Potrebbero piacerti anche
- HarryPotter BookNightDocumento36 pagineHarryPotter BookNightpatricioNessuna valutazione finora
- Tabla de Materiales de Tuberias AstmDocumento3 pagineTabla de Materiales de Tuberias Astmllc3nd3rllNessuna valutazione finora
- Nfpa 2001 de Fm200Documento84 pagineNfpa 2001 de Fm200Federico GonzálezNessuna valutazione finora
- Material Tabla Comparativa Aceros Tipos Analisis Quimico Aplicaciones Maquinaria Herramientas Trabajos InoxidablesDocumento2 pagineMaterial Tabla Comparativa Aceros Tipos Analisis Quimico Aplicaciones Maquinaria Herramientas Trabajos InoxidablesAmanda FitzgeraldNessuna valutazione finora
- 03-Cidect-Diseño para Nudos de Perfiles Tubulares RectangularesDocumento109 pagine03-Cidect-Diseño para Nudos de Perfiles Tubulares RectangularesPaulaNessuna valutazione finora
- Diseño Del CiclonDocumento9 pagineDiseño Del CiclonGreys JimenezNessuna valutazione finora
- Wps EjemploDocumento1 paginaWps EjemploJonatan Goicochea BaconNessuna valutazione finora
- Calculo Caida de TensionDocumento8 pagineCalculo Caida de Tensiondanielgo055100% (6)
- Aceros Thyssen - Corte y Soldadura Aceros XAR PDFDocumento25 pagineAceros Thyssen - Corte y Soldadura Aceros XAR PDFrolandobtNessuna valutazione finora
- Clasificaccion ElectrodosDocumento33 pagineClasificaccion Electrodosgiovannyvaron100% (1)
- Alumold FortalDocumento4 pagineAlumold FortalconradoralNessuna valutazione finora
- Calderas MantenimientoDocumento68 pagineCalderas MantenimientoGustavo JaimeNessuna valutazione finora
- 02 Manometro ETSA Modelo 643Documento2 pagine02 Manometro ETSA Modelo 643Omar BecerrilNessuna valutazione finora
- Indura 6010 - Aws E-6010Documento1 paginaIndura 6010 - Aws E-6010Anthony BeltranNessuna valutazione finora
- Pintado de tuberías contra incendiosDocumento12 paginePintado de tuberías contra incendiosLENINROMEROH4168Nessuna valutazione finora
- Tratamiento de Precalentamiento y PoscalentamientoDocumento5 pagineTratamiento de Precalentamiento y PoscalentamientoArnaldoNessuna valutazione finora
- TEST MIG - MAG (Oxicorte, Carbono, Inoxidable, Alumnio y Alambre Tubular) ALUMNOSDocumento33 pagineTEST MIG - MAG (Oxicorte, Carbono, Inoxidable, Alumnio y Alambre Tubular) ALUMNOSIdoia100% (1)
- Fallas y Reparaciones de Revestimientos RefractariosDocumento25 pagineFallas y Reparaciones de Revestimientos RefractariosDaniel Esparza100% (1)
- Reporte de RT - 12.04.17Documento1 paginaReporte de RT - 12.04.17Anonymous GlTddn0A100% (1)
- 8018 C 1Documento1 pagina8018 C 1Alejandro Esteban Chelen ParraNessuna valutazione finora
- Diseño de Uniones Soldadas Según Asme Bth-1 2005: Memoria de Calculo Janios Pereira Abrigo Ingeniero CivilDocumento1 paginaDiseño de Uniones Soldadas Según Asme Bth-1 2005: Memoria de Calculo Janios Pereira Abrigo Ingeniero CivilJaniosPereiraNessuna valutazione finora
- TeroMatec BrochureDocumento12 pagineTeroMatec BrochureivsmcNessuna valutazione finora
- Pgt-Proy-009 (Proc. Arenado y Pintado)Documento9 paginePgt-Proy-009 (Proc. Arenado y Pintado)German Laura VelaNessuna valutazione finora
- Informe SMAW 3Documento13 pagineInforme SMAW 3Jhon undaNessuna valutazione finora
- Electrodo INDURA 90 para aceros al carbonoDocumento1 paginaElectrodo INDURA 90 para aceros al carbonoAnthony BeltranNessuna valutazione finora
- Fordsteel CatalogoDocumento38 pagineFordsteel Catalogo89manuelfNessuna valutazione finora
- CIA MINERA ARES Charla de InduccionDocumento12 pagineCIA MINERA ARES Charla de InduccionKati Macy C-Yauri100% (3)
- Plegable Soldadura Aplicaciones Especiales Ed1 PDFDocumento2 paginePlegable Soldadura Aplicaciones Especiales Ed1 PDFClaudio ApablazaNessuna valutazione finora
- INDURA 6010 INDURA 230-S: Sistema Arco ManualDocumento1 paginaINDURA 6010 INDURA 230-S: Sistema Arco ManualAnonymous m43RBxOVZ2Nessuna valutazione finora
- Recomendacion de Soldadura para Recargue Duro Sobre Cuchilla de Balde.Documento2 pagineRecomendacion de Soldadura para Recargue Duro Sobre Cuchilla de Balde.Jose Leornardo CondoriNessuna valutazione finora
- Aceros OteroDocumento64 pagineAceros OteroLalo SepulvedaNessuna valutazione finora
- WpsDocumento1 paginaWpsJhordann EspinozaNessuna valutazione finora
- Memoria de Calculo Pozas de SedimentacionDocumento8 pagineMemoria de Calculo Pozas de Sedimentacionduverlyc1192Nessuna valutazione finora
- Matriz identificación peligros obras institucionalDocumento92 pagineMatriz identificación peligros obras institucionalFrank Rosales67% (3)
- Sikaguard AntiácidoDocumento4 pagineSikaguard AntiácidoCristian Antonio ParradoNessuna valutazione finora
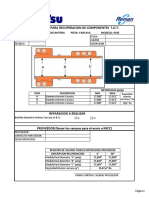
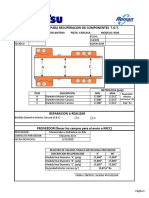
- Go Secuencia de Reparación de Tolvas Komatsu 930eDocumento4 pagineGo Secuencia de Reparación de Tolvas Komatsu 930efloryanav1991Nessuna valutazione finora
- Prersentacion Caex 930-E 3y4 CzoDocumento227 paginePrersentacion Caex 930-E 3y4 CzoPaula Tapia AguilarNessuna valutazione finora
- Gestión seguridad salud trabajoDocumento38 pagineGestión seguridad salud trabajoGiancarlos Sayas YactayoNessuna valutazione finora
- Literatura Tubrod 71 UltraDocumento1 paginaLiteratura Tubrod 71 Ultrael_tirano_regresa7359Nessuna valutazione finora
- E646 XHD EspañolDocumento1 paginaE646 XHD EspañolBrian HernandezNessuna valutazione finora
- Cuestionario 2 Tecnologia de Union de MaterialesDocumento3 pagineCuestionario 2 Tecnologia de Union de MaterialesTomas Da RifNessuna valutazione finora
- Clasificación y propiedades de aceros al carbono y aleadosDocumento9 pagineClasificación y propiedades de aceros al carbono y aleadosCesar Leo Lopez MendozaNessuna valutazione finora
- Clasificacion de Los AcerosDocumento17 pagineClasificacion de Los AcerosESTUARDO MAMANI TORRESNessuna valutazione finora
- Ultracore 81Ni1A75H EsDocumento3 pagineUltracore 81Ni1A75H EsDaniel Lvqve GarciaNessuna valutazione finora
- Tigfil 316lg5 PDFDocumento1 paginaTigfil 316lg5 PDFRenzo TuestasNessuna valutazione finora
- Fundiciones Blancas de Alta AleacionDocumento12 pagineFundiciones Blancas de Alta AleacionEdwin Rodriguez MelgarejoNessuna valutazione finora
- Cts Sellers List 46Documento16 pagineCts Sellers List 46Julio Barreña0% (1)
- Barras Supertrack PDFDocumento2 pagineBarras Supertrack PDFJulian Alvarez100% (1)
- Tabla Varillas TIG PDFDocumento5 pagineTabla Varillas TIG PDFMarco AlbanNessuna valutazione finora
- Tenacito 110plusDocumento1 paginaTenacito 110plusYonathan Ricardo Leo KxNessuna valutazione finora
- Cómo Calcular El Consumo de La SoldaduraDocumento3 pagineCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasNessuna valutazione finora
- Relación Metal Base-Metal de AporteDocumento2 pagineRelación Metal Base-Metal de AporteRaimundo Ignacio Valenzuela Serrano100% (1)
- Reparación Fisuras LD001Documento7 pagineReparación Fisuras LD001william100% (1)
- Aceros en PlanchasDocumento9 pagineAceros en Planchasmanuel floresNessuna valutazione finora
- Clasificacion de Norma SaeDocumento13 pagineClasificacion de Norma SaeJaiiro'MrzGcNessuna valutazione finora
- Acero 1060 de alto carbono para aplicaciones de desgasteDocumento3 pagineAcero 1060 de alto carbono para aplicaciones de desgasteJuan Carlos NievaNessuna valutazione finora
- BrujulaDocumento12 pagineBrujulaCatalina MayorgaNessuna valutazione finora
- Catalogo Esab - Electrodos y Equipos para SoldaduraDocumento44 pagineCatalogo Esab - Electrodos y Equipos para SoldaduraMariano FerreiroNessuna valutazione finora
- Laboratorio TigDocumento6 pagineLaboratorio TigNanny Alpaca ValdiviaNessuna valutazione finora
- Gusano TransportadorDocumento76 pagineGusano TransportadorDiego Barrios QuintanillaNessuna valutazione finora
- SMAW aluminio aleacionesDocumento1 paginaSMAW aluminio aleacionesElton ZuñigaNessuna valutazione finora
- Astm A514 GR BDocumento6 pagineAstm A514 GR BelweldNessuna valutazione finora
- Nucleotec2222 PDFDocumento1 paginaNucleotec2222 PDFJuan CarlosNessuna valutazione finora
- 4.120.00 Clasificacion Aws de Metales de Aporte en SoldaduraDocumento125 pagine4.120.00 Clasificacion Aws de Metales de Aporte en SoldaduraMichi AG100% (1)
- Verd Sobre EnderezadoDocumento20 pagineVerd Sobre Enderezadobarbadoblanco100% (5)
- Aceros Especiales 9840Documento11 pagineAceros Especiales 9840Anonymous ipcYV39Nessuna valutazione finora
- Motor Perkins 4Documento16 pagineMotor Perkins 4Durand Cerna J EmilianoNessuna valutazione finora
- Problemas Con Soldadura TIG-MIGDocumento24 pagineProblemas Con Soldadura TIG-MIGAndres_Pastor1987Nessuna valutazione finora
- Post calentamiento de juntas soldadasDocumento3 paginePost calentamiento de juntas soldadasPaul GavilanesNessuna valutazione finora
- Acero 2316Documento8 pagineAcero 2316DanielJoseLancherosNessuna valutazione finora
- Procedimiento de soldadura para tuberías de acero ASTM A53 GR.BDocumento2 pagineProcedimiento de soldadura para tuberías de acero ASTM A53 GR.Bdenys.castanedatNessuna valutazione finora
- Gases para Soldadura TigDocumento3 pagineGases para Soldadura TigOrlando Delgado HuamaliNessuna valutazione finora
- Xar 400Documento4 pagineXar 400GiovanniNessuna valutazione finora
- JOSE TOT Carcasa Suspension Delantera N° 14108946Documento1 paginaJOSE TOT Carcasa Suspension Delantera N° 14108946patricioNessuna valutazione finora
- JOSE TOT Carcasa Suspension Delantera N° 14108946Documento1 paginaJOSE TOT Carcasa Suspension Delantera N° 14108946patricioNessuna valutazione finora
- Aceite pesticida emulgible Sovaspray UltraDocumento2 pagineAceite pesticida emulgible Sovaspray UltrapatricioNessuna valutazione finora
- JOSE TOT Carcasa Suspension Delantera N° 14108946Documento1 paginaJOSE TOT Carcasa Suspension Delantera N° 14108946patricioNessuna valutazione finora
- Net Protector Version 2020 PDFDocumento1 paginaNet Protector Version 2020 PDFpatricioNessuna valutazione finora
- JOSE TOT Carcasa Suspension Delantera N° 14108946Documento1 paginaJOSE TOT Carcasa Suspension Delantera N° 14108946patricioNessuna valutazione finora
- JOSE TOT Carcasa Suspension Delantera N° 14108946Documento1 paginaJOSE TOT Carcasa Suspension Delantera N° 14108946patricioNessuna valutazione finora
- Carta Gantt CNCDocumento1 paginaCarta Gantt CNCpatricioNessuna valutazione finora
- HPN-007 SolvacDocumento1 paginaHPN-007 SolvaclukastadeoNessuna valutazione finora
- Netrex AF Version 2020 PDFDocumento2 pagineNetrex AF Version 2020 PDFpatricioNessuna valutazione finora
- Naprex Version 2020 PDFDocumento1 paginaNaprex Version 2020 PDFpatricioNessuna valutazione finora
- Manual de Soldadura INDURA PDFDocumento175 pagineManual de Soldadura INDURA PDFjorge_rubio1115Nessuna valutazione finora
- Mobil 1 Outboard PDFDocumento1 paginaMobil 1 Outboard PDFpatricioNessuna valutazione finora
- Plantilla Curriculum VitaeDocumento1 paginaPlantilla Curriculum VitaepatricioNessuna valutazione finora
- Ranuras CNCDocumento30 pagineRanuras CNCpatricioNessuna valutazione finora
- Apunte Prueba GrupalDocumento35 pagineApunte Prueba GrupalpatricioNessuna valutazione finora
- Cajas de Compensacio para RRHHDocumento16 pagineCajas de Compensacio para RRHHpatricioNessuna valutazione finora
- Rodamientos de Rodillos A Rótula - 22248 CC-W33Documento2 pagineRodamientos de Rodillos A Rótula - 22248 CC-W33patricioNessuna valutazione finora
- SKF Explorer 22340 CCK/W33 + H 2340 dimensiones y datos técnicosDocumento2 pagineSKF Explorer 22340 CCK/W33 + H 2340 dimensiones y datos técnicospatricioNessuna valutazione finora
- Inspección visual soldadurasDocumento8 pagineInspección visual soldadurasfilibertoNessuna valutazione finora
- PETARDocumento10 paginePETARAndrewKidpatrick100% (1)
- Ensayo de Doblez - ANGIE MELISSADocumento6 pagineEnsayo de Doblez - ANGIE MELISSAYan GuerreroNessuna valutazione finora
- HJ SolucionesDocumento7 pagineHJ Solucionesmayra alejandra lozanoNessuna valutazione finora
- Defectos 2Documento34 pagineDefectos 2francescoNessuna valutazione finora
- Reporte de Practica Cortador de PapasDocumento25 pagineReporte de Practica Cortador de PapasCristian Alejandro Rodriguez MoralesNessuna valutazione finora
- Foro MetalurgiaDocumento10 pagineForo MetalurgiaDaviko EHNessuna valutazione finora
- Fo-Cca-003 Inspeccion Dimensional y Visual de Armado, Soldadura y Limpieza MecanicaDocumento1 paginaFo-Cca-003 Inspeccion Dimensional y Visual de Armado, Soldadura y Limpieza MecanicaJairo Valer CamposNessuna valutazione finora
- Manual de Seguridad COVIMSADocumento23 pagineManual de Seguridad COVIMSABenjamin Torres RiosNessuna valutazione finora
- GUIAJBCDocumento12 pagineGUIAJBCgercoralNessuna valutazione finora
- Análisis de Peligros Higiénicos en Un Proceso de SoldaduraDocumento9 pagineAnálisis de Peligros Higiénicos en Un Proceso de SoldaduraZulma RomeroNessuna valutazione finora
- Lista materiales construcciónDocumento12 pagineLista materiales construcciónMiguel TiconaNessuna valutazione finora
- Brazing PDFDocumento4 pagineBrazing PDFfillafolioNessuna valutazione finora
- 9.0 Plan de Contingencias PETRO PERUDocumento47 pagine9.0 Plan de Contingencias PETRO PERUPrisco Lino BustinzaNessuna valutazione finora
- Análisis y diseño de conexiones excéntricas atornilladas y soldadasDocumento8 pagineAnálisis y diseño de conexiones excéntricas atornilladas y soldadasMarco AlejandroNessuna valutazione finora
- Procedimiento de ClaraboyaDocumento18 pagineProcedimiento de ClaraboyaYSBEL DEL VALLE VALERIO FRANCONessuna valutazione finora
- Control de Calidad de PV Con Camara FotograficaDocumento8 pagineControl de Calidad de PV Con Camara FotograficaOscar ChilcaNessuna valutazione finora