Potrebbero piacerti anche
- Unit IV Internal Combustion Engines: For Support Notes, Please Visit: WWW - Arpradeep.tk 1Documento116 pagineUnit IV Internal Combustion Engines: For Support Notes, Please Visit: WWW - Arpradeep.tk 1dev2945Nessuna valutazione finora
- 535 IntroDocumento53 pagine535 Introdev2945Nessuna valutazione finora
- Malabar Institute of Technology Department of Civil Engineering Lessson PlanDocumento2 pagineMalabar Institute of Technology Department of Civil Engineering Lessson Plandev2945Nessuna valutazione finora
- D&E May16Documento2 pagineD&E May16dev2945Nessuna valutazione finora
- Bharat Sanchar Nigam Limited: Receipt DetailsDocumento1 paginaBharat Sanchar Nigam Limited: Receipt Detailsdev2945Nessuna valutazione finora
- Internal Marks Batch A BE110 ENGINEERING GRAPHICS 21.04.2016 SL - NO: Name InternalDocumento2 pagineInternal Marks Batch A BE110 ENGINEERING GRAPHICS 21.04.2016 SL - NO: Name Internaldev2945Nessuna valutazione finora
- Electro Chemical MachiningDocumento10 pagineElectro Chemical Machiningdev2945Nessuna valutazione finora
- Emr024 PDFDocumento6 pagineEmr024 PDFdev2945Nessuna valutazione finora
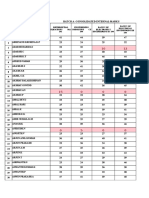
- A Bath Consolidated Internal FinalDocumento6 pagineA Bath Consolidated Internal Finaldev2945Nessuna valutazione finora
- ALL Student Exam EligibilityDocumento25 pagineALL Student Exam Eligibilitydev2945Nessuna valutazione finora
- Malabar Institute of TechnologyDocumento1 paginaMalabar Institute of Technologydev2945Nessuna valutazione finora
- Coursediary Manufacturing TechnologyDocumento16 pagineCoursediary Manufacturing Technologydev2945Nessuna valutazione finora
- Admission 2014 NewDocumento124 pagineAdmission 2014 Newdev2945Nessuna valutazione finora
- Bharat Sanchar Nigam Limited: Receipt DetailsDocumento1 paginaBharat Sanchar Nigam Limited: Receipt Detailsdev2945Nessuna valutazione finora
- College of Engineering Thalassery: 1106 A Basic Civil Engineering Internal Marks S1S2 EeeDocumento4 pagineCollege of Engineering Thalassery: 1106 A Basic Civil Engineering Internal Marks S1S2 Eeedev2945Nessuna valutazione finora
- Programme Planned For 2015 - 16 CeDocumento1 paginaProgramme Planned For 2015 - 16 Cedev2945Nessuna valutazione finora
- Bharat Sanchar Nigam Limited: Chapter I-Policy Commencement and Scope InterpretationDocumento10 pagineBharat Sanchar Nigam Limited: Chapter I-Policy Commencement and Scope Interpretationdev2945Nessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Unit I - Basics of C ProgrammingDocumento44 pagineUnit I - Basics of C ProgrammingHarsh DeshwalNessuna valutazione finora
- Digital Front End Developement BTADocumento4 pagineDigital Front End Developement BTAmannNessuna valutazione finora
- Iso 10245-2-2014 PDFDocumento16 pagineIso 10245-2-2014 PDFalejandroNessuna valutazione finora
- Boeing 787Documento5 pagineBoeing 787shihab100% (1)
- Total Quality Management Six SigmaDocumento304 pagineTotal Quality Management Six Sigmajuancgr77Nessuna valutazione finora
- Nvidia DGX Os 4 Server: Software Release NotesDocumento19 pagineNvidia DGX Os 4 Server: Software Release Notesloreto07Nessuna valutazione finora
- Troubleshoot EMC CelerraVNX IntegrationDocumento3 pagineTroubleshoot EMC CelerraVNX IntegrationchengabNessuna valutazione finora
- System and Standard Functions For S7-300 and S7-400Documento586 pagineSystem and Standard Functions For S7-300 and S7-400orgil02220100% (1)
- What Are Batch Element Entry (BEE) ?: B E E (BEE)Documento20 pagineWhat Are Batch Element Entry (BEE) ?: B E E (BEE)arun9698Nessuna valutazione finora
- Engineering Iot Combine PDF Nptel IotDocumento185 pagineEngineering Iot Combine PDF Nptel IotAshishNessuna valutazione finora
- Iso 3834 3 2021Documento10 pagineIso 3834 3 2021Dulce Tlanilli Dionisio AmadoNessuna valutazione finora
- FPSO Swivel Load MonitoringDocumento1 paginaFPSO Swivel Load MonitoringKim OanhNessuna valutazione finora
- XC Series 3-Wheel Electric Forklift Truck With Lithium PowerDocumento3 pagineXC Series 3-Wheel Electric Forklift Truck With Lithium PowerKobusNessuna valutazione finora
- Service Charges Wef 01-Oct-2023Documento11 pagineService Charges Wef 01-Oct-2023Loona KKNessuna valutazione finora
- Case Study NasariaDocumento20 pagineCase Study NasariaHarsh SinhaNessuna valutazione finora
- SAP - ABAP CDS Development User Guide: WarningDocumento91 pagineSAP - ABAP CDS Development User Guide: WarningKrishna Kshera SagareNessuna valutazione finora
- AsdfghjklDocumento2 pagineAsdfghjklAdventurous FreakNessuna valutazione finora
- Complete Guide Binary Block ExpertsDocumento37 pagineComplete Guide Binary Block Expertswisdommensah0406100% (1)
- SoooDocumento3 pagineSoooDonny Dwi OktaviantoNessuna valutazione finora
- ETAP FAQ - Converting Powerplot ProjectsDocumento6 pagineETAP FAQ - Converting Powerplot ProjectsAlfred OkacheNessuna valutazione finora
- hh400 Handheld Scanner Data Sheet en A4Documento2 paginehh400 Handheld Scanner Data Sheet en A4Haris WahyuNessuna valutazione finora
- PDG 40S QeDocumento2 paginePDG 40S QeSamuel S. RoxasNessuna valutazione finora
- Sy0 601 04Documento24 pagineSy0 601 04marwen hassenNessuna valutazione finora
- Spring Batch Tutorial - Reading Information From A FileDocumento21 pagineSpring Batch Tutorial - Reading Information From A FileBala KulandaiNessuna valutazione finora
- Endress-Hauser Cerabar S PMP71 PTDocumento7 pagineEndress-Hauser Cerabar S PMP71 PTCleiton MonicoNessuna valutazione finora
- Programming NortelDocumento11 pagineProgramming NortelNeelakanteswar AslapuramNessuna valutazione finora
- Pioneer PLX 500kDocumento15 paginePioneer PLX 500kFabiNessuna valutazione finora
- I Have A Website Called GravitywriteDocumento6 pagineI Have A Website Called GravitywriteNirmal KumarNessuna valutazione finora
- Brilla SpaDocumento16 pagineBrilla SpaRaman SainiNessuna valutazione finora
- Samco CarryallDocumento4 pagineSamco CarryallbillNessuna valutazione finora