Potrebbero piacerti anche
- Drawing Services - 09 - Australian Standards For Drawing Practice and SymbolsDocumento4 pagineDrawing Services - 09 - Australian Standards For Drawing Practice and SymbolsentelecyNessuna valutazione finora
- Heller System PPT 3 Cooling SystemsDocumento34 pagineHeller System PPT 3 Cooling SystemsShrey DattaNessuna valutazione finora
- Vapour Absorption Machine Basics PresentationDocumento16 pagineVapour Absorption Machine Basics PresentationAyub GNNessuna valutazione finora
- Tranter Platecoil Data Manual PDFDocumento106 pagineTranter Platecoil Data Manual PDFgoodspeed_phNessuna valutazione finora
- Anthropometric MeasurementsDocumento7 pagineAnthropometric MeasurementsMurti Putri UtamiNessuna valutazione finora
- Architects DONEDocumento10 pagineArchitects DONEAyu Amrish Gupta0% (1)
- S A 20190725Documento4 pagineS A 20190725krishaNessuna valutazione finora
- Liquid Recirculation System-2Documento7 pagineLiquid Recirculation System-2Behnam AshouriNessuna valutazione finora
- Control Valve SizingDocumento18 pagineControl Valve SizingdidikosanNessuna valutazione finora
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationDa EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNessuna valutazione finora
- Refrigeration (Kylteknik) : 2. Vapour-Compression Refrigeration ProcessesDocumento36 pagineRefrigeration (Kylteknik) : 2. Vapour-Compression Refrigeration ProcessesiJeng RalluNessuna valutazione finora
- Pur-15-02 - Air Purger Type PurDocumento4 paginePur-15-02 - Air Purger Type PurAnderson Giovanny Herrera DelgadoNessuna valutazione finora
- Controlling Heat ExchangersDocumento11 pagineControlling Heat ExchangersgermanaponteNessuna valutazione finora
- 62f PDFDocumento20 pagine62f PDFMohsenNessuna valutazione finora
- Cascade Refrigeration System "For Blood Storage"Documento4 pagineCascade Refrigeration System "For Blood Storage"International Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Basic of Refrigeration ProcessDocumento29 pagineBasic of Refrigeration Process한준희Nessuna valutazione finora
- Industrial Refrigeration Energy Saving OpportunitiesDocumento15 pagineIndustrial Refrigeration Energy Saving Opportunitiescefa84Nessuna valutazione finora
- Types of Evaporator in Air ConditioningDocumento20 pagineTypes of Evaporator in Air ConditioningEhsan DanishNessuna valutazione finora
- NHsoft VPDocumento5 pagineNHsoft VPBASEM NOMAN ALI MOHAMMEDNessuna valutazione finora
- Cryogenics & LNG Application GuideDocumento16 pagineCryogenics & LNG Application GuidesusantoNessuna valutazione finora
- Condensers Control and Reclaim VOCsDocumento3 pagineCondensers Control and Reclaim VOCsgpcshfNessuna valutazione finora
- Design of Air IDocumento5 pagineDesign of Air IInvedeNessuna valutazione finora
- A Review of Absorption RefrigerationDocumento30 pagineA Review of Absorption RefrigerationSoni Rodríguez Castellanos100% (1)
- StallDocumento16 pagineStallbhalchandrak1867100% (1)
- Flare Gas Recovery PDFDocumento13 pagineFlare Gas Recovery PDFSadad MohamadNessuna valutazione finora
- Design of Vertical KO Pot-V2Documento45 pagineDesign of Vertical KO Pot-V2myself_riteshNessuna valutazione finora
- Select Best Model Two-Phase Relief Sizing: The ForDocumento9 pagineSelect Best Model Two-Phase Relief Sizing: The ForjowarNessuna valutazione finora
- Expansion Tank PDFDocumento9 pagineExpansion Tank PDFKrishna Chaitanya KalagaNessuna valutazione finora
- Heat Exchangers Designing For Super-Critical Fluid ServiceDocumento6 pagineHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangNessuna valutazione finora
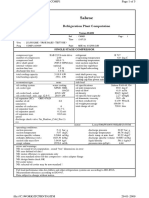
- Sabroe PPDocumento28 pagineSabroe PPGPNessuna valutazione finora
- Heat RecoveryDocumento2 pagineHeat RecoveryRohmat SetiawanNessuna valutazione finora
- DesuperheaterDocumento4 pagineDesuperheaterNaama RahavNessuna valutazione finora
- AX5 Vaporizer Electric Water Bath Type LPG VaporizerDocumento2 pagineAX5 Vaporizer Electric Water Bath Type LPG VaporizerRicky DermawanNessuna valutazione finora
- Exp 1 Refrigeration CycleDocumento23 pagineExp 1 Refrigeration CycleAnonymous T7vjZG4otNessuna valutazione finora
- EconomiozerDocumento65 pagineEconomiozerRaj PatelNessuna valutazione finora
- Burn Selection MatrixDocumento1 paginaBurn Selection MatrixsahasidNessuna valutazione finora
- Cavitation CarlsonDocumento4 pagineCavitation CarlsonjimborenoNessuna valutazione finora
- Heat Transfer Assignment QuestionsDocumento2 pagineHeat Transfer Assignment QuestionsMurali KrishnaNessuna valutazione finora
- Static HeadDocumento6 pagineStatic Headvalentinlupascu33Nessuna valutazione finora
- York Navy Systems PUBL6539Documento6 pagineYork Navy Systems PUBL6539Maria Gabriela BusteloNessuna valutazione finora
- Basic Refinery Equipment - Heat Exchanger (E003/1)Documento27 pagineBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- Refrigerants 2013 FebDocumento33 pagineRefrigerants 2013 Febdita ayuNessuna valutazione finora
- Advanced Process Control of A Propylene Refrigeration SystemDocumento11 pagineAdvanced Process Control of A Propylene Refrigeration SystemCal100% (1)
- Improve Flaring OperationsDocumento4 pagineImprove Flaring Operationsaa dd qqNessuna valutazione finora
- Relief SystemDocumento24 pagineRelief SystemFarhanSaatNessuna valutazione finora
- HRSG Understand The BasicsDocumento14 pagineHRSG Understand The BasicsMazen Darwish100% (1)
- SPX Cooling TowerDocumento2 pagineSPX Cooling Towertanveer ansariNessuna valutazione finora
- Pressure Relief ValveDocumento1 paginaPressure Relief ValveCham Kok SoonNessuna valutazione finora
- Condensate Line SizingDocumento23 pagineCondensate Line SizingNirnay Patil100% (2)
- Condenser - Valuable Book PDFDocumento6 pagineCondenser - Valuable Book PDFRajesh OwaiyarNessuna valutazione finora
- Cascade Refrigeration SystemDocumento2 pagineCascade Refrigeration SystemHsein WangNessuna valutazione finora
- SHARKDocumento4 pagineSHARKUnilabNessuna valutazione finora
- Script FiredHeater HYSYS V7 3 Rev2Documento13 pagineScript FiredHeater HYSYS V7 3 Rev2WendellReeceFrankNessuna valutazione finora
- Glycol DehydrationDocumento3 pagineGlycol DehydrationDharam RajgorNessuna valutazione finora
- Heat-Exchanger Bypass Control: William L. LuybenDocumento9 pagineHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- Best Practices For Steam Control Valve InstallationDocumento4 pagineBest Practices For Steam Control Valve InstallationBen MusimaneNessuna valutazione finora
- EvapcoPiping EvapCond131A PDFDocumento12 pagineEvapcoPiping EvapCond131A PDFManuel BalanNessuna valutazione finora
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocumento6 pagineVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaNessuna valutazione finora
- De Super HeaterDocumento2 pagineDe Super HeatergateauxboyNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Da EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Nessuna valutazione finora
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Da EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963Nessuna valutazione finora
- Understanding Distillation Using Column Profile MapsDa EverandUnderstanding Distillation Using Column Profile MapsNessuna valutazione finora
- Chemical Reactor Design, Optimization, and ScaleupDa EverandChemical Reactor Design, Optimization, and ScaleupNessuna valutazione finora
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Da EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Valutazione: 5 su 5 stelle5/5 (1)
- Statistics for Process Control Engineers: A Practical ApproachDa EverandStatistics for Process Control Engineers: A Practical ApproachNessuna valutazione finora
- SCP-aircoolers Cu Al en LR 04 PDFDocumento56 pagineSCP-aircoolers Cu Al en LR 04 PDFgoodspeed_phNessuna valutazione finora
- Insulation Gasket KitsDocumento4 pagineInsulation Gasket Kitsgoodspeed_phNessuna valutazione finora
- Corrosive Behavior of Materials in Ammonia PDFDocumento2 pagineCorrosive Behavior of Materials in Ammonia PDFgoodspeed_phNessuna valutazione finora
- p2813 PDFDocumento1 paginap2813 PDFgoodspeed_phNessuna valutazione finora
- Part 11 - Design and Siting Standard For Single Detached Housing - On Lots Under 450MDocumento15 paginePart 11 - Design and Siting Standard For Single Detached Housing - On Lots Under 450Mgoodspeed_phNessuna valutazione finora
- QDCMP 4.4 Buildings in A Transport Noise CorridorDocumento19 pagineQDCMP 4.4 Buildings in A Transport Noise Corridorgoodspeed_phNessuna valutazione finora
- Price QUOTE: Item # 60D Serpentine Platecoil, Tranter 60D Serpentine PlatecoilDocumento1 paginaPrice QUOTE: Item # 60D Serpentine Platecoil, Tranter 60D Serpentine Platecoilgoodspeed_phNessuna valutazione finora
- Part 11 - Design and Siting Standard For Single Detached Housing - On Lots Under 450MDocumento14 paginePart 11 - Design and Siting Standard For Single Detached Housing - On Lots Under 450Mgoodspeed_phNessuna valutazione finora
- Part 12 - Design and Siting Standard For Single Detached Housing - On Lots 450M and OverDocumento13 paginePart 12 - Design and Siting Standard For Single Detached Housing - On Lots 450M and Overgoodspeed_phNessuna valutazione finora
- Digital Filter DesignDocumento102 pagineDigital Filter Designjaun danielNessuna valutazione finora
- Contoh Resume Lamaran KerjaDocumento3 pagineContoh Resume Lamaran KerjaDyaa WidyaaNessuna valutazione finora
- Leadership and Management 2003Documento46 pagineLeadership and Management 2003Ciella Dela Cruz100% (1)
- Issues in Timing: Digital Integrated Circuits © Prentice Hall 1995 TimingDocumento14 pagineIssues in Timing: Digital Integrated Circuits © Prentice Hall 1995 TimingAbhishek BhardwajNessuna valutazione finora
- The Economic Essentials of Digital StrategyDocumento13 pagineThe Economic Essentials of Digital StrategydhietakloseNessuna valutazione finora
- About Us ThinksynQ TeamDocumento1 paginaAbout Us ThinksynQ TeamSai KrishanNessuna valutazione finora
- Travel Fellowship Application FormDocumento4 pagineTravel Fellowship Application FormAsma100% (1)
- Is 7098 P-1 (1988) PDFDocumento21 pagineIs 7098 P-1 (1988) PDFAmar PatwalNessuna valutazione finora
- Daf RequestDocumento1.692 pagineDaf Requestbrs00nNessuna valutazione finora
- Arduino Water Flow Sensor CodeDocumento6 pagineArduino Water Flow Sensor CodeNasruddin AVNessuna valutazione finora
- Otrs Admin BookDocumento619 pagineOtrs Admin BookMendoza Carlos100% (1)
- Ad and AVM l1Documento54 pagineAd and AVM l1Rahul Tiwari67% (3)
- Huawei RTN 980-950 QoS ActivationDocumento7 pagineHuawei RTN 980-950 QoS ActivationVenkatesh t.k100% (2)
- Project 1 - Nimisha AgrawalDocumento13 pagineProject 1 - Nimisha AgrawalNimisha AgrawalNessuna valutazione finora
- Exedy 2015 Sports Clutch Catalog WebDocumento80 pagineExedy 2015 Sports Clutch Catalog WebfjhfjNessuna valutazione finora
- DIY Homemade Septic System PDFDocumento9 pagineDIY Homemade Septic System PDFCebu CribsNessuna valutazione finora
- Electrophoretic Display Technology The Beginnings, The Improvements, and A Future in Flexible ElectronicsDocumento15 pagineElectrophoretic Display Technology The Beginnings, The Improvements, and A Future in Flexible Electronicsslysoft.20009951Nessuna valutazione finora
- Vaas Head Office DetailsDocumento8 pagineVaas Head Office DetailsDanielle JohnsonNessuna valutazione finora
- AZ-Edit User ManualDocumento288 pagineAZ-Edit User Manualdjjd40Nessuna valutazione finora
- Preventa Safety Detection XCSE5311Documento2 paginePreventa Safety Detection XCSE5311Fernando MoreiraNessuna valutazione finora
- Azuma 2015 Metrologia 52 360Documento17 pagineAzuma 2015 Metrologia 52 360Rudolf KiraljNessuna valutazione finora
- WOWMini WW2 RulebookDocumento36 pagineWOWMini WW2 RulebookBrett Michael ChinchenNessuna valutazione finora
- DatasheetDocumento17 pagineDatasheetErnesto SuarezNessuna valutazione finora
- SP25Y English PDFDocumento2 pagineSP25Y English PDFGarcia CruzNessuna valutazione finora
- Phase IIIDocumento11 paginePhase IIIAjun FranklinNessuna valutazione finora