Potrebbero piacerti anche
- Instruçao Tecnica Modelo PMDocumento2 pagineInstruçao Tecnica Modelo PMRodrigo PizarroNessuna valutazione finora
- Ensaio magnético partículas junta ânguloDocumento3 pagineEnsaio magnético partículas junta ânguloFabio Henrique SantosNessuna valutazione finora
- Líqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Documento5 pagineLíqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Claudio BonzeNessuna valutazione finora
- Ultrassom vaso pressão 65°CDocumento3 pagineUltrassom vaso pressão 65°CFabricio TorresNessuna valutazione finora
- IT-020 - Instrução Técnica LP - Colorido - InoxDocumento3 pagineIT-020 - Instrução Técnica LP - Colorido - InoxCleiton BuzeliNessuna valutazione finora
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 pagineIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaNessuna valutazione finora
- Instrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoDocumento4 pagineInstrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoEduardo SonodaNessuna valutazione finora
- Ensaio Visual Solda Exame PráticoDocumento2 pagineEnsaio Visual Solda Exame PráticoRScarlate100% (1)
- Questionario Geral de LPDocumento36 pagineQuestionario Geral de LPPatrik AlmeidaNessuna valutazione finora
- Prova LPDocumento10 pagineProva LPFelipe de Aragona100% (1)
- Instrução Técnica LP Questões 1 e 2Documento24 pagineInstrução Técnica LP Questões 1 e 2Andre SenosNessuna valutazione finora
- Question Rio de Ensaio Visual de SoldaDocumento4 pagineQuestion Rio de Ensaio Visual de Soldamarcelojcoelho1573100% (1)
- Teste de Líquido PenetranteDocumento1 paginaTeste de Líquido PenetranteFrancisco JúniorNessuna valutazione finora
- Prova Específica: 100078 / 0001 LP-N2: InstruçõesDocumento5 pagineProva Específica: 100078 / 0001 LP-N2: InstruçõescelsoNessuna valutazione finora
- Ensaio END tubulação 18Documento2 pagineEnsaio END tubulação 18denisonmachado100% (1)
- Inspeção Por Correntes ParasitasDocumento25 pagineInspeção Por Correntes ParasitasCarlos BernussiNessuna valutazione finora
- ACFM - ProvaDocumento5 pagineACFM - ProvamarciovanessaNessuna valutazione finora
- Instruções de segurança e operação do USM 35Documento15 pagineInstruções de segurança e operação do USM 35Silva Tiago100% (1)
- Prova n1 Simulado p2Documento12 pagineProva n1 Simulado p2Celso Brito100% (1)
- Liquido PenetranteDocumento5 pagineLiquido PenetranteSharyse Cristina CimelliNessuna valutazione finora
- Ensaio líquido penetranteDocumento13 pagineEnsaio líquido penetranteLeonardo ArlochiNessuna valutazione finora
- Prova Teórica Específica US-N1-ME-2 3Documento5 pagineProva Teórica Específica US-N1-ME-2 3cleytonws100% (1)
- Questionário de Ensaio Visual de Soldas Teórica Geral 1Documento16 pagineQuestionário de Ensaio Visual de Soldas Teórica Geral 1sergio100% (3)
- Prova técnica USDocumento3 pagineProva técnica USCarlos WagnerNessuna valutazione finora
- Questão Teórica Específico - LPDocumento6 pagineQuestão Teórica Específico - LPGilvan SantosNessuna valutazione finora
- Líquido Penetrante N2 Teórico Geral (ABENDI)Documento7 pagineLíquido Penetrante N2 Teórico Geral (ABENDI)Claudio Bonze100% (1)
- Teste de Avaliação Mediçao de Espessuras Por UltraDocumento6 pagineTeste de Avaliação Mediçao de Espessuras Por UltraJoao Rocha100% (1)
- Questionario EVSDocumento18 pagineQuestionario EVScouto_rsNessuna valutazione finora
- FOrmulario de IT - LPDocumento1 paginaFOrmulario de IT - LPCaio ErnaneNessuna valutazione finora
- US Solda PR011 Rev11 PDFDocumento29 pagineUS Solda PR011 Rev11 PDFJose De Arimateia Ferreira100% (1)
- Instrução Técnica de END - US Chapa CladeadaDocumento3 pagineInstrução Técnica de END - US Chapa CladeadaFabricio TorresNessuna valutazione finora
- Prova LP N2 Teórico EspecíficoDocumento10 pagineProva LP N2 Teórico EspecíficoLuiz Eugênio dos Reis GomesNessuna valutazione finora
- Ensaio por líquido penetrante N2 segundo teórico geral (ABENDIDocumento7 pagineEnsaio por líquido penetrante N2 segundo teórico geral (ABENDIClaudio Bonze100% (1)
- VALORES ABENDI - FMP-014-AF - Rev43 - Tabela Exames de Qualificação - SNQC Jan Dez 2023 - SITEDocumento3 pagineVALORES ABENDI - FMP-014-AF - Rev43 - Tabela Exames de Qualificação - SNQC Jan Dez 2023 - SITEcp3outletNessuna valutazione finora
- Ensaio visualDocumento13 pagineEnsaio visualFrancisco ReginaldoNessuna valutazione finora
- Procedimento MFLDocumento7 pagineProcedimento MFLHugo RanquiniNessuna valutazione finora
- Questionário de PM ABENDEDocumento46 pagineQuestionário de PM ABENDEalexislobo100% (2)
- Medição de espessura por ultra-somDocumento6 pagineMedição de espessura por ultra-somFabio CavalcanteNessuna valutazione finora
- 01 - 2008 - Apostila de AVG DGSDocumento59 pagine01 - 2008 - Apostila de AVG DGSDylkanWings100% (1)
- Medição de Espessura por Ultra-somDocumento5 pagineMedição de Espessura por Ultra-somheliohwt100% (3)
- Questões - Liquido PenetranteDocumento119 pagineQuestões - Liquido PenetranteTécnico XXX67% (3)
- Apostila de LPDocumento19 pagineApostila de LPDjalma MattosNessuna valutazione finora
- Questoes TwiDocumento4 pagineQuestoes Twisrspinto100% (1)
- UTS-260 Ultrassom Portátil Detector FalhasDocumento5 pagineUTS-260 Ultrassom Portátil Detector FalhasEng_EgleNessuna valutazione finora
- PR 015Documento10 paginePR 015Sidnei RodriguesNessuna valutazione finora
- Prova Teorica Especifica Us N1-M.e. - Prova. 1Documento4 pagineProva Teorica Especifica Us N1-M.e. - Prova. 1cleytonws100% (1)
- Pte GDK 2Documento2 paginePte GDK 2CesarCoutoNessuna valutazione finora
- Questionário Abendi LPDocumento15 pagineQuestionário Abendi LPjonathan wesley da costa100% (3)
- PR 036 PDFDocumento6 paginePR 036 PDFEden SarmentoNessuna valutazione finora
- Questionário Sobre Líquidos PenetrantesDocumento3 pagineQuestionário Sobre Líquidos PenetrantesLuciana Costa100% (2)
- Guia Prático US N2Documento25 pagineGuia Prático US N2Flávio Roberto Borges LimaNessuna valutazione finora
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003Documento2 pagineCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003leonardo_barros_48100% (1)
- Ultrassom em Solda ProcedimentoDocumento12 pagineUltrassom em Solda ProcedimentoEzequiel CastilhoniNessuna valutazione finora
- Líquido penetrante procedimento ENDDocumento40 pagineLíquido penetrante procedimento ENDOemil AmorimNessuna valutazione finora
- PR-001 Rev12Documento39 paginePR-001 Rev12MARCIANessuna valutazione finora
- Manual Líquido PenetranteDocumento40 pagineManual Líquido PenetranteMarcio da SilvaNessuna valutazione finora
- Procedimento LPDocumento6 pagineProcedimento LPantoniolagoNessuna valutazione finora
- PR 001Documento40 paginePR 001Italo MenezesNessuna valutazione finora
- PR-001 Rev7 - LPDocumento8 paginePR-001 Rev7 - LPJeffersonCorreiaNessuna valutazione finora
- Procedimento LP - AbendiDocumento40 pagineProcedimento LP - Abendibarach.engenhariaNessuna valutazione finora
- Catalogo Tecnico Conecçoes PDFDocumento25 pagineCatalogo Tecnico Conecçoes PDFRafaelMeciasNessuna valutazione finora
- Processos Industriais SegurosDocumento52 pagineProcessos Industriais Segurosmkvl1987Nessuna valutazione finora
- Guia completo para escolher e comprar aço inoxidávelDocumento14 pagineGuia completo para escolher e comprar aço inoxidávelKauê VelhoNessuna valutazione finora
- Preços exames qualificação 2018Documento4 paginePreços exames qualificação 2018AdilsonCostaNessuna valutazione finora
- Excelência Na QualidadeDocumento16 pagineExcelência Na QualidadeAdilsonCostaNessuna valutazione finora
- Backings cerâmicos MSDSDocumento3 pagineBackings cerâmicos MSDSAdilsonCostaNessuna valutazione finora
- Teste pressão vasos caldeirasDocumento15 pagineTeste pressão vasos caldeirasPedro HenriqueNessuna valutazione finora
- Ebook 1 PDFDocumento58 pagineEbook 1 PDFShirlei AlvesNessuna valutazione finora
- TCC - 042 - 2010 Controle de QualidadeDocumento101 pagineTCC - 042 - 2010 Controle de QualidadejefersonjajNessuna valutazione finora
- Guia Aceleradoras STBR 2016 - v2 1Documento28 pagineGuia Aceleradoras STBR 2016 - v2 1AdilsonCostaNessuna valutazione finora
- Catalogo Tabela Pesos e MedidasDocumento40 pagineCatalogo Tabela Pesos e MedidasScarduelliNessuna valutazione finora
- Catálogo de 50 hortaliças brasileirasDocumento60 pagineCatálogo de 50 hortaliças brasileirasArlene100% (1)
- Xtreme CoachingDocumento13 pagineXtreme CoachingAdilsonCostaNessuna valutazione finora
- Weld Inox E308 17Documento1 paginaWeld Inox E308 17AdilsonCostaNessuna valutazione finora
- Inspetor de Soldagem 2Documento3 pagineInspetor de Soldagem 2AdilsonCostaNessuna valutazione finora
- Montagem de EquipamentoDocumento2 pagineMontagem de EquipamentoAdilsonCostaNessuna valutazione finora
- Tecnicas de Apresentação Presencial e OnlineDocumento28 pagineTecnicas de Apresentação Presencial e OnlineAndréa LimaNessuna valutazione finora
- CoachingDocumento154 pagineCoachingk3nn3dy18Nessuna valutazione finora
- Entenda o Que É A Taxa SELICDocumento2 pagineEntenda o Que É A Taxa SELICAdilsonCostaNessuna valutazione finora
- Entenda o Que É A Taxa SELICDocumento2 pagineEntenda o Que É A Taxa SELICAdilsonCostaNessuna valutazione finora
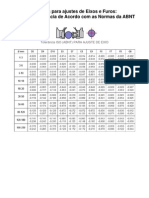
- Tabelas para Ajustes Eixos FurosDocumento4 pagineTabelas para Ajustes Eixos FurosRone CarvalhoNessuna valutazione finora
- Boas Práticas Soldagem Tub Inox Duplex Superduplex GTAWDocumento42 pagineBoas Práticas Soldagem Tub Inox Duplex Superduplex GTAWMarleneLopesNessuna valutazione finora
- Zamak: Ligas Metálicas de Baixo Custo com Zinco para FundiçãoDocumento18 pagineZamak: Ligas Metálicas de Baixo Custo com Zinco para FundiçãoIsmar PortesNessuna valutazione finora
- Materiais Indústria Química CorrosãoDocumento105 pagineMateriais Indústria Química CorrosãoGuilherme Dos Santos MoreiraNessuna valutazione finora
- Requisitos e especificações para guarda-corpos de acordo com a NBR 14718Documento7 pagineRequisitos e especificações para guarda-corpos de acordo com a NBR 14718omar soukiNessuna valutazione finora
- 1,3-Propanodiol Projeto IIDocumento165 pagine1,3-Propanodiol Projeto IIAndreia BrandãoNessuna valutazione finora
- Aplicações e usos do estanho em ligas e folha-de-flandresDocumento19 pagineAplicações e usos do estanho em ligas e folha-de-flandresFabrício SouzaNessuna valutazione finora
- Química 01 - Fatores que influenciam a rapidez das transformações químicasDocumento64 pagineQuímica 01 - Fatores que influenciam a rapidez das transformações químicasfernandalinsNessuna valutazione finora
- Aços para NitretaçãoDocumento10 pagineAços para NitretaçãoFabio TolentinoNessuna valutazione finora
- Curso CEF - Materiais e PropriedadesDocumento8 pagineCurso CEF - Materiais e PropriedadesJosé TorresNessuna valutazione finora
- Princípios de Metalurgia Geral Sistemas CristalinosDocumento35 paginePrincípios de Metalurgia Geral Sistemas CristalinosDenis EspíndolaNessuna valutazione finora
- Daf - AbrasivosDocumento56 pagineDaf - AbrasivosAlan KennedeNessuna valutazione finora
- ENSAIO DE ESTANQUEIDADE POR GASES E LÍQUIDOSDocumento14 pagineENSAIO DE ESTANQUEIDADE POR GASES E LÍQUIDOSLucio BragaNessuna valutazione finora
- A História Do Metal Do Metal DuroDocumento15 pagineA História Do Metal Do Metal DuroEmilsonwernerNessuna valutazione finora
- 1 - Classificacao MateriaisDocumento11 pagine1 - Classificacao MateriaisManuel AlmeidaNessuna valutazione finora
- Curso Técnicas de SoldaDocumento35 pagineCurso Técnicas de SoldawillwandNessuna valutazione finora
- TCC Tarugos de Alumínio - CamilaDocumento102 pagineTCC Tarugos de Alumínio - CamilaEduardo DeakNessuna valutazione finora
- Graxas - Oilfield - C - JL - 9-17-PORTDocumento24 pagineGraxas - Oilfield - C - JL - 9-17-PORTLuiz Alberto Silva SantosNessuna valutazione finora
- 004 - Fissuração À QuenteDocumento0 pagine004 - Fissuração À QuenteRival Coelho CoelhoNessuna valutazione finora
- Aço Inox - Aplicações e EspecificaçãoDocumento49 pagineAço Inox - Aplicações e EspecificaçãoCarlos GermanoNessuna valutazione finora
- Ferramentas de corte: ângulos de incidência, cunha e saídaDocumento4 pagineFerramentas de corte: ângulos de incidência, cunha e saídahajisameNessuna valutazione finora
- Catalogo Brocas Dormer 2021 BRDocumento456 pagineCatalogo Brocas Dormer 2021 BRRonaldo de lima dinizNessuna valutazione finora
- Corrosão de Estruturas - Prof. Rafael MotaDocumento29 pagineCorrosão de Estruturas - Prof. Rafael MotaCarlos MequiliniNessuna valutazione finora
- Propriedades e Aplicações de Aços e Ligas MagnéticasDocumento54 paginePropriedades e Aplicações de Aços e Ligas MagnéticasMarciel AmorimNessuna valutazione finora
- Noções Básicas de AnodizaçãoDocumento13 pagineNoções Básicas de AnodizaçãoFrancisco RochaNessuna valutazione finora
- Resumo Módulo Básico MMA #3Documento20 pagineResumo Módulo Básico MMA #3Matthew Flowers67% (3)
- Dimensionamento de alimentadores para fundiçãoDocumento24 pagineDimensionamento de alimentadores para fundiçãoC. A. RibeiroNessuna valutazione finora
- Aços-carbono e ligas: propriedades e aplicaçõesDocumento23 pagineAços-carbono e ligas: propriedades e aplicaçõesRayaneNessuna valutazione finora
- Filtros Industriais para Utilização em Vapor, Líquidos e Gases PDFDocumento16 pagineFiltros Industriais para Utilização em Vapor, Líquidos e Gases PDFCaroline ZimmermannNessuna valutazione finora
- Curso de Projeto de Moldes para PlásticosDocumento110 pagineCurso de Projeto de Moldes para PlásticosSidney Lins100% (1)
- SENAI CFP Alvimar Carneiro de Rezende CaldeirariaDocumento91 pagineSENAI CFP Alvimar Carneiro de Rezende CaldeirariaJONATAS MORAIS DE SOUZANessuna valutazione finora