Potrebbero piacerti anche
- Avesta Welding: How To Weld Fully Austenitic Stainless SteelsDocumento0 pagineAvesta Welding: How To Weld Fully Austenitic Stainless SteelsMoosewanger01Nessuna valutazione finora
- Applied Welding Engineering: Processes, Codes, and StandardsDa EverandApplied Welding Engineering: Processes, Codes, and StandardsNessuna valutazione finora
- Concrete Mix Design (35 MPa)Documento3 pagineConcrete Mix Design (35 MPa)Chileshe Mulenga Phiri100% (1)
- Elettrodo Per Alluminio e Sue Leghe AWS A5.3 - E4043 (Selectarc - Eurosald Mod. AL105)Documento1 paginaElettrodo Per Alluminio e Sue Leghe AWS A5.3 - E4043 (Selectarc - Eurosald Mod. AL105)Eraldo MigliavaccaNessuna valutazione finora
- ACUWELD MIG &TIG Welding WiresDocumento38 pagineACUWELD MIG &TIG Welding WiresALOKE GANGULYNessuna valutazione finora
- CHP 1 ProjectDocumento11 pagineCHP 1 ProjectDhyey KalariyaNessuna valutazione finora
- AFM ER308 Afm Er308LDocumento9 pagineAFM ER308 Afm Er308LKH NgNessuna valutazione finora
- Welding: Presented by Robert Pelton & Tyson Baker Meen 372 December 10, 2001Documento17 pagineWelding: Presented by Robert Pelton & Tyson Baker Meen 372 December 10, 2001manoj_005Nessuna valutazione finora
- AH MergedDocumento6 pagineAH MergedReginaldo SantosNessuna valutazione finora
- ENiFe CIDocumento1 paginaENiFe CIakashmalayiNessuna valutazione finora
- ER90S-B9 Electrode SpecDocumento1 paginaER90S-B9 Electrode SpecfaizalzolNessuna valutazione finora
- SmawDocumento14 pagineSmawali_halimeNessuna valutazione finora
- Welding Process and ConsumableDocumento64 pagineWelding Process and Consumablenizar_ikmps100% (1)
- Unit V: Design of Weld Joints, Weldability and Testing of WeldmentsDocumento24 pagineUnit V: Design of Weld Joints, Weldability and Testing of WeldmentsparthibankNessuna valutazione finora
- Welding Duplex Stainless SteelDocumento44 pagineWelding Duplex Stainless SteelTran Thanh HaoNessuna valutazione finora
- Class: Er410 Aws: A5.9: Request A Quotedata Sheetmaterial Safety Sheetback To Products PageDocumento2 pagineClass: Er410 Aws: A5.9: Request A Quotedata Sheetmaterial Safety Sheetback To Products PageAditya PrajasNessuna valutazione finora
- How To Weld Fully Austenitic Stainless SteelsDocumento20 pagineHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNessuna valutazione finora
- Selectarc Selectarc Selectarc Selectarc: Inox 2509mobDocumento1 paginaSelectarc Selectarc Selectarc Selectarc: Inox 2509mobGogo PNessuna valutazione finora
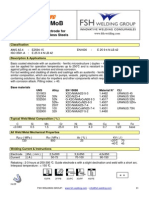
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocumento1 paginaL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55Nessuna valutazione finora
- Advanced Welding TechnologyDocumento60 pagineAdvanced Welding TechnologySwati AgarwalNessuna valutazione finora
- Welding ProcedureDocumento38 pagineWelding ProcedureRicardo Ceballos100% (1)
- Weld Wire CatalogDocumento50 pagineWeld Wire CatalogMurdock Howling MadNessuna valutazione finora
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocumento48 pagineAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNessuna valutazione finora
- 38965Documento50 pagine38965RedFahimNessuna valutazione finora
- ER70S-2 Mild SteelDocumento1 paginaER70S-2 Mild SteelNadeemNessuna valutazione finora
- Mechanical Engineering Design Presentation Bsme01183097Documento30 pagineMechanical Engineering Design Presentation Bsme01183097Waqar KhanNessuna valutazione finora
- Dual Shield 7000a1Documento1 paginaDual Shield 7000a1Gokul RajanNessuna valutazione finora
- MATPR EES TemplateDocumento10 pagineMATPR EES TemplatevijayNessuna valutazione finora
- 05042016000000A - Avesta 904L - CeDocumento1 pagina05042016000000A - Avesta 904L - CeJorge Uribe RochaNessuna valutazione finora
- Afrox Ferroloid1 tcm282-30151 PDFDocumento1 paginaAfrox Ferroloid1 tcm282-30151 PDFsatnamNessuna valutazione finora
- Aluminum Bronze A2 Welding Wire and Rod: Cert # 05-R0925Documento1 paginaAluminum Bronze A2 Welding Wire and Rod: Cert # 05-R0925Valli RajuNessuna valutazione finora
- ERCUDocumento1 paginaERCURogério JuniorNessuna valutazione finora
- A 4043 TdsDocumento2 pagineA 4043 Tdssajeev27Nessuna valutazione finora
- Alloy 5556 Weld Data Sheet: Typical ApplicationsDocumento2 pagineAlloy 5556 Weld Data Sheet: Typical Applicationsvishal bailurNessuna valutazione finora
- Low Fuming Bronze: (Rbcuzn-C)Documento1 paginaLow Fuming Bronze: (Rbcuzn-C)Marcelino Navarrete EvaristoNessuna valutazione finora
- Lecture-1, Maraging SteelsDocumento30 pagineLecture-1, Maraging Steelssatish chinthamNessuna valutazione finora
- 5183 Aluminum Welding WireDocumento1 pagina5183 Aluminum Welding Wiresank79Nessuna valutazione finora
- Data Sheet E308L-17Documento2 pagineData Sheet E308L-17Shaik Nizam UddinNessuna valutazione finora
- FSW On Aluminium 5052-H112 by Hose SitumorangDocumento10 pagineFSW On Aluminium 5052-H112 by Hose SitumorangHose GamalielNessuna valutazione finora
- Welding Report PDFDocumento10 pagineWelding Report PDFAsheeshSharmaNessuna valutazione finora
- 14-WIS5 Consumables 2006Documento76 pagine14-WIS5 Consumables 2006Rob WillestoneNessuna valutazione finora
- Wel 12 DDocumento7 pagineWel 12 DWilly UioNessuna valutazione finora
- ENiCrFe 2Documento1 paginaENiCrFe 2briang-2Nessuna valutazione finora
- Lesson X Specification No. DescriptionDocumento1 paginaLesson X Specification No. DescriptioncrysNessuna valutazione finora
- Ok 347 AutrodDocumento2 pagineOk 347 Autrodjoao guilhermeNessuna valutazione finora
- Bavaria en BA-TIG 310Documento1 paginaBavaria en BA-TIG 310cocoNessuna valutazione finora
- L6 - Joining ProcessesDocumento22 pagineL6 - Joining ProcessesDinesh MahalaNessuna valutazione finora
- Alloy 625 Wire & Rod: U.S. Alloy CoDocumento1 paginaAlloy 625 Wire & Rod: U.S. Alloy CowinstonsequeiraNessuna valutazione finora
- AUTROD 316LSiDocumento2 pagineAUTROD 316LSijoao guilhermeNessuna valutazione finora
- 4 Lead and Its AlloysDocumento36 pagine4 Lead and Its AlloysmohansaiNessuna valutazione finora
- FAQ For 9Cr MaterialsDocumento10 pagineFAQ For 9Cr MaterialsmanasikarthikNessuna valutazione finora
- 10.3 The American Welding Society (Aws) : Lesson XDocumento1 pagina10.3 The American Welding Society (Aws) : Lesson XcrysNessuna valutazione finora
- Afrox Ferroloid2 Tcm282-30152Documento1 paginaAfrox Ferroloid2 Tcm282-30152satnamNessuna valutazione finora
- Multimaterial Joining Gould EwiDocumento11 pagineMultimaterial Joining Gould Ewirpadhra8803Nessuna valutazione finora
- E309LMo 16Documento1 paginaE309LMo 16faiz oeNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesDa EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNessuna valutazione finora
- Lorch PDFDocumento12 pagineLorch PDFAnonymous stV08Js44V100% (1)
- Continuum™ Advanced MIG Welder - MillerWeldsDocumento8 pagineContinuum™ Advanced MIG Welder - MillerWeldsAnonymous stV08Js44VNessuna valutazione finora
- Die Penetrant ProcedureDocumento3 pagineDie Penetrant ProcedureAnonymous stV08Js44VNessuna valutazione finora
- Wps ExampleDocumento2 pagineWps ExampleAnonymous stV08Js44VNessuna valutazione finora
- Inequality SymbolsDocumento2 pagineInequality SymbolsAnonymous stV08Js44VNessuna valutazione finora
- eUP TKDocumento47 pagineeUP TKAshley JacksonNessuna valutazione finora
- Sifphosphor Bronze No8Documento1 paginaSifphosphor Bronze No8Anonymous stV08Js44VNessuna valutazione finora
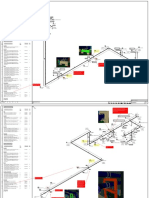
- Suportes Comentados MC-S60-003Documento10 pagineSuportes Comentados MC-S60-003celonevesNessuna valutazione finora
- Aluminr Contemprory DoorsDocumento76 pagineAluminr Contemprory Doorscatalogue dekorNessuna valutazione finora
- Astm C1186Documento47 pagineAstm C1186Corrado Sirianni100% (2)
- REO Range CatalogueDocumento8 pagineREO Range CatalogueSURAJ PratapNessuna valutazione finora
- Whirlpool w77Documento56 pagineWhirlpool w77Walter RizzatoNessuna valutazione finora
- Sliding Thermal BreakDocumento64 pagineSliding Thermal BreakSaud AffanNessuna valutazione finora
- Instructions For Installation, Operation, Care and MaintenanceDocumento10 pagineInstructions For Installation, Operation, Care and MaintenanceAdi HardiansyahNessuna valutazione finora
- TOTO Sanitary Catalog July 2021Documento40 pagineTOTO Sanitary Catalog July 2021Yansen HardjokoNessuna valutazione finora
- Cherlopalli Vakulamatha Temple RoadDocumento39 pagineCherlopalli Vakulamatha Temple Roadharsha vickyNessuna valutazione finora
- CHB Back-Up ComputationDocumento36 pagineCHB Back-Up Computationkhim tugasNessuna valutazione finora
- Advanced Composite Materials CHM-790 Lec # 11: ReinforcementsDocumento11 pagineAdvanced Composite Materials CHM-790 Lec # 11: ReinforcementsKhawaja TaimoorNessuna valutazione finora
- 100 Terms and 50 Symbols Foundation EngineeringDocumento7 pagine100 Terms and 50 Symbols Foundation EngineeringHrv Aquino100% (1)
- Materials AlturasDocumento66 pagineMaterials AlturasDonald ToledoNessuna valutazione finora
- Rebar Drawing Check ListDocumento1 paginaRebar Drawing Check Listalok100% (1)
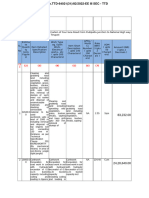
- SITE BOOK Quantity Take Off Details PDFDocumento20 pagineSITE BOOK Quantity Take Off Details PDFkumaravajiraNessuna valutazione finora
- General HydraulicsDocumento52 pagineGeneral HydraulicsEdgarNessuna valutazione finora
- Furring For Gypsum Board CeilingsDocumento4 pagineFurring For Gypsum Board Ceilingsjack.simpson.changNessuna valutazione finora
- Thermoplastic PolyurethaneDocumento4 pagineThermoplastic PolyurethanepepeNessuna valutazione finora
- ISO Nominal Diameter of Tool (MM) Tolerance Designation 3-6 6-10 10-18 18-30 30-50 50-80 80-120 120-180 Tolerance (Unit 0.001 MM)Documento1 paginaISO Nominal Diameter of Tool (MM) Tolerance Designation 3-6 6-10 10-18 18-30 30-50 50-80 80-120 120-180 Tolerance (Unit 0.001 MM)Ahmad Shuja100% (1)
- Silo Data SheetDocumento4 pagineSilo Data SheetZoran Danilov100% (1)
- En 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table10Documento1 paginaEn 1982 Copper and Copper Alloy Ingots and Castings - Compositions, Uses and Typical Properties-Table10yw_oulalaNessuna valutazione finora
- Limitations and Exclusions (Walls BS 8110)Documento1 paginaLimitations and Exclusions (Walls BS 8110)dhanya1995Nessuna valutazione finora
- X MGR Data Sheet Technical Information ASSET DOC 2597885Documento5 pagineX MGR Data Sheet Technical Information ASSET DOC 2597885Amirul AfiqNessuna valutazione finora
- Effect of Aggregate Properties On Asphalt Concrete MixesDocumento18 pagineEffect of Aggregate Properties On Asphalt Concrete MixesNgabirano B. JuliusNessuna valutazione finora
- Portland Cement: Wednesday, March 25, 2015Documento35 paginePortland Cement: Wednesday, March 25, 2015EFRA BININessuna valutazione finora
- Fire Resistance Ratings - ANSI/UL 263: Design No. U311Documento3 pagineFire Resistance Ratings - ANSI/UL 263: Design No. U311DavidNessuna valutazione finora
- 4.1. Nquiriquele Health Center - General Plan Materniy + External Services - StructureDocumento6 pagine4.1. Nquiriquele Health Center - General Plan Materniy + External Services - StructuredevisguibsonNessuna valutazione finora
- PC750-7 S/N 20001-UP (Overseas Version)Documento2 paginePC750-7 S/N 20001-UP (Overseas Version)АлександрNessuna valutazione finora
- Bladder Accumulators Standard Model: 1. DescriptionDocumento8 pagineBladder Accumulators Standard Model: 1. DescriptionbarryNessuna valutazione finora