Potrebbero piacerti anche
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDa EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowValutazione: 4 su 5 stelle4/5 (1)
- Kaizen KobetDocumento19 pagineKaizen KobetShubham SharmaNessuna valutazione finora
- TPM and The Extended Supply Chain: Tetra Pak Production D.O.O. Gornji Milanovac, Serbia London, Nov 2016Documento36 pagineTPM and The Extended Supply Chain: Tetra Pak Production D.O.O. Gornji Milanovac, Serbia London, Nov 2016Hossam Abdel AzizNessuna valutazione finora
- AM Pillar Governance Training MaterialDocumento10 pagineAM Pillar Governance Training MaterialSydney DodooNessuna valutazione finora
- PM 1 - 20140801Documento73 paginePM 1 - 20140801arielejosi100% (1)
- 5 OEE Loss TreeDocumento30 pagine5 OEE Loss TreeGugun Dewasa100% (1)
- 5S Best PracticeDocumento85 pagine5S Best PracticeyogshastriNessuna valutazione finora
- QM Pillar Training CIIDocumento76 pagineQM Pillar Training CIINARENDER SINGH100% (1)
- Basic TPM Workshop (Rev1)Documento138 pagineBasic TPM Workshop (Rev1)Ahmad FirdausNessuna valutazione finora
- Kobetsu Kaizen Zero Air Leakege PresentationDocumento25 pagineKobetsu Kaizen Zero Air Leakege PresentationajaydeepNessuna valutazione finora
- 16 LossesDocumento9 pagine16 LossesMuthu Vellayappan100% (1)
- TPM Over ViewDocumento37 pagineTPM Over ViewHarshad_SNessuna valutazione finora
- Professional MaintenanceDocumento391 pagineProfessional MaintenanceAimar Vanderlei Ferreira Filho100% (1)
- PWO SuggestionDocumento12 paginePWO SuggestionKsha PradiNessuna valutazione finora
- TPM by ManagementDocumento41 pagineTPM by ManagementRahul Kumar100% (1)
- World Class ManufacturingDocumento16 pagineWorld Class ManufacturingAmulya KaliaNessuna valutazione finora
- Chapter 6. Education & Training ManualDocumento23 pagineChapter 6. Education & Training ManualVivek KumarNessuna valutazione finora
- TPM Pillar Management Index & Activity IndexDocumento12 pagineTPM Pillar Management Index & Activity Indexrarues9999Nessuna valutazione finora
- Kobetsu Kaizen Pillar: Training Program OnDocumento51 pagineKobetsu Kaizen Pillar: Training Program OnNeeraj SethyNessuna valutazione finora
- 01.21 Implementation PhasesDocumento2 pagine01.21 Implementation PhasesSathish Kumar PNessuna valutazione finora
- What Is WCOMDocumento14 pagineWhat Is WCOMP S Lakshmi Kanthan100% (1)
- 04 Work Place OrganizationDocumento230 pagine04 Work Place Organizationanderson parizNessuna valutazione finora
- Q Star - (Waste Management)Documento14 pagineQ Star - (Waste Management)Anonymous Y5cnLVYMGNessuna valutazione finora
- For Cii On TPM - Jun '10 v3Documento54 pagineFor Cii On TPM - Jun '10 v3outline35Nessuna valutazione finora
- Example of TPM in Office EuropeDocumento53 pagineExample of TPM in Office Europekingathur26681Nessuna valutazione finora
- Jishu Hozen 140130144020Documento25 pagineJishu Hozen 140130144020Santosh SharmaNessuna valutazione finora
- Lean Six Sigma - Yellow Belt Program: Prepared ForDocumento160 pagineLean Six Sigma - Yellow Belt Program: Prepared ForJames HetNessuna valutazione finora
- TPM-2 Muda in Machinery Related in GembaDocumento51 pagineTPM-2 Muda in Machinery Related in GembaEduardo L. GarciaNessuna valutazione finora
- TPM Oficinas-Unilever 1Documento20 pagineTPM Oficinas-Unilever 1soydejesusNessuna valutazione finora
- 1.0 Define Target VisionDocumento23 pagine1.0 Define Target VisionAngel PintorNessuna valutazione finora
- Keikaku Hozen Master PlanDocumento9 pagineKeikaku Hozen Master PlanHarshad_SNessuna valutazione finora
- Training ON TPM: Rapl Production SystemDocumento25 pagineTraining ON TPM: Rapl Production Systemabhijit bhattacherjeENessuna valutazione finora
- Pillar: Initial Control or Development ManagementDocumento7 paginePillar: Initial Control or Development ManagementNavneet SharmaNessuna valutazione finora
- World Class Manufacturing - Workplace Organization (151 Pages)Documento151 pagineWorld Class Manufacturing - Workplace Organization (151 Pages)Gwladys BettoNessuna valutazione finora
- TPM Jipm Seiichi Nakajima 2007 KlmanagementDocumento40 pagineTPM Jipm Seiichi Nakajima 2007 KlmanagementDipankar MukherjeeNessuna valutazione finora
- Office (Eng)Documento31 pagineOffice (Eng)kingathur26681Nessuna valutazione finora
- Route Map: Magneti Marelli WCM Central Team Safety PillarDocumento2 pagineRoute Map: Magneti Marelli WCM Central Team Safety PillarftuufgjNessuna valutazione finora
- Teoría de MantenimientoDocumento223 pagineTeoría de MantenimientoSaúlAlvaradoNessuna valutazione finora
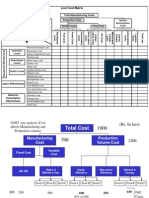
- Lost Cost MatrixDocumento2 pagineLost Cost Matrixrecep1100% (4)
- KK PillarDocumento30 pagineKK PillarshaktiNessuna valutazione finora
- TPM For WorkshopsDocumento102 pagineTPM For Workshopsakdmech9621Nessuna valutazione finora
- Training On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDDocumento12 pagineTraining On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDGirish60Nessuna valutazione finora
- Quality Maintenance Training Programme: Concept & ImplementationDocumento46 pagineQuality Maintenance Training Programme: Concept & Implementationdeepak sharmaNessuna valutazione finora
- WCM Overview QKDocumento50 pagineWCM Overview QKRonald Abadi TariganNessuna valutazione finora
- Step 0 and 1 Management Part 1Documento14 pagineStep 0 and 1 Management Part 1murilocabriniNessuna valutazione finora
- TPM BMW TrainingDocumento68 pagineTPM BMW TrainingAldemar HernandezNessuna valutazione finora
- Jishu Hozen NotesDocumento13 pagineJishu Hozen NotesPrathmesh AwasthiNessuna valutazione finora
- KK PillarDocumento117 pagineKK PillarMAngesh Gade100% (1)
- Yamashina WCM Introduzione PPT Compatibility Mode RepairedDocumento85 pagineYamashina WCM Introduzione PPT Compatibility Mode RepairededuardolucosNessuna valutazione finora
- TPMDocumento28 pagineTPMVinay Simha SNessuna valutazione finora
- Chapter 5. Jishu Hozen ManualDocumento71 pagineChapter 5. Jishu Hozen ManualVivek Kumar100% (3)
- Autonomous Maintenance Step 1 7Documento18 pagineAutonomous Maintenance Step 1 7Dũng Tây NinhNessuna valutazione finora
- Unit - 2 Lean ManagementDocumento34 pagineUnit - 2 Lean ManagementGorantla Kalicharan100% (1)
- Sectiond 2210280 Om2 ProjectDocumento8 pagineSectiond 2210280 Om2 Projectarijitapalmal8Nessuna valutazione finora
- JitDocumento15 pagineJitRedoanRiyadhNessuna valutazione finora
- Toyota Production SystemDocumento26 pagineToyota Production SystemVignesh HegdeNessuna valutazione finora
- OEE AwarenessDocumento50 pagineOEE AwarenessRajasekaran MuruganNessuna valutazione finora
- Just in Time Manufacturing System: A Special Topic in Cost Accounting 2Documento12 pagineJust in Time Manufacturing System: A Special Topic in Cost Accounting 2Venn Bacus RabadonNessuna valutazione finora
- Lean ManufacturingDocumento69 pagineLean ManufacturingVinay InavoluNessuna valutazione finora
- Lean ManufacturingDocumento51 pagineLean ManufacturingPrakash MarimuthuNessuna valutazione finora
- MVSG-H Mu16034 enDocumento4 pagineMVSG-H Mu16034 enCesarNessuna valutazione finora
- APPSOL - Manual de Diseño de Sistemas Solares Térmicos para La Industria ChilenaDocumento290 pagineAPPSOL - Manual de Diseño de Sistemas Solares Térmicos para La Industria ChilenaEduardo Salas100% (1)
- Heat TracingDocumento10 pagineHeat TracingmuahdibNessuna valutazione finora
- MZMA Micro Dosing Unit enDocumento4 pagineMZMA Micro Dosing Unit enCesarNessuna valutazione finora
- Advanced Product Quality Planning and Control Plan PDFDocumento13 pagineAdvanced Product Quality Planning and Control Plan PDFCesarNessuna valutazione finora
- MNKA Chain ConveyorDocumento6 pagineMNKA Chain ConveyorCesarNessuna valutazione finora
- En Selfregulating SB EU0264 Tcm448 27444Documento24 pagineEn Selfregulating SB EU0264 Tcm448 27444CesarNessuna valutazione finora
- RCMODocumento115 pagineRCMOCesar100% (2)
- Supplier APQP Training SupplementDocumento78 pagineSupplier APQP Training SupplementjcperezNessuna valutazione finora
- QTVR DataSheetDocumento3 pagineQTVR DataSheetCesarNessuna valutazione finora
- VaraCorp 5 H.P. Turbine Aeration System PDFDocumento2 pagineVaraCorp 5 H.P. Turbine Aeration System PDFCesarNessuna valutazione finora
- Fuels and CombustionDocumento28 pagineFuels and CombustionDrupad PatelNessuna valutazione finora
- TPMDocumento46 pagineTPMCesarNessuna valutazione finora
- Hammer Mill MaintenanceDocumento5 pagineHammer Mill MaintenanceclaudiozootecnistaNessuna valutazione finora
- VaraCorp 5 H.P. Turbine Aeration System PDFDocumento2 pagineVaraCorp 5 H.P. Turbine Aeration System PDFCesarNessuna valutazione finora
- BatchReactiveArt1 PDFDocumento12 pagineBatchReactiveArt1 PDFCesarNessuna valutazione finora
- Scope of The WorkDocumento5 pagineScope of The Worklogu RRNessuna valutazione finora
- Integrated Project ManagProject - Management - in - SAPement in SAP With Noveco ePMDocumento16 pagineIntegrated Project ManagProject - Management - in - SAPement in SAP With Noveco ePMLeontin LeonNessuna valutazione finora
- 7 Golden Rules of Mobile Testing TemplateDocumento36 pagine7 Golden Rules of Mobile Testing Templatestarvit2Nessuna valutazione finora
- Proses Bisnis Otomotif: Zummayroh, S.PDDocumento26 pagineProses Bisnis Otomotif: Zummayroh, S.PDHannyka FebrianoNessuna valutazione finora
- Pantaloons FinalDocumento30 paginePantaloons FinalAnkit SharmaNessuna valutazione finora
- TMP 4341Documento2 pagineTMP 4341nithiananthiNessuna valutazione finora
- Mazda rx7Documento3 pagineMazda rx7Jon WestNessuna valutazione finora
- 13.2.2.13 Lab - Incident HandlingDocumento3 pagine13.2.2.13 Lab - Incident Handlingc583706Nessuna valutazione finora
- ANDROID Workshop MaheshDocumento72 pagineANDROID Workshop MaheshPradeepCool100% (2)
- 10039030M00 - PB560 System Final Test Procedure PDFDocumento12 pagine10039030M00 - PB560 System Final Test Procedure PDFDaniel MarquesNessuna valutazione finora
- Thps3 Manual UkDocumento15 pagineThps3 Manual Uk2061551826073Nessuna valutazione finora
- ENSET Buea 2019 - 1ere Annee Du 2nd Cycle - enDocumento5 pagineENSET Buea 2019 - 1ere Annee Du 2nd Cycle - enStéphanie Océane NadjiNessuna valutazione finora
- Euro Ncap Aeb Test Protocol v11 PDFDocumento31 pagineEuro Ncap Aeb Test Protocol v11 PDFRTCNNessuna valutazione finora
- Hospital LayoutDocumento6 pagineHospital LayoutSourabh MehraNessuna valutazione finora
- K Sera Sera CaseDocumento12 pagineK Sera Sera CaseAditya SinghNessuna valutazione finora
- Curriculum Vitae: Contact DetailsDocumento3 pagineCurriculum Vitae: Contact DetailsDhileepNessuna valutazione finora
- Lab Nov 2013Documento35 pagineLab Nov 2013balajigandhirajanNessuna valutazione finora
- Agro IndustrialDocumento126 pagineAgro IndustrialKt PalominoNessuna valutazione finora
- Functional Buttons and Auto Power Off: International Electrical SymbolsDocumento2 pagineFunctional Buttons and Auto Power Off: International Electrical SymbolsVentas SA TabNessuna valutazione finora
- Muhammad Ali - CHRP (Canada)Documento8 pagineMuhammad Ali - CHRP (Canada)Muhammad AliNessuna valutazione finora
- Ze Gcs04a20-Eng 247-270Documento24 pagineZe Gcs04a20-Eng 247-270ikrima BenNessuna valutazione finora
- A1NM Rev 30 TYPE CERTIFICATE DATA SHEET A1NM 767Documento16 pagineA1NM Rev 30 TYPE CERTIFICATE DATA SHEET A1NM 767MuseNessuna valutazione finora
- C3704 2018 PDFDocumento122 pagineC3704 2018 PDFHaileyesus Kahsay100% (1)
- CarDocumento5 pagineCarHarish GundaNessuna valutazione finora
- The Impact of E-Banking On Customer Satisfaction in NigeriaDocumento13 pagineThe Impact of E-Banking On Customer Satisfaction in NigeriaRoni Shikder100% (2)
- Installation, Use and Maintenance Manual: Translation of The Original InstructionsDocumento148 pagineInstallation, Use and Maintenance Manual: Translation of The Original InstructionsCTHNessuna valutazione finora
- ابراج STCDocumento5 pagineابراج STCMohamed F. AbdullahNessuna valutazione finora
- FL FX 1961 1976 Parts Book Harley Davidson OPTDocumento239 pagineFL FX 1961 1976 Parts Book Harley Davidson OPTbron nonnamakerNessuna valutazione finora