Potrebbero piacerti anche
- Metric Hex Bolts ISO 4014Documento2 pagineMetric Hex Bolts ISO 4014sroenschNessuna valutazione finora
- Material SpecificationDocumento50 pagineMaterial SpecificationSangyt Karna0% (2)
- Userguide For SSDocumento26 pagineUserguide For SSehsan4uNessuna valutazione finora
- Steel UserguideDocumento50 pagineSteel UserguideBhanu Pratap ChoudhuryNessuna valutazione finora
- CDA110 Specifaction SheetDocumento5 pagineCDA110 Specifaction SheetGendakensNessuna valutazione finora
- Welded Pipes - API 5L Grade X65 PSL 2Documento2 pagineWelded Pipes - API 5L Grade X65 PSL 2Minh TrungNessuna valutazione finora
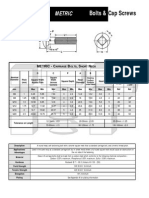
- Metric Carriage ShortneckDocumento1 paginaMetric Carriage ShortneckStefan StereaNessuna valutazione finora
- Plate Asme Sa516 Grade 70Documento10 paginePlate Asme Sa516 Grade 70Deaz AmbrsNessuna valutazione finora
- Astm A269Documento5 pagineAstm A269Jose M-hNessuna valutazione finora
- ASTM A178 Welded Steel Pipes PDFDocumento7 pagineASTM A178 Welded Steel Pipes PDFHardyson ChenNessuna valutazione finora
- Standards R M Salem - UserguideDocumento49 pagineStandards R M Salem - Userguidearunas1081Nessuna valutazione finora
- Hollow Bar Ovako 280Documento3 pagineHollow Bar Ovako 280fernandojNessuna valutazione finora
- Sites Process Steelcastings Pages MaterialsDocumento9 pagineSites Process Steelcastings Pages Materialschand_yelNessuna valutazione finora
- Critical PipingDocumento7 pagineCritical PipingFRAN0026Nessuna valutazione finora
- ASTM A514 GR B Data Sheet 2012 04 01 PDFDocumento2 pagineASTM A514 GR B Data Sheet 2012 04 01 PDFMarco BacianNessuna valutazione finora
- H13 Steel - 1.2344 - Skd61 - X40Crmov5-1 Hot Work Tool SteelDocumento3 pagineH13 Steel - 1.2344 - Skd61 - X40Crmov5-1 Hot Work Tool Steelbhanu.kiranNessuna valutazione finora
- Carbon and Low-Alloy SteelsDocumento46 pagineCarbon and Low-Alloy SteelsSuphi YükselNessuna valutazione finora
- Elgacore DWA 55EDocumento2 pagineElgacore DWA 55Ecfyjdyu_684672809Nessuna valutazione finora
- BOLTs - Metric Hex Cap Bolt Class 8.8 and 10.9Documento3 pagineBOLTs - Metric Hex Cap Bolt Class 8.8 and 10.9fea.structureengineerNessuna valutazione finora
- Cutting Edge BrochureDocumento2 pagineCutting Edge BrochureKen SmithNessuna valutazione finora
- Gandhi TubesDocumento6 pagineGandhi TubesmukeshkumarjNessuna valutazione finora
- AISI 1035 Steel, Cold Drawn, High Temperature, Stress Relieved, 16-22 MM (0.625-0.875 In) RoundDocumento2 pagineAISI 1035 Steel, Cold Drawn, High Temperature, Stress Relieved, 16-22 MM (0.625-0.875 In) RoundJakJhonNessuna valutazione finora
- Public Media PDF PDF BALLDocumento64 paginePublic Media PDF PDF BALLCarlos LópezNessuna valutazione finora
- A 447Documento27 pagineA 447superman3kNessuna valutazione finora
- Avesta MA 253Documento2 pagineAvesta MA 253Alif Nur FirdausNessuna valutazione finora
- AISI 4140 - 42Cr4Mo2Documento2 pagineAISI 4140 - 42Cr4Mo2rajbir_singh75% (4)
- Astm ApiDocumento35 pagineAstm ApiVinay Kumar SharmaNessuna valutazione finora
- Din 17175 Seamless Steel TubesDocumento9 pagineDin 17175 Seamless Steel TubesAmir hossain Hassan zadeNessuna valutazione finora
- Technical Catalogue: Pipes Tubes Fittings FlangesDocumento121 pagineTechnical Catalogue: Pipes Tubes Fittings FlangesDANIELVENZUELAANessuna valutazione finora
- Astm A514 GR SDocumento9 pagineAstm A514 GR SMario GaytanNessuna valutazione finora
- Roll PinsDocumento8 pagineRoll Pinshemanth337Nessuna valutazione finora
- ASTM A572 Tensile RequirementsDocumento1 paginaASTM A572 Tensile RequirementsDave MulvihillNessuna valutazione finora
- RPG Cable GlandsDocumento6 pagineRPG Cable GlandsAhamed AshithNessuna valutazione finora
- SpringDocumento4 pagineSpringarun123123Nessuna valutazione finora
- Material Properties and Chemical CompositionDocumento20 pagineMaterial Properties and Chemical CompositionMani Maran89% (9)
- BS 970Documento5 pagineBS 970aezeadNessuna valutazione finora
- Machine Screw ThreadsDocumento2 pagineMachine Screw ThreadsMoaed KanbarNessuna valutazione finora
- CapScrewA325 A490Documento2 pagineCapScrewA325 A490sergiosilvahNessuna valutazione finora
- Plate Boiler A516 Grade 70 Datasheet PDF Beyond-SteelDocumento2 paginePlate Boiler A516 Grade 70 Datasheet PDF Beyond-SteelMugiyonoNessuna valutazione finora
- Principal of DPTDocumento5 paginePrincipal of DPTJhandu KumarNessuna valutazione finora
- Tubular Products From Special MetalsDocumento26 pagineTubular Products From Special Metalskaveh-bahiraeeNessuna valutazione finora
- Zamak 5Documento1 paginaZamak 5san moedanoNessuna valutazione finora
- BD e 2013Documento32 pagineBD e 2013Vijay KumarNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDa EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopValutazione: 4.5 su 5 stelle4.5/5 (2)
- All-in-One Manual of Industrial Piping Practice and MaintenanceDa EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceValutazione: 5 su 5 stelle5/5 (1)
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeDa EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNessuna valutazione finora
- How to prepare Welding Procedures for Oil & Gas PipelinesDa EverandHow to prepare Welding Procedures for Oil & Gas PipelinesValutazione: 5 su 5 stelle5/5 (1)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingDa EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNessuna valutazione finora
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDa EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNessuna valutazione finora
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDa EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNessuna valutazione finora
- Pipeline and Energy Plant Piping: Design and TechnologyDa EverandPipeline and Energy Plant Piping: Design and TechnologyValutazione: 5 su 5 stelle5/5 (2)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalDa EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalValutazione: 4.5 su 5 stelle4.5/5 (3)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersDa EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersValutazione: 3.5 su 5 stelle3.5/5 (19)
- RSP TDC For SAIL WR400 Plates-FinalDocumento1 paginaRSP TDC For SAIL WR400 Plates-FinalRAMAKRISHNAN R100% (1)
- Gulabgard and Killar Pangi From J&K 1. Jammu 2. Kistawar 3. Gulabgard From Himachal Pradesh 1. Kullu Manali 2. Killar PangiDocumento1 paginaGulabgard and Killar Pangi From J&K 1. Jammu 2. Kistawar 3. Gulabgard From Himachal Pradesh 1. Kullu Manali 2. Killar PangiRAMAKRISHNAN RNessuna valutazione finora
- The - Mummy.2017.hdrip - Xvid.ac3 EvoDocumento1 paginaThe - Mummy.2017.hdrip - Xvid.ac3 EvoRAMAKRISHNAN RNessuna valutazione finora
- The - hitmans.bodyguard.2017.HDRip - xvid.AC3 EVODocumento1 paginaThe - hitmans.bodyguard.2017.HDRip - xvid.AC3 EVORAMAKRISHNAN RNessuna valutazione finora
- The Big Sick 2017 HDRip XviD AC3-EVODocumento1 paginaThe Big Sick 2017 HDRip XviD AC3-EVORAMAKRISHNAN RNessuna valutazione finora
- Transformers The Last Knight.2017.HC - Hdrip.xvid - AC3-EVODocumento1 paginaTransformers The Last Knight.2017.HC - Hdrip.xvid - AC3-EVORAMAKRISHNAN RNessuna valutazione finora
- Joint Inspection Report FormatDocumento2 pagineJoint Inspection Report FormatRAMAKRISHNAN RNessuna valutazione finora
- Moving Installation Location On Non Rooted Android 5 Lollipop DeviceDocumento1 paginaMoving Installation Location On Non Rooted Android 5 Lollipop DeviceRAMAKRISHNAN RNessuna valutazione finora
- Macro Etch Report (Format)Documento1 paginaMacro Etch Report (Format)RAMAKRISHNAN RNessuna valutazione finora
- DIN 17100 ST 60-2 Steel Plate/sheetDocumento1 paginaDIN 17100 ST 60-2 Steel Plate/sheetRAMAKRISHNAN R100% (1)
- 50 CrMo4Documento4 pagine50 CrMo4RAMAKRISHNAN RNessuna valutazione finora
- Airel F-35770Documento46 pagineAirel F-35770papashoNessuna valutazione finora
- To 1-1a-9 PDFDocumento294 pagineTo 1-1a-9 PDFnelson100% (1)
- Faculty of Mechanical Engineering Universiti Teknologi Mara (Uitm) Report FormDocumento7 pagineFaculty of Mechanical Engineering Universiti Teknologi Mara (Uitm) Report Formafif lah100% (1)
- Comparision Table For AluminumDocumento2 pagineComparision Table For AluminumJigar M. UpadhyayNessuna valutazione finora
- BSPP & BSPT Thread Identification TableDocumento5 pagineBSPP & BSPT Thread Identification TableguslohNessuna valutazione finora
- BS en 10084-2008Documento40 pagineBS en 10084-2008Martijn Groot100% (1)
- B18 Standards Status ReportDocumento21 pagineB18 Standards Status ReportcristinelbNessuna valutazione finora
- DIN EN10084 - Case Hardening SteelsDocumento40 pagineDIN EN10084 - Case Hardening SteelsNicole KeithNessuna valutazione finora
- 2008 - 8 - DIN Threaded FittingsDocumento10 pagine2008 - 8 - DIN Threaded FittingsandytuorNessuna valutazione finora
- Supercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGDocumento8 pagineSupercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGGian Marco ColicchiaNessuna valutazione finora
- Production Technology - Ii: Metal CuttingDocumento58 pagineProduction Technology - Ii: Metal CuttingVaibhav BirlaNessuna valutazione finora
- Hex Key ChartDocumento1 paginaHex Key Charter lopNessuna valutazione finora
- Delivery NoteDocumento4 pagineDelivery Notejunior joeNessuna valutazione finora
- X Axis Plate Front: DIY Modular CNC v2 Plates BDocumento5 pagineX Axis Plate Front: DIY Modular CNC v2 Plates BDani Hp100% (1)
- Iso 4035Documento10 pagineIso 4035xcvNessuna valutazione finora
- Aluminium IngotDocumento2 pagineAluminium IngotSoumya BoseNessuna valutazione finora
- K4 UT+Parts+ManualDocumento132 pagineK4 UT+Parts+ManualJosue Silva CastroNessuna valutazione finora
- Expoentes - Aço AISI 4340Documento5 pagineExpoentes - Aço AISI 4340Nathanael Wagner MetalNessuna valutazione finora
- UTA026Documento7 pagineUTA026Panshul SaxenaNessuna valutazione finora
- $pulley MachiningDocumento1 pagina$pulley MachiningPlant Head PrasadNessuna valutazione finora
- Lecture 04Documento27 pagineLecture 04t75zswxgwfNessuna valutazione finora
- S.O.574 E DT 05.02.2024 For Steel ProductDocumento27 pagineS.O.574 E DT 05.02.2024 For Steel ProductitelsindiaNessuna valutazione finora
- Anchor Bolt and Anchor Base PlateDocumento2 pagineAnchor Bolt and Anchor Base PlateHugo Mario Ariza PalacioNessuna valutazione finora
- 063 DEW Nitrodur GBDocumento20 pagine063 DEW Nitrodur GBABDELKADERNessuna valutazione finora
- Threading Inserts and GradesDocumento3 pagineThreading Inserts and GradeskarthikeyanNessuna valutazione finora
- Mechanical Anchoring Systems SectionDocumento42 pagineMechanical Anchoring Systems SectionOmoyemi Oluwaseyi FrancisNessuna valutazione finora
- Summer Internship ReportDocumento28 pagineSummer Internship ReportNischay Arora100% (1)
- What Is Sheet Metal Fabrication?Documento27 pagineWhat Is Sheet Metal Fabrication?MITUL PATELNessuna valutazione finora
- Mech Vi Non Traditional Machining (10me665) NotesDocumento45 pagineMech Vi Non Traditional Machining (10me665) Notesnikhil0% (1)
- Nickel Chrome PlatingDocumento8 pagineNickel Chrome PlatingRITWIKNessuna valutazione finora