Potrebbero piacerti anche
- Reverse Air Bag House PDFDocumento4 pagineReverse Air Bag House PDFRanga VamshiNessuna valutazione finora
- Cement ProductionDocumento70 pagineCement ProductionNatsir Djafar100% (3)
- One Kiln - 13,000 TPD: Cement & MineralsDocumento52 pagineOne Kiln - 13,000 TPD: Cement & MineralsKristínaNessuna valutazione finora
- Cement Process PDFDocumento36 pagineCement Process PDFAstha Yadav100% (3)
- RIETVELD TC Champions Training Outline April 2006 V0 280206Documento6 pagineRIETVELD TC Champions Training Outline April 2006 V0 280206Tarek FennicheNessuna valutazione finora
- Cpb-Sem2011-P11-Axial Sampling and Tromp CurveDocumento54 pagineCpb-Sem2011-P11-Axial Sampling and Tromp Curvechibssa alemayehu100% (1)
- Combined PDF Courses Outlines A&E 2011Documento47 pagineCombined PDF Courses Outlines A&E 2011emad sabriNessuna valutazione finora
- Bricks Calculator-V.3Documento10 pagineBricks Calculator-V.3Bülent Bulut100% (3)
- Chapter 1Documento56 pagineChapter 1Surbhi JainNessuna valutazione finora
- Waste Heat Recovery in Cement Plant IJERTV3IS051014 PDFDocumento5 pagineWaste Heat Recovery in Cement Plant IJERTV3IS051014 PDFDurjoy ChakrabortyNessuna valutazione finora
- Cement Industry - Maihar Cement (Birla Gold)Documento13 pagineCement Industry - Maihar Cement (Birla Gold)Gaurav Kumar100% (2)
- Commissioning Guide LinesDocumento53 pagineCommissioning Guide LinesthurawinNessuna valutazione finora
- Albania Oil and Gas and Energy 2015Documento262 pagineAlbania Oil and Gas and Energy 2015sdiamanNessuna valutazione finora
- Training For Tensioning Hydraulic System MPS MillsDocumento69 pagineTraining For Tensioning Hydraulic System MPS MillsImam SampoernoNessuna valutazione finora
- Competence in CementDocumento24 pagineCompetence in CementJackson VuNessuna valutazione finora
- Coal Mill PartDocumento19 pagineCoal Mill PartHazem DiabNessuna valutazione finora
- Cement Plant Design-1Documento14 pagineCement Plant Design-1Towfiq Hossain Tasku100% (2)
- 3 SOP For Cleaning of Clinker Cooler DischargeDocumento3 pagine3 SOP For Cleaning of Clinker Cooler DischargekakaNessuna valutazione finora
- Biogas Purification SystemDocumento4 pagineBiogas Purification SystemSatish ShindeNessuna valutazione finora
- Innovation in Cost Reduction & Capacity Enhancement PDFDocumento77 pagineInnovation in Cost Reduction & Capacity Enhancement PDFRamachandrarao MaddaliNessuna valutazione finora
- Plumber Practice Test 1Documento8 paginePlumber Practice Test 1docino1417100% (2)
- Coal Mill Gas AnalysisDocumento12 pagineCoal Mill Gas AnalysisPaulo VidasNessuna valutazione finora
- Cement Kiln DustDocumento36 pagineCement Kiln DustjagrutNessuna valutazione finora
- Ball Mills Training Manual: Dirección TécnicaDocumento107 pagineBall Mills Training Manual: Dirección TécnicaHerwin mendoza navarreteNessuna valutazione finora
- Plant Report FinalDocumento19 paginePlant Report FinalMalik Hafeez AwanNessuna valutazione finora
- Cyclone Blockage ClearingDocumento19 pagineCyclone Blockage ClearingAnGahBasHa50% (2)
- Cement IndustryDocumento27 pagineCement IndustryAhmed Mahmoud100% (1)
- ZKG IndiaDocumento36 pagineZKG Indiajoe_kudo0% (1)
- Green SolventsDocumento4 pagineGreen SolventsNarender SinghNessuna valutazione finora
- 15.00 Paolo Bossi, MD, Sinai White CementDocumento38 pagine15.00 Paolo Bossi, MD, Sinai White CementMohd AliNessuna valutazione finora
- Optimization of Kiln Plants: Activities and Technical DetailsDocumento10 pagineOptimization of Kiln Plants: Activities and Technical DetailsPaulo VidasNessuna valutazione finora
- Cement Process ExpertDocumento9 pagineCement Process ExperttadagidsNessuna valutazione finora
- Alite Modification by SO3 in Cement Clinker - An Industrial TrialDocumento7 pagineAlite Modification by SO3 in Cement Clinker - An Industrial TrialRaúl Marcelo Veloz100% (2)
- Gujarat Sidhee Cement Limited-SmitDocumento26 pagineGujarat Sidhee Cement Limited-SmitHimadri MahatoNessuna valutazione finora
- Man Thermo Scientific Dionex UltiMate 3000 SeriesLc Dad MWD Operation Doc4820 8250Documento142 pagineMan Thermo Scientific Dionex UltiMate 3000 SeriesLc Dad MWD Operation Doc4820 8250Renato CarvalhoNessuna valutazione finora
- White CementDocumento5 pagineWhite CementAhmed Younis100% (1)
- Power Cement Report - 055239Documento28 paginePower Cement Report - 055239Khalil AhmedNessuna valutazione finora
- CementDocumento105 pagineCementabooali_abbadan4684Nessuna valutazione finora
- Cement Maintenance Ms WordDocumento6 pagineCement Maintenance Ms Wordsharif339Nessuna valutazione finora
- Per Banding An Desain Fls Pfister FeederDocumento5 paginePer Banding An Desain Fls Pfister Feederde_chemenx2540Nessuna valutazione finora
- 1 - Cement AF ChallengeDocumento30 pagine1 - Cement AF Challengegrameshkreddy2013100% (1)
- J.K. Lakshmi Cement LimitedDocumento18 pagineJ.K. Lakshmi Cement Limitedraobabar21Nessuna valutazione finora
- Herzog HP m100pDocumento4 pagineHerzog HP m100pAs Wandy0% (1)
- Collaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurDocumento4 pagineCollaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurjmpbarrosNessuna valutazione finora
- AC DC Kilns (Drives, Cement Plant)Documento10 pagineAC DC Kilns (Drives, Cement Plant)RajuNessuna valutazione finora
- Chapter 1 Final A5 Edit PDFDocumento10 pagineChapter 1 Final A5 Edit PDFkINGNessuna valutazione finora
- Caustic Soda From Natural Trona 2014Documento5 pagineCaustic Soda From Natural Trona 2014MauRmzNessuna valutazione finora
- ResumeDocumento3 pagineResumeHari Prathap ReddyNessuna valutazione finora
- Fluid Coupling in Belt Conveyor DrivesDocumento12 pagineFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- Quality Plan TemplateDocumento2 pagineQuality Plan Templateapi-3850616100% (3)
- The Republic of The Union of Myanmar Ministry of ConstructionDocumento8 pagineThe Republic of The Union of Myanmar Ministry of ConstructionZEC LIMITEDNessuna valutazione finora
- Assiut Cement PlantDocumento17 pagineAssiut Cement PlantMahmoud RashadNessuna valutazione finora
- Department:Production: Cement Mill Process Control and OperationDocumento6 pagineDepartment:Production: Cement Mill Process Control and OperationZegera MgendiNessuna valutazione finora
- Abccoolerinleta4 (Air Blast Controlled Cooler Inlet) .AshxDocumento4 pagineAbccoolerinleta4 (Air Blast Controlled Cooler Inlet) .Ashxabosede2013Nessuna valutazione finora
- Ball-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceDocumento7 pagineBall-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceMin MCLNessuna valutazione finora
- 0.1 Outline of Operation & Maintenance Training For Cement PlantDocumento7 pagine0.1 Outline of Operation & Maintenance Training For Cement PlantReubenNessuna valutazione finora
- Cement ProcessDocumento9 pagineCement ProcessMob Morphling KurustienNessuna valutazione finora
- 03mill SlidesDocumento21 pagine03mill SlidesNael El SayyadNessuna valutazione finora
- City Cement SaudiDocumento5 pagineCity Cement SaudijagrutNessuna valutazione finora
- Final-Report-On-Internship Namuna-ThapaliyaDocumento20 pagineFinal-Report-On-Internship Namuna-ThapaliyaMorning KalalNessuna valutazione finora
- Lanco ProfileDocumento16 pagineLanco ProfileShanmuka SreenivasNessuna valutazione finora
- In The Name of ALLAH The Most Beneficent and The Most MercifulDocumento17 pagineIn The Name of ALLAH The Most Beneficent and The Most MercifulOmer ZamanNessuna valutazione finora
- Rev A TiDocumento18 pagineRev A TiNaveen Thimlapur T SNessuna valutazione finora
- AMAR Project 1Documento72 pagineAMAR Project 1Indumathi SekarNessuna valutazione finora
- Cement ManufacturningDocumento15 pagineCement ManufacturningTaufique aliNessuna valutazione finora
- Daikin Sky Air (FCQ60-C8) Operation ManualDocumento10 pagineDaikin Sky Air (FCQ60-C8) Operation ManualtonylyfNessuna valutazione finora
- Envi Latex Wall Paint MSDSDocumento4 pagineEnvi Latex Wall Paint MSDSrumahsketchNessuna valutazione finora
- SDS Polyethylene Low Melt FibersDocumento5 pagineSDS Polyethylene Low Melt FibersAhmad BasriNessuna valutazione finora
- Schneider Legacy Products - 24335Documento3 pagineSchneider Legacy Products - 24335IntegrarucNessuna valutazione finora
- Report On: Survey Findings.: Dr. Shantanu Kumar SahaDocumento5 pagineReport On: Survey Findings.: Dr. Shantanu Kumar SahaShormee ZahanNessuna valutazione finora
- Product and Company Identification: Safety Data SheetDocumento6 pagineProduct and Company Identification: Safety Data SheetMiguel Bastos SilveiraNessuna valutazione finora
- Micropower Electrostatic Generator MegDocumento3 pagineMicropower Electrostatic Generator MegMahaManthra100% (1)
- En Scroll Replacement Guidelines 0Documento10 pagineEn Scroll Replacement Guidelines 0Ferdie FernandezNessuna valutazione finora
- Question Bank1Documento357 pagineQuestion Bank1xerxesNessuna valutazione finora
- Revival of Hauz Khas Lake A Historic Lake in Urban DelhiDocumento11 pagineRevival of Hauz Khas Lake A Historic Lake in Urban DelhiBhaskar RanjanNessuna valutazione finora
- AXIS M3014 Network Camera: Installation GuideDocumento80 pagineAXIS M3014 Network Camera: Installation GuidejuanNessuna valutazione finora
- Mobile Whirlpool Operation and Maintenance Manual: P-10-M-SDPDocumento23 pagineMobile Whirlpool Operation and Maintenance Manual: P-10-M-SDPEnrique CasfiNessuna valutazione finora
- Francisco's Kites / Las Cometas de Francisco by Alicia Z. KlepeisDocumento33 pagineFrancisco's Kites / Las Cometas de Francisco by Alicia Z. KlepeisArte Público PressNessuna valutazione finora
- JICA Wastewater Design Doc in HavanaDocumento137 pagineJICA Wastewater Design Doc in HavanaBenny Aryanto SihalohoNessuna valutazione finora
- Week-1 Material - Introduction To SWMDocumento126 pagineWeek-1 Material - Introduction To SWMSandeep MahajanNessuna valutazione finora
- Price of RecyclablesDocumento84 paginePrice of RecyclablesNicole CorpuzNessuna valutazione finora
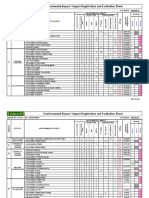
- Environmental Aspect / Impact Registration and Evaluation SheetDocumento3 pagineEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNessuna valutazione finora
- Kemet KD Diamond Compound SDSDocumento6 pagineKemet KD Diamond Compound SDSAde AssdaNessuna valutazione finora
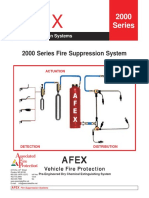
- 2000 Series Fires Up Psy SDocumento2 pagine2000 Series Fires Up Psy SFrancisco igancioNessuna valutazione finora
- Tailings Management: PasteDocumento17 pagineTailings Management: PasteLMNessuna valutazione finora
- Dow Corning Corporation Material Safety Data SheetDocumento8 pagineDow Corning Corporation Material Safety Data SheetvkmsNessuna valutazione finora
- Method Statement: Sikalastic-632RDocumento17 pagineMethod Statement: Sikalastic-632Rbd sinarbarakahNessuna valutazione finora
- Lux Flakes 2013Documento5 pagineLux Flakes 2013Aditya Angga WiratmaNessuna valutazione finora
- Experimental Study On Axial Compressive Strength and Elastic Modulus of The Clay and Fly Ash Brick MasonryDocumento12 pagineExperimental Study On Axial Compressive Strength and Elastic Modulus of The Clay and Fly Ash Brick MasonryjayanthNessuna valutazione finora
- FISPQ VIBROLIT NANO G - Binder - 2014-03-20 - 11364-0034a - GB-enDocumento6 pagineFISPQ VIBROLIT NANO G - Binder - 2014-03-20 - 11364-0034a - GB-enPaulo GonçalvesNessuna valutazione finora