Potrebbero piacerti anche
- MGMT611 Managing Littlefield TechDocumento4 pagineMGMT611 Managing Littlefield Techqiyang84Nessuna valutazione finora
- Littlefield Game PlayDocumento4 pagineLittlefield Game Playnakulsehgal0867% (3)
- Littlefield Round 2 ReportDocumento7 pagineLittlefield Round 2 ReportRaja Sekar100% (1)
- Little Field Paper Version 3Documento4 pagineLittle Field Paper Version 3pigcognito100% (1)
- Littlefield Simulation Game ReportDocumento12 pagineLittlefield Simulation Game ReportSudeep RujNessuna valutazione finora
- Littlefield Simulation ReportDocumento7 pagineLittlefield Simulation ReportSidra SadafNessuna valutazione finora
- Littlefield Technologies Final Report RedesvouzDocumento10 pagineLittlefield Technologies Final Report RedesvouzLuis MonteroNessuna valutazione finora
- Factory Layout OptimizationDocumento20 pagineFactory Layout OptimizationAdair Gallo JuniorNessuna valutazione finora
- LittlefieldSummaryReport Final TeamAwesomeDocumento4 pagineLittlefieldSummaryReport Final TeamAwesomeAvinash PandeyNessuna valutazione finora
- Littlefield Simulation Game ReportDocumento5 pagineLittlefield Simulation Game ReportPraveen PamnaniNessuna valutazione finora
- A1 - LittlefieldDocumento5 pagineA1 - LittlefieldSwati Agrahari100% (1)
- Sec D Group 15 LittleField Game AnalysisDocumento12 pagineSec D Group 15 LittleField Game Analysisp13tejp67% (3)
- Capacity Management at Littlefield TechnologiesDocumento7 pagineCapacity Management at Littlefield TechnologiesRavi KumarNessuna valutazione finora
- Littlefield Simulation ReportDocumento9 pagineLittlefield Simulation ReportVratavsky100% (4)
- Littlefield Simulation Key DetailsDocumento3 pagineLittlefield Simulation Key Detailspeeyushjain2020Nessuna valutazione finora
- Littlefield Simulation Analysis ReportDocumento3 pagineLittlefield Simulation Analysis ReportCorporate keedaNessuna valutazione finora
- Operations Management Turnaround SuccessDocumento5 pagineOperations Management Turnaround Successsagi3011100% (2)
- Littlefield SimulationDocumento4 pagineLittlefield Simulationzilikos100% (5)
- Littlefield Simulation Action PlanDocumento6 pagineLittlefield Simulation Action PlanAthahNessuna valutazione finora
- Littlefield Initial Analysis - Group 1Documento4 pagineLittlefield Initial Analysis - Group 1Manjot100% (1)
- Writeup - Littlefield Simulation Part 2Documento5 pagineWriteup - Littlefield Simulation Part 2Harrison NgNessuna valutazione finora
- Littlefield Report #1 - Team MoneyDocumento4 pagineLittlefield Report #1 - Team MoneyHaochen Xu100% (1)
- Little Field ReportDocumento5 pagineLittle Field ReportHimanshu AgrawalNessuna valutazione finora
- Littlefield - Dubai AUT20 PDFDocumento6 pagineLittlefield - Dubai AUT20 PDFruchi gulatiNessuna valutazione finora
- Littlefield Assignment - Introduction and Game 1-2016-17Documento3 pagineLittlefield Assignment - Introduction and Game 1-2016-17Shardul KaushikNessuna valutazione finora
- Littlefield Game Group B01 WinsDocumento2 pagineLittlefield Game Group B01 WinsGaurav Kataria100% (4)
- Preparing For The GameDocumento65 paginePreparing For The Gamegaurav86goyalNessuna valutazione finora
- Little Field Report 1Documento2 pagineLittle Field Report 1Alibaba Lalala100% (1)
- Littlefield Round 2 StrategyDocumento7 pagineLittlefield Round 2 StrategyZhou JerryNessuna valutazione finora
- Littlefield Game - Ug.inventoryDocumento2 pagineLittlefield Game - Ug.inventorySubhanjan BhattacharyaNessuna valutazione finora
- Littlefield - Strategy For SimulationDocumento2 pagineLittlefield - Strategy For Simulationvarun manwanshNessuna valutazione finora
- Littlefield Technologies ReportDocumento1 paginaLittlefield Technologies ReportHardik RupareliaNessuna valutazione finora
- Littlefield Presentation - Group 6Documento12 pagineLittlefield Presentation - Group 6AthahNessuna valutazione finora
- Littlefield Simulation Preparation - S08Documento5 pagineLittlefield Simulation Preparation - S08Prerana Rai BhandariNessuna valutazione finora
- Introduction to Forecasting Methods and Models for OperationsDocumento10 pagineIntroduction to Forecasting Methods and Models for OperationsLeland Coontz IV100% (1)
- Little Field Case 2Documento4 pagineLittle Field Case 2Hoàng Long0% (1)
- Group D4 OM2 Littlefield Simulation ReportDocumento9 pagineGroup D4 OM2 Littlefield Simulation ReportaaaaNessuna valutazione finora
- Littlefield A6 Section A6Documento5 pagineLittlefield A6 Section A6Arpit Jaiswal100% (1)
- Littlefield Initial Analysis: Submitted by BM: PPC: Group 9Documento4 pagineLittlefield Initial Analysis: Submitted by BM: PPC: Group 9Manjot75% (4)
- Answers To Old Midterm QsDocumento11 pagineAnswers To Old Midterm QsdarshangoshNessuna valutazione finora
- Managing Customer Responsiveness in an LT GameDocumento11 pagineManaging Customer Responsiveness in an LT GameYoonjung Kwon100% (6)
- Littlefield Paper 1026Documento93 pagineLittlefield Paper 1026jay patelNessuna valutazione finora
- ProblemSet 1Documento2 pagineProblemSet 1Kasra Ladjevardi0% (1)
- Assignment: Littlefield Simulation - Game 2Documento8 pagineAssignment: Littlefield Simulation - Game 2Sumit SinghNessuna valutazione finora
- LittleField Technology CaseDocumento22 pagineLittleField Technology CaseMubeen Qawi0% (2)
- MOS GameDocumento2 pagineMOS GameMohan Ram100% (1)
- Report Manzana RenzDocumento12 pagineReport Manzana RenzMarcel FennisNessuna valutazione finora
- Leitax Case Analysis: Digital Camera MarketDocumento9 pagineLeitax Case Analysis: Digital Camera MarketAshfaq Shaikh50% (2)
- Supply Chain Game 1 Report BreakdownDocumento6 pagineSupply Chain Game 1 Report BreakdownBrandon Harris100% (1)
- Leitax 19110207Documento2 pagineLeitax 19110207Ghulam Mehr Ali ShahNessuna valutazione finora
- Group A5 Solution Manzana InsuranceDocumento2 pagineGroup A5 Solution Manzana Insurancemanjeet39Nessuna valutazione finora
- Gillette vs. EnergizerDocumento5 pagineGillette vs. EnergizerAshish Singh RainuNessuna valutazione finora
- 12 E Manzana InsuranceDocumento13 pagine12 E Manzana InsuranceShubham ShuklaNessuna valutazione finora
- Operations Management: Manzana Insurance: Fruitvale BranchDocumento9 pagineOperations Management: Manzana Insurance: Fruitvale BranchShashank ShekharNessuna valutazione finora
- Manzana Insurance Fruitvale Branch - Group 6Documento6 pagineManzana Insurance Fruitvale Branch - Group 6Puneet AgarwalNessuna valutazione finora
- Operations Management National Cranberry CaseDocumento12 pagineOperations Management National Cranberry CaseKarthik TirupatiNessuna valutazione finora
- Leitax Case Solution Forecasting ProcessDocumento4 pagineLeitax Case Solution Forecasting ProcessChirag BoghaniNessuna valutazione finora
- Running a Simulation Factory GameDocumento4 pagineRunning a Simulation Factory GameDhiraj LokhandeNessuna valutazione finora
- Littlefield Simulation #1 Write Up: Team: CocoahuffDocumento4 pagineLittlefield Simulation #1 Write Up: Team: Cocoahufffrancis_soares_1Nessuna valutazione finora
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsDa EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsValutazione: 5 su 5 stelle5/5 (1)
- How Buyers Evaluate Product Bundles: A Model of Anchoring and AdjustmentDocumento2 pagineHow Buyers Evaluate Product Bundles: A Model of Anchoring and AdjustmentPraveen PamnaniNessuna valutazione finora
- Aman CF PointersDocumento1 paginaAman CF PointersPraveen PamnaniNessuna valutazione finora
- Robert Bosch Venture Capital GMBH (RBVC) Total: 320 Million EurosDocumento1 paginaRobert Bosch Venture Capital GMBH (RBVC) Total: 320 Million EurosPraveen PamnaniNessuna valutazione finora
- Stick KDocumento2 pagineStick KPraveen Pamnani75% (4)
- CF Project GuideDocumento1 paginaCF Project GuidePraveen PamnaniNessuna valutazione finora
- Littlefield Simulation Game ReportDocumento5 pagineLittlefield Simulation Game ReportPraveen PamnaniNessuna valutazione finora
- New Microsoft Word DocumentDocumento1 paginaNew Microsoft Word DocumentPraveen PamnaniNessuna valutazione finora
- Praveen Pamnani 166101 ADocumento1 paginaPraveen Pamnani 166101 APraveen PamnaniNessuna valutazione finora
- Quiz 2 - SolutionDocumento1 paginaQuiz 2 - SolutionPraveen PamnaniNessuna valutazione finora
- ABC'Documento1 paginaABC'Praveen PamnaniNessuna valutazione finora
- 3 Day Game PDFDocumento2 pagine3 Day Game PDFPraveen PamnaniNessuna valutazione finora
- Ticket Printer - Cleartrip PDFDocumento1 paginaTicket Printer - Cleartrip PDFPraveen PamnaniNessuna valutazione finora
- Metcasr CaseDocumento3 pagineMetcasr CasePraveen PamnaniNessuna valutazione finora
- New 2Documento5 pagineNew 2Praveen PamnaniNessuna valutazione finora
- Servlets TutorialDocumento97 pagineServlets TutorialThomas SilombaNessuna valutazione finora
- SudokuDocumento6 pagineSudokuPraveen PamnaniNessuna valutazione finora
- Merchant BankingDocumento66 pagineMerchant BankingPraveen PamnaniNessuna valutazione finora
- Grecian Urn PaperDocumento2 pagineGrecian Urn PaperrhesajanubasNessuna valutazione finora
- Binomial TheoremDocumento57 pagineBinomial Theoremkailasbankar96Nessuna valutazione finora
- De Broglie's Hypothesis: Wave-Particle DualityDocumento4 pagineDe Broglie's Hypothesis: Wave-Particle DualityAvinash Singh PatelNessuna valutazione finora
- Basic Musicianship ChecklistDocumento1 paginaBasic Musicianship ChecklistStefanie MeijerNessuna valutazione finora
- AREVA Directional Over Current Relay MiCOM P12x en TechDataDocumento28 pagineAREVA Directional Over Current Relay MiCOM P12x en TechDatadeccanelecNessuna valutazione finora
- Chapter 2 Human Anatomy & Physiology (Marieb)Documento3 pagineChapter 2 Human Anatomy & Physiology (Marieb)JayjayNessuna valutazione finora
- Forum On Special Educational Needs: Phil Dexter Sharon Noseley Sophie FaragDocumento14 pagineForum On Special Educational Needs: Phil Dexter Sharon Noseley Sophie Faragelena biancaNessuna valutazione finora
- So Neither or NorDocumento2 pagineSo Neither or NorMita KusniasariNessuna valutazione finora
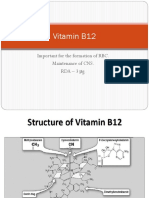
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDocumento19 pagineVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathNessuna valutazione finora
- Cps InfographicDocumento1 paginaCps Infographicapi-665846419Nessuna valutazione finora
- 1402 2046Documento11 pagine1402 2046Luca PilottiNessuna valutazione finora
- Proposal For Funding of Computer Programme (NASS)Documento6 pagineProposal For Funding of Computer Programme (NASS)Foster Boateng67% (3)
- Chapter 1 Notes and ReiewDocumento6 pagineChapter 1 Notes and ReiewTricia Mae Comia AtienzaNessuna valutazione finora
- Determinants of Consumer BehaviourDocumento16 pagineDeterminants of Consumer BehaviouritistysondogNessuna valutazione finora
- Rangkuman Corporate GovernanceDocumento21 pagineRangkuman Corporate GovernanceAlissa JanssensNessuna valutazione finora
- Cambridge IGCSE™: Chinese As A Second Language 0523/03 May/June 2021Documento6 pagineCambridge IGCSE™: Chinese As A Second Language 0523/03 May/June 2021For GamingNessuna valutazione finora
- Journal EntriesDocumento10 pagineJournal Entriesapi-283322366Nessuna valutazione finora
- Veerabhadra Swamy MantrasDocumento6 pagineVeerabhadra Swamy Mantrasगणेश पराजुलीNessuna valutazione finora
- 202002Documento32 pagine202002Shyam SundarNessuna valutazione finora
- Bluetooth Mobile Based College CampusDocumento12 pagineBluetooth Mobile Based College CampusPruthviraj NayakNessuna valutazione finora
- Planning Levels and Types for Organizational SuccessDocumento20 paginePlanning Levels and Types for Organizational SuccessLala Ckee100% (1)
- Revolute-Input Delta Robot DescriptionDocumento43 pagineRevolute-Input Delta Robot DescriptionIbrahim EssamNessuna valutazione finora
- Ass 3 MGT206 11.9.2020Documento2 pagineAss 3 MGT206 11.9.2020Ashiqur RahmanNessuna valutazione finora
- Ductile Brittle TransitionDocumento7 pagineDuctile Brittle TransitionAndrea CalderaNessuna valutazione finora
- Productivity in Indian Sugar IndustryDocumento17 pagineProductivity in Indian Sugar Industryshahil_4uNessuna valutazione finora
- Fs Casas FinalDocumento55 pagineFs Casas FinalGwen Araña BalgomaNessuna valutazione finora
- International Journal of Current Advanced Research International Journal of Current Advanced ResearchDocumento4 pagineInternational Journal of Current Advanced Research International Journal of Current Advanced Researchsoumya mahantiNessuna valutazione finora
- Course Syllabus (NGCM 112)Documento29 pagineCourse Syllabus (NGCM 112)Marie Ashley Casia100% (1)
- A Case Study On Implementing ITIL in Bus PDFDocumento7 pagineA Case Study On Implementing ITIL in Bus PDFsayeeNessuna valutazione finora
- Sta. Ignacia High School: Philosophy 101Documento1 paginaSta. Ignacia High School: Philosophy 101Mira VeranoNessuna valutazione finora