Potrebbero piacerti anche
- PROCEDIMIENTO DE INSPECCION MTsDocumento8 paginePROCEDIMIENTO DE INSPECCION MTsHarleyAGNessuna valutazione finora
- FORMATO Medicion de EspesoresDocumento6 pagineFORMATO Medicion de EspesoresCamiloNessuna valutazione finora
- SEGEMIND-REG-CC-011-Control DimensionalDocumento81 pagineSEGEMIND-REG-CC-011-Control DimensionalalexNessuna valutazione finora
- Reporte Inspeccion VisualDocumento5 pagineReporte Inspeccion Visualangibert mottaNessuna valutazione finora
- Registro de Inspección Líquidos Penetrantes FluorescentesDocumento3 pagineRegistro de Inspección Líquidos Penetrantes FluorescentesLinis Maris DcfNessuna valutazione finora
- TR. CICBLA-0210306-010.0 Reporte de Inspeccion de Gancho de Grúa FASSI - PDSI 0032-21Documento2 pagineTR. CICBLA-0210306-010.0 Reporte de Inspeccion de Gancho de Grúa FASSI - PDSI 0032-21HECTORNessuna valutazione finora
- Informe Final Camara de VacioDocumento23 pagineInforme Final Camara de VacioClaudia Ferreira100% (2)
- Informe 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFDocumento17 pagineInforme 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFmauriciomejia7Nessuna valutazione finora
- 2014 - 05-Reporte de END - Ultrasonido - Eje Chancadora HP400-4 - CondestableDocumento7 pagine2014 - 05-Reporte de END - Ultrasonido - Eje Chancadora HP400-4 - CondestablecesarNessuna valutazione finora
- 0964 - End A Tanque N°03 (Blommer) - CNCHDocumento18 pagine0964 - End A Tanque N°03 (Blommer) - CNCHENDECOT SATNessuna valutazione finora
- In-06-F Formato Particulas MagneticasDocumento1 paginaIn-06-F Formato Particulas MagneticasLevi HernandezNessuna valutazione finora
- Calibrador de Soldadura Bridge Cam Gauge - BluemetricDocumento7 pagineCalibrador de Soldadura Bridge Cam Gauge - BluemetricFreddy P. AndiaNessuna valutazione finora
- INFORME No. 1932 INSPECCION NDT EJES ELABORACION - INGENIO MANUELITA ABRIL 2018 PDFDocumento3 pagineINFORME No. 1932 INSPECCION NDT EJES ELABORACION - INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Nessuna valutazione finora
- Arreglo de Fases Como Sustituto A La Radiografia IndustrialDocumento5 pagineArreglo de Fases Como Sustituto A La Radiografia Industrialmario8andres8monteneNessuna valutazione finora
- Informe Liquidos Penetrantes (PT) 04-06-2018 PDFDocumento16 pagineInforme Liquidos Penetrantes (PT) 04-06-2018 PDFCeledonio Coronel CanoNessuna valutazione finora
- Informe Probeta A335 - P5 DEMENDocumento34 pagineInforme Probeta A335 - P5 DEMENJavier Garcia ChongNessuna valutazione finora
- Reporte Gancho 1346Documento1 paginaReporte Gancho 1346Moises Quispe MendozaNessuna valutazione finora
- MSDS Liquido PenetranteDocumento5 pagineMSDS Liquido PenetranteAlex AstuhuamanNessuna valutazione finora
- E797 Measuring Thickness by Manual Ultrasonic Pulse-Echo - En.esDocumento7 pagineE797 Measuring Thickness by Manual Ultrasonic Pulse-Echo - En.esArmando Mendieta HernandezNessuna valutazione finora
- Inspección NDT Pin de Chumacera HT - 053 27-11-17Documento4 pagineInspección NDT Pin de Chumacera HT - 053 27-11-17Charles CisnerosNessuna valutazione finora
- Procedimiento de Alivio de TensionesDocumento13 pagineProcedimiento de Alivio de TensionesAnonymous wuvXb0iNessuna valutazione finora
- HT080 - Oreja de Izaje - 15-03-2018Documento2 pagineHT080 - Oreja de Izaje - 15-03-2018anon_810365674Nessuna valutazione finora
- 05-Medicion de EspesoresDocumento2 pagine05-Medicion de EspesoresericvolNessuna valutazione finora
- In-01-F Formato de Ut Medición de EspesoresDocumento1 paginaIn-01-F Formato de Ut Medición de EspesoresLevi HernandezNessuna valutazione finora
- Pot Ensayo Utpa RubauDocumento31 paginePot Ensayo Utpa RubauJorge Luis Vilela OrdinolaNessuna valutazione finora
- Partículas MagnéticasDocumento77 paginePartículas Magnéticaseduardo mata gamezNessuna valutazione finora
- CWI-Modulo IDocumento29 pagineCWI-Modulo IrodolfoNessuna valutazione finora
- Procedimiento Metalografia - Diciembre 2014Documento9 pagineProcedimiento Metalografia - Diciembre 2014jimmy david espinoza mejiaNessuna valutazione finora
- Información Básica:: Uso de AWS B2.1: Especificación para El Procedimiento de Soldadura y La Calificación Del RendimientoDocumento2 pagineInformación Básica:: Uso de AWS B2.1: Especificación para El Procedimiento de Soldadura y La Calificación Del RendimientoRONALNessuna valutazione finora
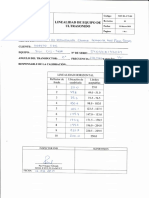
- 001 Linealidad de Equipo SIUI CTS - 9006 12-06-19Documento1 pagina001 Linealidad de Equipo SIUI CTS - 9006 12-06-19deyack5Nessuna valutazione finora
- Procedimiento de Calibración en Distancia para El PHASOR XSDocumento47 pagineProcedimiento de Calibración en Distancia para El PHASOR XSvalentinNessuna valutazione finora
- Procedimiento Prueba de Verticalidad y Redondeo de Plancha y SoldaduraDocumento18 pagineProcedimiento Prueba de Verticalidad y Redondeo de Plancha y SoldaduraAnthony Velasquez SanchezNessuna valutazione finora
- GCZ-114-MEC-P-001 Procedimiento de Ultrasonido Mediante La Tecnica de Arreglo de Fases UTPA Rev.0 PDFDocumento41 pagineGCZ-114-MEC-P-001 Procedimiento de Ultrasonido Mediante La Tecnica de Arreglo de Fases UTPA Rev.0 PDFEnrique Salazar Cabañas100% (1)
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Documento14 pagineProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- Instrucciones Software Phascan OffLineDocumento34 pagineInstrucciones Software Phascan OffLineoscar aentecNessuna valutazione finora
- Informe de Tintes PenetrantesDocumento7 pagineInforme de Tintes PenetrantesCarolina PBNessuna valutazione finora
- Cotización de Servicios de UTs (Verificación de Defectos en Soldaduras y Medición de Espesores en Tuberías - Tuberías Inoxidables 347H) PDFDocumento4 pagineCotización de Servicios de UTs (Verificación de Defectos en Soldaduras y Medición de Espesores en Tuberías - Tuberías Inoxidables 347H) PDFArturo CastilloNessuna valutazione finora
- TSG 204 Procedimiento Especifico de ULTRASONIDODocumento6 pagineTSG 204 Procedimiento Especifico de ULTRASONIDOjaime huertas50% (2)
- H01.02.03.01.02 - PR - 05 Medicion de Espesores Por El Meto de Ultrasonido en Recipientes A Pres (v01) PDFDocumento10 pagineH01.02.03.01.02 - PR - 05 Medicion de Espesores Por El Meto de Ultrasonido en Recipientes A Pres (v01) PDFAlexis Canelas BlasNessuna valutazione finora
- Ultrasonido Nivel IDocumento328 pagineUltrasonido Nivel IjonathanNessuna valutazione finora
- INFORME ULTRA SONIDO RED 34,5kV COSTAYACODocumento10 pagineINFORME ULTRA SONIDO RED 34,5kV COSTAYACOJhon CastroNessuna valutazione finora
- Formato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...Documento3 pagineFormato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...carlos canoNessuna valutazione finora
- Indigo - Procedimiento Técnico Inspección Por Líquidos PenetrantesDocumento16 pagineIndigo - Procedimiento Técnico Inspección Por Líquidos PenetrantesDiana MartínNessuna valutazione finora
- Api 650 (Ultrasonido)Documento5 pagineApi 650 (Ultrasonido)Paul Paredes FloresNessuna valutazione finora
- P-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)Documento11 pagineP-BV-COGA-002 Rev.0 Procedimiento de Inspección de Uniones Soldadas Por Partículas Magnéticas (Yugo Magnético)wilberNessuna valutazione finora
- Temario Diplomado Ensayos No Destructivos PDFDocumento11 pagineTemario Diplomado Ensayos No Destructivos PDFismael castroNessuna valutazione finora
- Traduccion ASTM E317-94Documento24 pagineTraduccion ASTM E317-94Efrain Ortiz BarretoNessuna valutazione finora
- Procedimiento de Apuntalado de SobreplanchasDocumento8 pagineProcedimiento de Apuntalado de SobreplanchasVictor AlejandroNessuna valutazione finora
- Sustentacion de Aceros Aisi 410Documento29 pagineSustentacion de Aceros Aisi 410Peter CabreraNessuna valutazione finora
- ICOT-PRO-CC-018 - Procedimiento de Radiografia Industrial - ASME B31 3 - 2018Documento17 pagineICOT-PRO-CC-018 - Procedimiento de Radiografia Industrial - ASME B31 3 - 2018Luis CONDORI SOTO100% (1)
- Registro de OperacionesDocumento1 paginaRegistro de OperacionesAnonymous 5JDy895zNessuna valutazione finora
- WPS TuberiaDocumento2 pagineWPS TuberiaOmar BecerrilNessuna valutazione finora
- Ensayo Ut de Ejes y VastagosDocumento5 pagineEnsayo Ut de Ejes y Vastagos16740386Nessuna valutazione finora
- Curva DACDocumento5 pagineCurva DACWilly Franco Correa BautistaNessuna valutazione finora
- Procedimiento de Particulas MagneticasDocumento7 pagineProcedimiento de Particulas MagneticasJuan Burneo100% (2)
- Rot End PM 001Documento10 pagineRot End PM 001Dante RojasNessuna valutazione finora
- PM 01Documento10 paginePM 01Dante RojasNessuna valutazione finora
- Procedimiento para Inspección Por Particulas Mangeticas PR-IND-003Documento16 pagineProcedimiento para Inspección Por Particulas Mangeticas PR-IND-003jdaniel1269100% (1)
- Inspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Documento5 pagineInspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Dante RojasNessuna valutazione finora
- Mantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109Da EverandMantenimiento de redes eléctricas aéreas de baja tensión. ELEE0109Nessuna valutazione finora
- Determinación y Cuantificación de Cafeína en Diferentes Productos Comerciales Por El Metodo de Curva de CalibracionDocumento4 pagineDeterminación y Cuantificación de Cafeína en Diferentes Productos Comerciales Por El Metodo de Curva de CalibracionjohanamarcelasambonyNessuna valutazione finora
- Actividad 8Documento5 pagineActividad 8Chemma Cmaargo QzdàNessuna valutazione finora
- Agitacion en TanquesDocumento39 pagineAgitacion en TanquesJesús Yalta NovoaNessuna valutazione finora
- NTP 900.003 ADocumento3 pagineNTP 900.003 AchiribogachNessuna valutazione finora
- Diluciones Jueves 27 2021-2 para Alumnos Clase DadaDocumento7 pagineDiluciones Jueves 27 2021-2 para Alumnos Clase DadaValeria MeldyNessuna valutazione finora
- LIXIVIACION de Oxidos y SulfurosDocumento264 pagineLIXIVIACION de Oxidos y Sulfuroszebaacdc100% (1)
- Grupo 1-Biologia CelularDocumento3 pagineGrupo 1-Biologia Celularxiomara balderaNessuna valutazione finora
- Temario CienciasDocumento2 pagineTemario CienciasJulian Farje RondónNessuna valutazione finora
- AVANCE 3 Gestión de Mantenimiento FinalDocumento20 pagineAVANCE 3 Gestión de Mantenimiento FinalJefferson CorcueraNessuna valutazione finora
- Clase Ing IDocumento5 pagineClase Ing IMery Quispe LliuyaNessuna valutazione finora
- Métodos GravimetricosDocumento22 pagineMétodos GravimetricosDaniel AmadorNessuna valutazione finora
- GermanioDocumento4 pagineGermanioVictorNessuna valutazione finora
- Síntesis de Condensación Benzoinica, Bencil y Ácido BencilicoDocumento14 pagineSíntesis de Condensación Benzoinica, Bencil y Ácido BencilicoJaime VelásquezNessuna valutazione finora
- El Funcionamiento Del Planeta y La Alfabetizacion en Ciencias de La TierraDocumento10 pagineEl Funcionamiento Del Planeta y La Alfabetizacion en Ciencias de La TierraDavid CarrozzoNessuna valutazione finora
- Fotocopias 2Documento8 pagineFotocopias 2Ana Lis CuciuffoNessuna valutazione finora
- EWH09AB Manual UsuarioDocumento2 pagineEWH09AB Manual Usuariosopita.tulelandiaNessuna valutazione finora
- Informe #7 Viscosidad y Tencion SuperfDocumento4 pagineInforme #7 Viscosidad y Tencion Superfgerson alarconNessuna valutazione finora
- Laboratorio TransformadoresDocumento10 pagineLaboratorio Transformadoreslina.lambranoaNessuna valutazione finora
- Razo Hernández QOB RP3Documento7 pagineRazo Hernández QOB RP3Harmony AbadejoNessuna valutazione finora
- RXN PoliestirenoDocumento3 pagineRXN PoliestirenoMarlonBarbosaaNessuna valutazione finora
- Ejercicios Transferencia de MasaDocumento7 pagineEjercicios Transferencia de MasaAlexandre NavarreteNessuna valutazione finora
- Practica Ozonolisis de MODocumento3 paginePractica Ozonolisis de MOLuis Gómez100% (1)
- Recuperación TérmicaDocumento10 pagineRecuperación TérmicaPatricia AñsldkdjfNessuna valutazione finora
- Semana 6Documento9 pagineSemana 6Carmen Luz Fernandez BalbinNessuna valutazione finora
- Metodos de EsterilizaciónDocumento6 pagineMetodos de EsterilizaciónAna Maria Perez SilvaNessuna valutazione finora
- Diala s4 ZX 1 para Transformadores 1Documento4 pagineDiala s4 ZX 1 para Transformadores 1Matias Exequiel SueldoNessuna valutazione finora
- P1. Lixiviación.Documento9 pagineP1. Lixiviación.Ivan ReynaNessuna valutazione finora
- Introduccion A La Energia 1ºbachilleratoDocumento8 pagineIntroduccion A La Energia 1ºbachilleratojefepepar.tecnoNessuna valutazione finora
- Solucion GT 01-Y-ComplementariasDocumento15 pagineSolucion GT 01-Y-ComplementariasCarmenza SanchezNessuna valutazione finora
- Tarea Extraclase Fisica TermodinamicaDocumento4 pagineTarea Extraclase Fisica TermodinamicaAlessa LexiNessuna valutazione finora