Potrebbero piacerti anche
- ESTUDIO DEL TRABAJO - Separata 05 PDFDocumento28 pagineESTUDIO DEL TRABAJO - Separata 05 PDFCarlos EscarayNessuna valutazione finora
- Informe Laboratorio de RegresionDocumento8 pagineInforme Laboratorio de RegresionEri IlseNessuna valutazione finora
- Estudio Del Trabajo 1, Unidad 5 TiemposDocumento41 pagineEstudio Del Trabajo 1, Unidad 5 TiemposPepe NeriiNessuna valutazione finora
- Gráficos de control por atributosDocumento4 pagineGráficos de control por atributos0441721002 WILMER CARPIO OTALORA ESTUDIANTE ACTIVO100% (1)
- Diagrama de ProcesosDocumento37 pagineDiagrama de ProcesosOscar ViteNessuna valutazione finora
- Ensamblaje de retroexcavadora de jugueteDocumento2 pagineEnsamblaje de retroexcavadora de jugueteKaren Melisa Apaza LajoNessuna valutazione finora
- Muestreo trabajo análisisDocumento22 pagineMuestreo trabajo análisiscecilia cruz cruzNessuna valutazione finora
- Modelo Eoq Producción ConsumoDocumento4 pagineModelo Eoq Producción ConsumoRafael Borda Jimenez100% (1)
- Metodo de Kilbridge y WesternDocumento15 pagineMetodo de Kilbridge y WesternLuis Medina0% (1)
- Unidad 5 Análisis de Reemplazo e Ingeniería de CostosDocumento12 pagineUnidad 5 Análisis de Reemplazo e Ingeniería de Costosmarisabel ynojosaNessuna valutazione finora
- Muestreo del trabajo en taller de costuraDocumento17 pagineMuestreo del trabajo en taller de costuralesli atencioNessuna valutazione finora
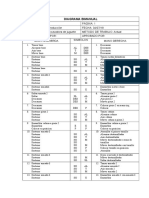
- Diagrama BimanualDocumento2 pagineDiagrama BimanualWaldo Colón BejaránNessuna valutazione finora
- Normas de Tiempo para El Trabajo Con MaquinasDocumento16 pagineNormas de Tiempo para El Trabajo Con Maquinasyefres100% (2)
- Taller 1 Torre de BabelDocumento3 pagineTaller 1 Torre de BabelDELIANessuna valutazione finora
- Ejemplo de Capacidad de Producción y Tiempo EstándarDocumento6 pagineEjemplo de Capacidad de Producción y Tiempo Estándarcesar leonardo bayona barajasNessuna valutazione finora
- Helgeson BirnieDocumento11 pagineHelgeson BirnieJohnnathan GC100% (2)
- 2.8-Layout, Recorrido Físico y Puntos de ObservaciónDocumento4 pagine2.8-Layout, Recorrido Físico y Puntos de ObservaciónAxell OsegueraNessuna valutazione finora
- Análisis de Métodos MTMDocumento1 paginaAnálisis de Métodos MTMMiguel19Nessuna valutazione finora
- Programación Metas Múltiples Candelabros VentiladoresDocumento52 pagineProgramación Metas Múltiples Candelabros VentiladoresManuelAlejandroMuñozLópez100% (1)
- Muestreo Del TrabajoDocumento2 pagineMuestreo Del TrabajoDerian Zaragoza0% (1)
- Tablas Most BásicoDocumento4 pagineTablas Most BásicoJesus GabrielNessuna valutazione finora
- BALANCEOLINEASDocumento12 pagineBALANCEOLINEASEduardo BecerraNessuna valutazione finora
- Sistema de Producción Flexible (FPS)Documento3 pagineSistema de Producción Flexible (FPS)Jose Luis Padilla Garcia0% (1)
- GRAFICA NPDocumento24 pagineGRAFICA NPduraymjdv100% (8)
- Equipos Mecanicos BombasDocumento19 pagineEquipos Mecanicos BombasMartin' Dejesus Arias ParadaNessuna valutazione finora
- Análisis de Las Operaciones - Mapa - MentalDocumento4 pagineAnálisis de Las Operaciones - Mapa - MentalMisael NavaNessuna valutazione finora
- 5.1 Requisitos Del Mantenimiento de Acuerdo A Lanorma Iso-9001 e Iso TS 16949Documento7 pagine5.1 Requisitos Del Mantenimiento de Acuerdo A Lanorma Iso-9001 e Iso TS 16949Arturo Lomart RomanNessuna valutazione finora
- Cap1,2 ProductividadDocumento9 pagineCap1,2 ProductividadConejita PerritoNessuna valutazione finora
- MODAPTS-Técnica de análisis de tiempos estándarDocumento8 pagineMODAPTS-Técnica de análisis de tiempos estándarAna Karen Calamani FloresNessuna valutazione finora
- Exposicion Circuitos Tiristor (SCR)Documento5 pagineExposicion Circuitos Tiristor (SCR)Genaro BarrientosNessuna valutazione finora
- Tarea MOST Estudio Del Trabajo 2Documento5 pagineTarea MOST Estudio Del Trabajo 2Charly RomeroNessuna valutazione finora
- Resumen Sistemas NTPDDocumento16 pagineResumen Sistemas NTPDalejandromurillo70% (1)
- Cálculo de estudio de tiempos con calificación continuaDocumento8 pagineCálculo de estudio de tiempos con calificación continuaandreshmNessuna valutazione finora
- Ejercicio Resolución Clase CDF CDM CDPDocumento46 pagineEjercicio Resolución Clase CDF CDM CDPSanto RomanoNessuna valutazione finora
- Tablas de Valores para El Movimiento GeneralDocumento6 pagineTablas de Valores para El Movimiento GeneralJonathan BarretoNessuna valutazione finora
- Origen TPMDocumento11 pagineOrigen TPMEsdryi NavaNessuna valutazione finora
- Calibrador de alturas digitalDocumento7 pagineCalibrador de alturas digitalJesus AngNessuna valutazione finora
- Actividad 2.2Documento15 pagineActividad 2.2Mayte Coronado CastïlloNessuna valutazione finora
- Movimiento de Secuencia GeneralDocumento14 pagineMovimiento de Secuencia GeneralJuan Carlos GasparNessuna valutazione finora
- Smed TerminadoDocumento7 pagineSmed Terminadoxavos0% (1)
- Estudio tiempos predeterminados 40 métodosDocumento15 pagineEstudio tiempos predeterminados 40 métodosJose Salaya JuventahinoNessuna valutazione finora
- Balanceo de Líneas Concepto y UtilidadDocumento27 pagineBalanceo de Líneas Concepto y UtilidadFaustinoNessuna valutazione finora
- Practica 8Documento3 paginePractica 8Luis Estrada GamezNessuna valutazione finora
- 10 Ejemplos Tableros en La Vida CotidianaDocumento8 pagine10 Ejemplos Tableros en La Vida CotidianaJose furxxioNessuna valutazione finora
- Laboratorio Ingeniería Económica Hellen García CastilloDocumento19 pagineLaboratorio Ingeniería Económica Hellen García CastilloLucia MundacaNessuna valutazione finora
- Unidad 3 Balanceo de LíneasDocumento9 pagineUnidad 3 Balanceo de LíneasFrancisco Javier Hernandez FigueroaNessuna valutazione finora
- Preguntas 1, 2, 3, 4.Documento5 paginePreguntas 1, 2, 3, 4.Rodrigo RamirezNessuna valutazione finora
- Muestreo de TrabajoDocumento4 pagineMuestreo de TrabajoLuis ReyesNessuna valutazione finora
- Ejercicios Ingeniería EconómicaDocumento22 pagineEjercicios Ingeniería EconómicaMeiter Katerine Castro GonzálezNessuna valutazione finora
- Unidad 3 EstrategiaDocumento13 pagineUnidad 3 Estrategiaarnold vazquez herreraNessuna valutazione finora
- Ingeniería Económica: Relaciones de Equivalencia: PP Vs PCDocumento12 pagineIngeniería Económica: Relaciones de Equivalencia: PP Vs PCAldo CaceresNessuna valutazione finora
- Qué Punto de Comparación Se Usa para El Paso Estándar (Autoguardado)Documento3 pagineQué Punto de Comparación Se Usa para El Paso Estándar (Autoguardado)Julio R. López Toruño0% (2)
- Unidad 1 de Procesos de Fabricación GlosarioDocumento2 pagineUnidad 1 de Procesos de Fabricación GlosarioRosario ValdesNessuna valutazione finora
- Solucion de Ecuaciones de Estado EstacionarioDocumento12 pagineSolucion de Ecuaciones de Estado EstacionarioFernando DVNessuna valutazione finora
- PRÁCTICA 3 - Ergonomía.Documento9 paginePRÁCTICA 3 - Ergonomía.Ismael Robledo CoronaNessuna valutazione finora
- Act9 Balanceo de Lineas Jose Jesus Peña Martinez Juan Jose Hernadez Juan Escamilla CastilloDocumento4 pagineAct9 Balanceo de Lineas Jose Jesus Peña Martinez Juan Jose Hernadez Juan Escamilla CastilloJuan Escamilla CastilloNessuna valutazione finora
- UNIDAD IV Estudio Del Trabajo 1Documento34 pagineUNIDAD IV Estudio Del Trabajo 1JoséDeJesúsChagalaLópez50% (2)
- 1 Estudio Del Tiempos U 4Documento51 pagine1 Estudio Del Tiempos U 4Karina KglNessuna valutazione finora
- Unidad II Estudio Del TrabajoDocumento25 pagineUnidad II Estudio Del TrabajoKevinq0% (1)
- Estudio de Tiempos Con CronometroDocumento15 pagineEstudio de Tiempos Con CronometroTeresa DiazNessuna valutazione finora
- Sustentabilidad, Calidad de Vida y Género: Universidad Autónoma Metropolitana-XochimilcoDocumento35 pagineSustentabilidad, Calidad de Vida y Género: Universidad Autónoma Metropolitana-XochimilcoMauricio Antonio VargasNessuna valutazione finora
- Ymca A F 09113010Documento66 pagineYmca A F 09113010Mauricio Antonio VargasNessuna valutazione finora
- Unidad 3 Logistica y Cadenas de SuministroDocumento1 paginaUnidad 3 Logistica y Cadenas de SuministroMauricio Antonio VargasNessuna valutazione finora
- AE-48 Metrologia y NormalizacionDocumento9 pagineAE-48 Metrologia y NormalizacionArthur Traconis GarciaNessuna valutazione finora
- FlujoDocumento3 pagineFlujoMauricio Antonio VargasNessuna valutazione finora
- MapaDocumento1 paginaMapaMauricio Antonio VargasNessuna valutazione finora
- RsfinanciacionDocumento4 pagineRsfinanciacionMauricio Antonio VargasNessuna valutazione finora
- PROYECTODocumento16 paginePROYECTOMauricio Antonio VargasNessuna valutazione finora
- Arbol de DecisionDocumento3 pagineArbol de DecisionMauricio Antonio VargasNessuna valutazione finora
- MecatronicaDocumento12 pagineMecatronicaMauricio Antonio VargasNessuna valutazione finora
- ValanceDocumento1 paginaValanceMauricio Antonio VargasNessuna valutazione finora
- Curriculum Vitae Modelo1 OscuroDocumento1 paginaCurriculum Vitae Modelo1 OscuroRilopezNessuna valutazione finora
- Dron para inspección de áreas de difícil accesoDocumento5 pagineDron para inspección de áreas de difícil accesoMauricio Antonio VargasNessuna valutazione finora
- Rango de Una MatrizDocumento18 pagineRango de Una MatrizHurias Dzib MisNessuna valutazione finora
- Practicas MicroDocumento6 paginePracticas MicroMauricio Antonio VargasNessuna valutazione finora
- AMEFDocumento15 pagineAMEFRobert Hernando Rojas Torres100% (4)
- Taller de InvDocumento7 pagineTaller de InvMartin DiazNessuna valutazione finora
- Propiedad de Los Materiales PDFDocumento9 paginePropiedad de Los Materiales PDFMauricio Antonio VargasNessuna valutazione finora
- Format Oapa GeneralDocumento1 paginaFormat Oapa GeneralMauricio Antonio VargasNessuna valutazione finora
- Formato Apa GeneralDocumento18 pagineFormato Apa GeneralJonathan' Cuotto Dellán'Nessuna valutazione finora
- 1 6 Punto de EquilibrioDocumento3 pagine1 6 Punto de EquilibrioMauricio Antonio VargasNessuna valutazione finora
- Texto Cs Naturales 7Documento242 pagineTexto Cs Naturales 7Mauricio Antonio Vargas100% (1)
- Unidad 3 Logistica y Cadenas de SuministroDocumento1 paginaUnidad 3 Logistica y Cadenas de SuministroMauricio Antonio VargasNessuna valutazione finora
- 1 6 Punto de EquilibrioDocumento3 pagine1 6 Punto de EquilibrioMauricio Antonio VargasNessuna valutazione finora
- Reciclaje PET ayuda al medio ambienteDocumento14 pagineReciclaje PET ayuda al medio ambienteMauricio Antonio VargasNessuna valutazione finora
- 5 SustentabilidadDocumento17 pagine5 SustentabilidadMauricio Antonio VargasNessuna valutazione finora
- 1 6 Punto de EquilibrioDocumento21 pagine1 6 Punto de EquilibrioMauricio Antonio VargasNessuna valutazione finora
- Carátula IndustrialDocumento1 paginaCarátula IndustrialMauricio Antonio VargasNessuna valutazione finora
- OrganizaciónDocumento1 paginaOrganizaciónmauricioNessuna valutazione finora
- Informe 5 Encuesta de Percepcion SocioambientalDocumento9 pagineInforme 5 Encuesta de Percepcion SocioambientalSherezadeCRNessuna valutazione finora
- Atencion Tutorial IntegralDocumento37 pagineAtencion Tutorial IntegralDaniel Dionicio100% (1)
- Ley de Hooke en sólidos elásticosDocumento5 pagineLey de Hooke en sólidos elásticosTaniaEscobarNessuna valutazione finora
- Ley Olimpia reconoce violencia digital en MéxicoDocumento1 paginaLey Olimpia reconoce violencia digital en MéxicoLilian Gabriela Mendoza CrisostomoNessuna valutazione finora
- Yuval Noah Harari - SapiensDocumento10 pagineYuval Noah Harari - Sapienskarina.kocNessuna valutazione finora
- Resumen de Sistemas de Informacion GerencialDocumento58 pagineResumen de Sistemas de Informacion Gerencialanon_426267517Nessuna valutazione finora
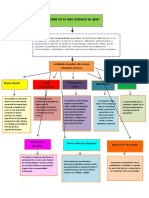
- CÓMO SER UN BUEN ESTUDIANTE EN LÍNEA Mapa ConceptualDocumento1 paginaCÓMO SER UN BUEN ESTUDIANTE EN LÍNEA Mapa ConceptualEsthela FloresNessuna valutazione finora
- Manual de Entrevista de SelecciónDocumento19 pagineManual de Entrevista de SelecciónNenitha BlancoNessuna valutazione finora
- Rolando Garcia - Interdisciplinariedad y Sistemas ComplejosDocumento5 pagineRolando Garcia - Interdisciplinariedad y Sistemas ComplejosDaniel Adrian Ruiz SibajaNessuna valutazione finora
- Ensayo Sobre La Ley PenalDocumento6 pagineEnsayo Sobre La Ley PenalTransportes SalinasNessuna valutazione finora
- Betsabe H. García PedagogíaDocumento34 pagineBetsabe H. García PedagogíaRoman Alzate 619Nessuna valutazione finora
- Caso Clinico Cirrosis HepaticaDocumento9 pagineCaso Clinico Cirrosis HepaticaJoel BurgosNessuna valutazione finora
- Afi2 U4 A1 AjvgDocumento8 pagineAfi2 U4 A1 AjvgJaniz VázquezNessuna valutazione finora
- Ejercicio Plastic ContainersDocumento1 paginaEjercicio Plastic ContainersFrancisco GomezNessuna valutazione finora
- Raíces griegas y sufijos médicosDocumento16 pagineRaíces griegas y sufijos médicosJBrayan Chuquicallata ZapanaNessuna valutazione finora
- Compresor de dos etapas: análisis experimentalDocumento30 pagineCompresor de dos etapas: análisis experimentalBrandon ColquiNessuna valutazione finora
- Valor dinero-tasa interésDocumento24 pagineValor dinero-tasa interésFelipeNessuna valutazione finora
- Fdocuments - MX Apuntes Shambhala Sistema de Sanacion Multidimensional Manual VerdaderoDocumento143 pagineFdocuments - MX Apuntes Shambhala Sistema de Sanacion Multidimensional Manual VerdaderoJoana Navarro FuentesNessuna valutazione finora
- MA PA 001 Manejo de Derrames Ver04Documento8 pagineMA PA 001 Manejo de Derrames Ver04Daniel Vidarte BravoNessuna valutazione finora
- Semiologia de Dolor Abdominal PDFDocumento25 pagineSemiologia de Dolor Abdominal PDFEladio PerezNessuna valutazione finora
- Piaget Adquisición Del LenguajeDocumento2 paginePiaget Adquisición Del LenguajeLuisana VallejosNessuna valutazione finora
- Semana Del 19 Al 23 de Julio - Lectura Critica 11Documento5 pagineSemana Del 19 Al 23 de Julio - Lectura Critica 11Yelitza MendezNessuna valutazione finora
- Analisis PropagandiaDocumento3 pagineAnalisis PropagandiaJimenaNessuna valutazione finora
- La Toma de DesicionesDocumento12 pagineLa Toma de DesicionesGimena LeónNessuna valutazione finora
- Miasmas HomeopáticosDocumento3 pagineMiasmas Homeopáticosnachos_510% (1)
- GeryDocumento3 pagineGeryElvis VargasNessuna valutazione finora
- Semana 6 Actividad 02 2Documento3 pagineSemana 6 Actividad 02 2JEFFREY CRISTIAN TOCAS VALERONessuna valutazione finora
- OracionesincompletasDocumento11 pagineOracionesincompletasLuis SoberonNessuna valutazione finora
- Semana de Reyes Mayos 9 Al 13 de EneroDocumento8 pagineSemana de Reyes Mayos 9 Al 13 de EneroFernanda NolascoNessuna valutazione finora
- Afrodescendientes en Entre Ríos: oralidad e historia de Ingeniero SajaroffDocumento22 pagineAfrodescendientes en Entre Ríos: oralidad e historia de Ingeniero SajaroffMalena MastricchioNessuna valutazione finora
- El ConstitucionalismoDocumento11 pagineEl ConstitucionalismolobofrancoNessuna valutazione finora