Potrebbero piacerti anche
- (E-101) Heat Exchangers - Rev.4 PDFDocumento32 pagine(E-101) Heat Exchangers - Rev.4 PDFmihir_jha2Nessuna valutazione finora
- Tank Specification OGDocumento28 pagineTank Specification OGMadhesh RajuNessuna valutazione finora
- METROLOGY JNTUK Mech III - IIDocumento103 pagineMETROLOGY JNTUK Mech III - IIRajesh Shah0% (3)
- TES-311D1 Rev 1 - STD Details For Vessels and ExchDocumento64 pagineTES-311D1 Rev 1 - STD Details For Vessels and ExchiplaruffNessuna valutazione finora
- 5.4.2 Engineering Spec Pressure Vessel - NewDocumento52 pagine5.4.2 Engineering Spec Pressure Vessel - Newandrieysyah2525Nessuna valutazione finora
- Specification Pressure VesselDocumento122 pagineSpecification Pressure VesselNoman Abu-Farha0% (1)
- (A-165-EL) Eng'g Spec For Design Loads - Rev.3 PDFDocumento25 pagine(A-165-EL) Eng'g Spec For Design Loads - Rev.3 PDFmihir_jha2Nessuna valutazione finora
- Low Pressure and Ammonia Storage Tank: Engineering Standard Specification FORDocumento11 pagineLow Pressure and Ammonia Storage Tank: Engineering Standard Specification FORHamid MansouriNessuna valutazione finora
- D475a BulldozerDocumento1.548 pagineD475a Bulldozertincho_0026100% (3)
- Railing Glass Detail Calculation-1.75 KpaDocumento7 pagineRailing Glass Detail Calculation-1.75 KpaSufiyan ShaikhNessuna valutazione finora
- TQ - Air Fin Cooler (CS) - ModificationDocumento6 pagineTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNessuna valutazione finora
- SEL-TBD-O-CA-001 R0 Process Simulation Report SignedDocumento12 pagineSEL-TBD-O-CA-001 R0 Process Simulation Report Signedahmad santosoNessuna valutazione finora
- D-211 - Pressure Vessel Design and Fab SpecDocumento17 pagineD-211 - Pressure Vessel Design and Fab SpecGidel RinconNessuna valutazione finora
- 8015-0151-SECL-00-000-ME-BD-00004 - 02 - Design Basis For Rotating and Package Equipment PDFDocumento26 pagine8015-0151-SECL-00-000-ME-BD-00004 - 02 - Design Basis For Rotating and Package Equipment PDFDamiano TondelliNessuna valutazione finora
- ELT-01-EP-TS-0005 - Specification For Manual Valve - R0Documento20 pagineELT-01-EP-TS-0005 - Specification For Manual Valve - R0jorgekarlosprNessuna valutazione finora
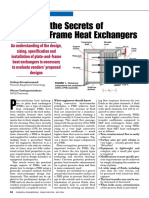
- Design of Plate & Frame HEXsDocumento7 pagineDesign of Plate & Frame HEXsChem.EnggNessuna valutazione finora
- Flare BloDocumento14 pagineFlare BloKalyana AyyaswamyNessuna valutazione finora
- ANZ Technical Guide Heat Exchanger Desig PDFDocumento123 pagineANZ Technical Guide Heat Exchanger Desig PDFgiovanni perozziNessuna valutazione finora
- (D-301) General Requirement in Equipment Installation - Rev.4 PDFDocumento11 pagine(D-301) General Requirement in Equipment Installation - Rev.4 PDFmihir_jha2Nessuna valutazione finora
- Technical Specification - LPG HeaterDocumento94 pagineTechnical Specification - LPG Heaterhbsheen100% (1)
- IPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ADocumento3 pagineIPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ANikhil KarkeraNessuna valutazione finora
- Nozzle Calculation - Primary Reformer Stack-R0Documento22 pagineNozzle Calculation - Primary Reformer Stack-R0Aditya Jain100% (1)
- Data Sheet N2 BottleDocumento5 pagineData Sheet N2 BottleandrianoNessuna valutazione finora
- Guide For VesselDocumento41 pagineGuide For Vesseltutuionut100% (1)
- Rubber LinedDocumento6 pagineRubber LinedPrasanta Kumar BeheraNessuna valutazione finora
- 6684-EQS-101-CA-0001 - 000 - 03 - Contractor's Scope of Work - Static EquiDocumento15 pagine6684-EQS-101-CA-0001 - 000 - 03 - Contractor's Scope of Work - Static EquiAvinash ShuklaNessuna valutazione finora
- ZAU 256 MS 2105 00003 0001 A01 Datasheet For Produced Water Storage Vessel (V 8421)Documento6 pagineZAU 256 MS 2105 00003 0001 A01 Datasheet For Produced Water Storage Vessel (V 8421)Vijayaraj KumarNessuna valutazione finora
- H-Pile Design 1518Documento22 pagineH-Pile Design 1518Danny LamNessuna valutazione finora
- MS-6.1 Piping SupportsDocumento19 pagineMS-6.1 Piping SupportsLe Thanh HaiNessuna valutazione finora
- GS126-2 Air-Cooled Heat Exchangers To API 661Documento46 pagineGS126-2 Air-Cooled Heat Exchangers To API 661DH B67% (3)
- ExchangersDocumento64 pagineExchangersRathnakrajaNessuna valutazione finora
- Method Statement For ACC BHELDocumento7 pagineMethod Statement For ACC BHELHsebepl NkNessuna valutazione finora
- B.4.2 - General Spec For Pressure VesselsDocumento30 pagineB.4.2 - General Spec For Pressure VesselsDinesh VaghelaNessuna valutazione finora
- 5ST0307 - 017-T1-Me-Das-259 - 1 PDFDocumento5 pagine5ST0307 - 017-T1-Me-Das-259 - 1 PDFRishabh Verma100% (1)
- Shell Type Fired Steam Generating PlantDocumento29 pagineShell Type Fired Steam Generating Plantahmed sobhy0% (1)
- Grouts & AnchorsDocumento6 pagineGrouts & Anchorseng_osamahazaymehNessuna valutazione finora
- Tubular Heat Exchanger Rating Sheet: Start o 2 o o 3 2 o 2 oDocumento1 paginaTubular Heat Exchanger Rating Sheet: Start o 2 o o 3 2 o 2 oSIVANessuna valutazione finora
- (D-103) Fractionating Trays - Rev1 PDFDocumento10 pagine(D-103) Fractionating Trays - Rev1 PDFmihir_jha2Nessuna valutazione finora
- PU P ROA02164227803 DE ME DTA 001 01 B - Tank - 200m3 - R5 PDFDocumento8 paginePU P ROA02164227803 DE ME DTA 001 01 B - Tank - 200m3 - R5 PDFDDA7Nessuna valutazione finora
- SAD Steam Atomising Desuperheater-Installation Maintenance ManualDocumento20 pagineSAD Steam Atomising Desuperheater-Installation Maintenance ManualparykoochakNessuna valutazione finora
- Data Sheet For Absorber Reflux Drum (GTPT-V-250-003)Documento4 pagineData Sheet For Absorber Reflux Drum (GTPT-V-250-003)Mohamed hamza souissiNessuna valutazione finora
- A 02Documento30 pagineA 02senioor2004Nessuna valutazione finora
- Datasheet For FiltersDocumento13 pagineDatasheet For FiltersAntonio MendesNessuna valutazione finora
- KST GasketsDocumento42 pagineKST Gasketsmihir_jha2Nessuna valutazione finora
- No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDocumento38 pagineNo.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDarshan PanchalNessuna valutazione finora
- Packing MachineDocumento9 paginePacking Machinemiha3la33Nessuna valutazione finora
- (E-104) Air Cooled Heat Exchangers - Rev1 PDFDocumento13 pagine(E-104) Air Cooled Heat Exchangers - Rev1 PDFmihir_jha2Nessuna valutazione finora
- Edo-cal-me-gnr-Int-xxx-014-216-244-Rev.a-heating Coil and Suction Heater Calculatin Report For Crude Oil Storage TankDocumento13 pagineEdo-cal-me-gnr-Int-xxx-014-216-244-Rev.a-heating Coil and Suction Heater Calculatin Report For Crude Oil Storage TankErol DAĞNessuna valutazione finora
- Gas Chiller Datasheet PDFDocumento2 pagineGas Chiller Datasheet PDFidilfitriNessuna valutazione finora
- Tech. Spec. For Heat ExchangersDocumento5 pagineTech. Spec. For Heat Exchangerssanjay421Nessuna valutazione finora
- (D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFDocumento8 pagine(D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFmihir_jha2Nessuna valutazione finora
- (D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFDocumento8 pagine(D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFmihir_jha2Nessuna valutazione finora
- B - 4.5 - 44LK-5100-00-V.02-0102-A4-General Spec For Heat ExchangersDocumento22 pagineB - 4.5 - 44LK-5100-00-V.02-0102-A4-General Spec For Heat ExchangersAnitNessuna valutazione finora
- Volvo Penta MD 2020Documento2 pagineVolvo Penta MD 2020Tullio Opatti100% (1)
- F.O.B Cost Estimation of Shell and Tube Heat Exchangers: Surface Area Per ShellDocumento9 pagineF.O.B Cost Estimation of Shell and Tube Heat Exchangers: Surface Area Per ShellVINOD KAMBLENessuna valutazione finora
- 761-V-103 (Vessel With Demister), PDFDocumento1 pagina761-V-103 (Vessel With Demister), PDFAlvin SmithNessuna valutazione finora
- DJM-MBA-PCS-CA-018 LPG On-Spec Storage REV-BDocumento3 pagineDJM-MBA-PCS-CA-018 LPG On-Spec Storage REV-BDIANTORONessuna valutazione finora
- VEDST003 - Shell and Tube Heat Exchanger Specification SheetDocumento23 pagineVEDST003 - Shell and Tube Heat Exchanger Specification SheetyuganterNessuna valutazione finora
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Documento5 pagine18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaNessuna valutazione finora
- Studded Outlet HSB News Letter PDFDocumento4 pagineStudded Outlet HSB News Letter PDFG.SWAMINessuna valutazione finora
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Documento22 pagine15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuNessuna valutazione finora
- Index - Amendment To TBPDocumento4 pagineIndex - Amendment To TBPVineet 01Nessuna valutazione finora
- Air&gas-Design Pr.29576Documento18 pagineAir&gas-Design Pr.29576JKKNessuna valutazione finora
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocumento7 pagineEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalNessuna valutazione finora
- MES ST 1002 - SaddleDocumento2 pagineMES ST 1002 - SaddleDarshan PanchalNessuna valutazione finora
- 16 B 06 HDocumento20 pagine16 B 06 HVaibhav Bhoir0% (1)
- VP 3209 e 031a 02 0013 Rev.dDocumento254 pagineVP 3209 e 031a 02 0013 Rev.dSuryaprakashNessuna valutazione finora
- Tall Vertical ColumnsDocumento2 pagineTall Vertical ColumnsMas Arman TewoNessuna valutazione finora
- Analysis of Dished Head and Skirt Joint of Pressure Vessel Using FEA MethodDocumento4 pagineAnalysis of Dished Head and Skirt Joint of Pressure Vessel Using FEA MethodIJSTENessuna valutazione finora
- Tbe For Osbl (SBS)Documento5 pagineTbe For Osbl (SBS)benidbb100% (3)
- PACE Structured Column Packings: Datasheet For Existing ColumnDocumento2 paginePACE Structured Column Packings: Datasheet For Existing ColumnAabbhas GargNessuna valutazione finora
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Da EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockNessuna valutazione finora
- (K-101X) Eng'g Spec For Instrumentation For Package Equipment - Rev.4 PDFDocumento46 pagine(K-101X) Eng'g Spec For Instrumentation For Package Equipment - Rev.4 PDFmihir_jha2100% (1)
- (D-112) Marking For Vessels Heat Exchangers - Rev.3 PDFDocumento8 pagine(D-112) Marking For Vessels Heat Exchangers - Rev.3 PDFmihir_jha2Nessuna valutazione finora
- A9R1m27qv2 n1gwh0 860 PDFDocumento1 paginaA9R1m27qv2 n1gwh0 860 PDFmihir_jha2Nessuna valutazione finora
- Ullmann Filtration FundamentalsDocumento33 pagineUllmann Filtration FundamentalspastorgeeNessuna valutazione finora
- (FB-101) Spec For Atmospheric Storage Tanks - Rev.4 PDFDocumento31 pagine(FB-101) Spec For Atmospheric Storage Tanks - Rev.4 PDFmihir_jha2Nessuna valutazione finora
- (E-111) Steam Surface Condenser - Rev.2 PDFDocumento17 pagine(E-111) Steam Surface Condenser - Rev.2 PDFmihir_jha2Nessuna valutazione finora
- (D-307) Tray Assembling Work - Rev.2 PDFDocumento15 pagine(D-307) Tray Assembling Work - Rev.2 PDFmihir_jha2Nessuna valutazione finora
- (FB-102) Spec For Spheres Fabrication - Rev.3 PDFDocumento8 pagine(FB-102) Spec For Spheres Fabrication - Rev.3 PDFmihir_jha2Nessuna valutazione finora
- (D-311) Filling Work For Vessel - Rev.3 PDFDocumento8 pagine(D-311) Filling Work For Vessel - Rev.3 PDFmihir_jha2Nessuna valutazione finora
- (D-202) Inspection and Tests of Vessels and Heat Exchangers - Rev.4 PDFDocumento22 pagine(D-202) Inspection and Tests of Vessels and Heat Exchangers - Rev.4 PDFmihir_jha2Nessuna valutazione finora
- (D-303) Installation of Vessel Heat Exchanger - Rev.3 PDFDocumento9 pagine(D-303) Installation of Vessel Heat Exchanger - Rev.3 PDFmihir_jha2Nessuna valutazione finora
- M&Y Values 1-2010Documento7 pagineM&Y Values 1-2010mihir_jha2Nessuna valutazione finora
- Design Calculation 024-C-003Documento605 pagineDesign Calculation 024-C-003mihir_jha2Nessuna valutazione finora
- Insulation & FireproofingDocumento1 paginaInsulation & Fireproofingmihir_jha2Nessuna valutazione finora
- Flexitallic Spiral Wound Gasket MaterialsDocumento1 paginaFlexitallic Spiral Wound Gasket Materialsmihir_jha2Nessuna valutazione finora
- Karamchandani Gupta Amortiguamiento en Torres de ProcesoDocumento4 pagineKaramchandani Gupta Amortiguamiento en Torres de ProcesocorneliortizNessuna valutazione finora
- Mihirjha LatestDocumento3 pagineMihirjha Latestmihir_jha2Nessuna valutazione finora
- Robotics and Vision SystemDocumento64 pagineRobotics and Vision Systemasuras1234Nessuna valutazione finora
- Kayaba B0240-18027 - 2Documento4 pagineKayaba B0240-18027 - 2TSPSRL Import ExportNessuna valutazione finora
- Screwdriver InnovationDocumento4 pagineScrewdriver InnovationSaurabh KwatraNessuna valutazione finora
- 4th Generation Subaru Legacy Rear Wheel Bearing Replacement Walk-Through (Final With Pics)Documento11 pagine4th Generation Subaru Legacy Rear Wheel Bearing Replacement Walk-Through (Final With Pics)pausenotNessuna valutazione finora
- 5 EE70 E83 D 01Documento46 pagine5 EE70 E83 D 01darkminion_17Nessuna valutazione finora
- Parts List: Denim Pro Model BL 18Documento19 pagineParts List: Denim Pro Model BL 18David GarnerNessuna valutazione finora
- C-4100NC 524-96101 To 524-Xxxxx Parts ManualDocumento91 pagineC-4100NC 524-96101 To 524-Xxxxx Parts ManualMuhammad FarabiNessuna valutazione finora
- Formula RioDocumento11 pagineFormula RioMoad BouzidaNessuna valutazione finora
- Inspection, Test, Marking and RecordsDocumento10 pagineInspection, Test, Marking and RecordssuryaNessuna valutazione finora
- Failure Analysis of An Overhead Travelin PDFDocumento11 pagineFailure Analysis of An Overhead Travelin PDFRadit and bambangNessuna valutazione finora
- Ball Valves StandardDocumento1 paginaBall Valves StandardAbdullah FazilNessuna valutazione finora
- Dinamika - 4 Kinetika Benda Tegar - Gaya Percepatan IIDocumento19 pagineDinamika - 4 Kinetika Benda Tegar - Gaya Percepatan IIAnonymous UwdDHhYUNessuna valutazione finora
- Taijune Fire Tube Steam BoilerDocumento8 pagineTaijune Fire Tube Steam BoilerAjay GoswamiNessuna valutazione finora
- Accessories: Fields of Application Professional Ground ScrewsDocumento18 pagineAccessories: Fields of Application Professional Ground ScrewsMarta GameiroNessuna valutazione finora
- API - FB (Cavity Relief)Documento5 pagineAPI - FB (Cavity Relief)rossifrancescoNessuna valutazione finora
- List of Forces To Be Considered While Designing A Well Foundation Are As Follow1Documento2 pagineList of Forces To Be Considered While Designing A Well Foundation Are As Follow1jagadeshNessuna valutazione finora
- Vibration AnalysisDocumento29 pagineVibration AnalysisSushanthNessuna valutazione finora
- Mid 130 Presure SensorDocumento9 pagineMid 130 Presure SensorAbo Fraj100% (1)
- Cooling System in IC Engine - Types, Advantages, Disadvantages (PDF)Documento7 pagineCooling System in IC Engine - Types, Advantages, Disadvantages (PDF)Shivam SinghNessuna valutazione finora
- Spray DrierDocumento10 pagineSpray DrierSandi ApriandiNessuna valutazione finora
- Economic Surge Tank DesignDocumento6 pagineEconomic Surge Tank DesigncsimsekNessuna valutazione finora
- Bala CVDocumento3 pagineBala CVMukesh RavalNessuna valutazione finora