
- Ipe BeamsDocumento57 pagineIpe BeamsAnonymous F3Ekm6HBsNessuna valutazione finora
- Steel Joists, Joist Girders and Hollow Structural Sections (HSS)Documento55 pagineSteel Joists, Joist Girders and Hollow Structural Sections (HSS)jeffuangNessuna valutazione finora
- HSS Article LocalYieldingUnevenLoad 021621Documento6 pagineHSS Article LocalYieldingUnevenLoad 021621gv Sathishkumar KumarNessuna valutazione finora
- 1 Intro To Steel Design.14914.1504494667.2341Documento27 pagine1 Intro To Steel Design.14914.1504494667.2341pattrapong pongpattraNessuna valutazione finora
- 9.3 Standards and ReferencesDocumento6 pagine9.3 Standards and ReferencesAfshadNessuna valutazione finora
- ASTM A500 Covers Carbon Steel Cold Formed Welded and Seamless Structural TubeDocumento6 pagineASTM A500 Covers Carbon Steel Cold Formed Welded and Seamless Structural TubeZahoor AhmedNessuna valutazione finora
- Brochure Final 29.06.2021-CompressedDocumento36 pagineBrochure Final 29.06.2021-CompressedDuraid FalihNessuna valutazione finora
- JDM A22 - Rev 06-1987Documento8 pagineJDM A22 - Rev 06-1987Reginaldo SantosNessuna valutazione finora
- 1.carter, Charles J. - Geschwindner, Louis F. - Liu, Judy - Unified Design of Steel Structures-Providence Engineering Corp (2017) PDFDocumento626 pagine1.carter, Charles J. - Geschwindner, Louis F. - Liu, Judy - Unified Design of Steel Structures-Providence Engineering Corp (2017) PDFSudhakar Krishnamurthy75% (4)
- Final Thesis DATADocumento60 pagineFinal Thesis DATAdahaletushar75Nessuna valutazione finora
- A500A500M-13 Standard Specification For Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesDocumento9 pagineA500A500M-13 Standard Specification For Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesChuthaNessuna valutazione finora
- Design Guide For Rectangular Hollow Section JointsDocumento102 pagineDesign Guide For Rectangular Hollow Section JointsShaheenHossain100% (3)
- Architecturally Exposed Structural Steel PDFDocumento8 pagineArchitecturally Exposed Structural Steel PDFJagatheesh RadhakrishnanNessuna valutazione finora
- Mat1140 PDFDocumento4 pagineMat1140 PDFGustavo C. FerreiraNessuna valutazione finora
- Astm A500Documento1 paginaAstm A500chanchalmailNessuna valutazione finora
- PIP STF05521 Angle Guards and Handrails Fabrication DetailsDocumento43 paginePIP STF05521 Angle Guards and Handrails Fabrication Detailslashara100% (3)