Potrebbero piacerti anche
- Unit 6: 121.41in 3084mm 33.7in 854.8mmDocumento2 pagineUnit 6: 121.41in 3084mm 33.7in 854.8mmAlfonso LópezNessuna valutazione finora
- Kura 13.03.2019 25.03.2019 06.11.2018 KURA KuraDocumento1 paginaKura 13.03.2019 25.03.2019 06.11.2018 KURA KuraAlfonso LópezNessuna valutazione finora
- 40 00001 B Piping Complete: RevisionsDocumento1 pagina40 00001 B Piping Complete: RevisionsAlfonso LópezNessuna valutazione finora
- (Name and Address of Manufacturer) : Body Flanges On ShellsDocumento3 pagine(Name and Address of Manufacturer) : Body Flanges On ShellsAlfonso LópezNessuna valutazione finora
- Unit 6: 121.41in 3084mm 33.7in 854.8mmDocumento2 pagineUnit 6: 121.41in 3084mm 33.7in 854.8mmAlfonso LópezNessuna valutazione finora
- Kura 13.03.2019 25.03.2019 06.11.2018 KURA KuraDocumento1 paginaKura 13.03.2019 25.03.2019 06.11.2018 KURA KuraAlfonso LópezNessuna valutazione finora
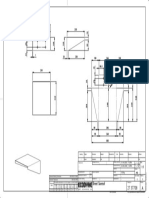
- 27 37635 B Motor Base PlateDocumento1 pagina27 37635 B Motor Base PlateAlfonso LópezNessuna valutazione finora
- 27 37635 B Motor Base PlateDocumento1 pagina27 37635 B Motor Base PlateAlfonso LópezNessuna valutazione finora
- Oficina3 29/03/2021: Drawn Checked QA MFG Approved DWG No TitleDocumento1 paginaOficina3 29/03/2021: Drawn Checked QA MFG Approved DWG No TitleAlfonso LópezNessuna valutazione finora
- 27 37456 B Support Safety Switch: Kura 16.06.2020 19.06.2020 18.04.2018 MB KuraDocumento1 pagina27 37456 B Support Safety Switch: Kura 16.06.2020 19.06.2020 18.04.2018 MB KuraAlfonso LópezNessuna valutazione finora
- Oficina3 29/03/2021: Drawn Checked QA MFG Approved DWG No TitleDocumento1 paginaOficina3 29/03/2021: Drawn Checked QA MFG Approved DWG No TitleAlfonso LópezNessuna valutazione finora
- 27 37635 B Motor Base PlateDocumento1 pagina27 37635 B Motor Base PlateAlfonso LópezNessuna valutazione finora
- 27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBDocumento1 pagina27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBAlfonso LópezNessuna valutazione finora
- Ultrasonic Flowmeter Sets: Non-Invasive Pipe Flow Measurement, Easy Operation and Data Logging OptionDocumento1 paginaUltrasonic Flowmeter Sets: Non-Invasive Pipe Flow Measurement, Easy Operation and Data Logging OptionAlfonso LópezNessuna valutazione finora
- 26 29731 A Strut: 31.05.2018 24.05.2018 MB CBDocumento1 pagina26 29731 A Strut: 31.05.2018 24.05.2018 MB CBAlfonso LópezNessuna valutazione finora
- 27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBDocumento1 pagina27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBAlfonso LópezNessuna valutazione finora
- 27 37456 B Support Safety Switch: Kura 16.06.2020 19.06.2020 18.04.2018 MB KuraDocumento1 pagina27 37456 B Support Safety Switch: Kura 16.06.2020 19.06.2020 18.04.2018 MB KuraAlfonso LópezNessuna valutazione finora
- Engineering drawing title generatorDocumento1 paginaEngineering drawing title generatorAlfonso LópezNessuna valutazione finora
- 26 29728 A Corner Leg 2000: 31.05.2018 24.05.2018 MB CBDocumento1 pagina26 29728 A Corner Leg 2000: 31.05.2018 24.05.2018 MB CBAlfonso LópezNessuna valutazione finora
- Engineering drawing title generatorDocumento1 paginaEngineering drawing title generatorAlfonso LópezNessuna valutazione finora
- 27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBDocumento1 pagina27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBAlfonso LópezNessuna valutazione finora
- 27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBDocumento1 pagina27 37440 B Strut: MB 30.05.2018 31.05.2018 08.03.2018 MB CBAlfonso LópezNessuna valutazione finora
- Expansion Tank General Arrangement DrawingDocumento2 pagineExpansion Tank General Arrangement DrawingAlfonso LópezNessuna valutazione finora
- 27 37708 A Sheet Sunroof: 02.04.2020 01.04.2020 KURA KuraDocumento1 pagina27 37708 A Sheet Sunroof: 02.04.2020 01.04.2020 KURA KuraAlfonso LópezNessuna valutazione finora
- 26 49493 A Shim Plate: 16.04.2018 09.03.2018 MB CBDocumento1 pagina26 49493 A Shim Plate: 16.04.2018 09.03.2018 MB CBAlfonso LópezNessuna valutazione finora
- 27 37630 A Connecting Pipe 2": 02.04.2020 30.07.2019 KURA KuraDocumento1 pagina27 37630 A Connecting Pipe 2": 02.04.2020 30.07.2019 KURA KuraAlfonso LópezNessuna valutazione finora
- 28.10.2020 15.07.16 MB Kura: M (Medium)Documento1 pagina28.10.2020 15.07.16 MB Kura: M (Medium)Alfonso LópezNessuna valutazione finora
- NPT 2" A (1: 5) 6 C-C: 02.04.2020 30.07.2019 KURA KuraDocumento1 paginaNPT 2" A (1: 5) 6 C-C: 02.04.2020 30.07.2019 KURA KuraAlfonso LópezNessuna valutazione finora
- Proton Transfer in Water, Channels and Bioenergetic ProteinsDocumento27 pagineProton Transfer in Water, Channels and Bioenergetic ProteinsAlfonso LópezNessuna valutazione finora
- 13M014Documento2 pagine13M014Alfonso LópezNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Assembling Procedure For Framo Pump Sd200Documento4 pagineAssembling Procedure For Framo Pump Sd200Gonçalo CruzeiroNessuna valutazione finora
- AE 04a EDC7 en GesamtDocumento92 pagineAE 04a EDC7 en GesamtMJNessuna valutazione finora
- CAT Fault CodesDocumento16 pagineCAT Fault CodesRafaNessuna valutazione finora
- Energy Analysis of Pipes and FittingsDocumento4 pagineEnergy Analysis of Pipes and FittingsEymann JalaNessuna valutazione finora
- YORK Mini VRF ODU - JDOH (040 To 060) - Installation Manual - FAN-1707 201602Documento36 pagineYORK Mini VRF ODU - JDOH (040 To 060) - Installation Manual - FAN-1707 201602Douglas Rodriguez100% (1)
- Pump CoatingDocumento45 paginePump CoatingAmit Kumar GuptaNessuna valutazione finora
- Powerig® Hydraulic Unit Maintenance: Informational BulletinDocumento2 paginePowerig® Hydraulic Unit Maintenance: Informational BulletinjavierlocooNessuna valutazione finora
- 9041-01 and 03 Version 2-11Documento58 pagine9041-01 and 03 Version 2-11faisal ramadnehNessuna valutazione finora
- AP50 Autopilot ManualDocumento46 pagineAP50 Autopilot ManualJimy HendrixNessuna valutazione finora
- Imagen Termica DigitalDocumento46 pagineImagen Termica DigitalDaniel SubelzaNessuna valutazione finora
- Fuel System InspectDocumento8 pagineFuel System InspectsxturboNessuna valutazione finora
- Service Manual FD200Documento210 pagineService Manual FD200Hải TiếnNessuna valutazione finora
- Medium Velocity Water Spray (MVWS) System - Electrical4UDocumento16 pagineMedium Velocity Water Spray (MVWS) System - Electrical4UkaustavNessuna valutazione finora
- 75 MM & 100 MM Borewell Submersible Pumpset Performance ChartDocumento17 pagine75 MM & 100 MM Borewell Submersible Pumpset Performance ChartRaviNessuna valutazione finora
- Method Statement - Chilled Water Chemical Flushing - HEAT & POWER GEMS SCHOOLDocumento19 pagineMethod Statement - Chilled Water Chemical Flushing - HEAT & POWER GEMS SCHOOLAnash RajanNessuna valutazione finora
- D20x22 Service ManualDocumento436 pagineD20x22 Service ManualAlex G100% (1)
- Air Compressor TermsDocumento9 pagineAir Compressor TermsUniversal CollabNessuna valutazione finora
- PB-05479 v00 PB300 Compact Flex OPDocumento463 paginePB-05479 v00 PB300 Compact Flex OPMichail AleksandrovNessuna valutazione finora
- Hydraulic PumpsDocumento36 pagineHydraulic Pumpsmohananc67Nessuna valutazione finora
- Partes QuincyDocumento86 paginePartes QuincycarlosorizabaNessuna valutazione finora
- Fundamentals of Speedtronic CopieDocumento21 pagineFundamentals of Speedtronic CopieHassanSaidiNessuna valutazione finora
- Fire Pumps - Inspection, Testing and MaintenanceDocumento2 pagineFire Pumps - Inspection, Testing and Maintenancesunilarora9999Nessuna valutazione finora
- Failure of 400 KV Disc String Insulators Case Study Reveals Quality IssuesDocumento43 pagineFailure of 400 KV Disc String Insulators Case Study Reveals Quality Issuesguddu yadavNessuna valutazione finora
- RTXF-14708LL Eaton FullerDocumento42 pagineRTXF-14708LL Eaton FullerAlexis Valle0% (1)
- Lab 4 Termo Sem 2Documento22 pagineLab 4 Termo Sem 2Fgj JhgNessuna valutazione finora
- Power Divider Mounting and Hydraulics: Review DraftDocumento4 paginePower Divider Mounting and Hydraulics: Review DraftJordan RaveloNessuna valutazione finora
- PumpsDocumento75 paginePumpsmd junuNessuna valutazione finora
- Reciprocating Pump Test RigDocumento3 pagineReciprocating Pump Test RigSri E.Maheswar Reddy Assistant ProfessorNessuna valutazione finora
- Tech TaylorDocumento23 pagineTech TaylorbkstevensonNessuna valutazione finora
- Avoiding Pressure Surge Damage in PipelineDocumento16 pagineAvoiding Pressure Surge Damage in PipelineFerlie IndrapatiNessuna valutazione finora