Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Selection of Equivalent Steel Materials To European Steel Materials SpecificationsDocumento154 pagineSelection of Equivalent Steel Materials To European Steel Materials SpecificationsJean-Noël LerouxNessuna valutazione finora
- MS1 01 HardnessDocumento4 pagineMS1 01 HardnessbountymaniNessuna valutazione finora
- P Access and Privacy Analyst 34318 2018-11-02Documento1 paginaP Access and Privacy Analyst 34318 2018-11-02bountymaniNessuna valutazione finora
- Western Ghats CatalogeDocumento26 pagineWestern Ghats CatalogebountymaniNessuna valutazione finora
- Check ValveDocumento4 pagineCheck ValvebountymaniNessuna valutazione finora
- CWB Acboa April 2008Documento29 pagineCWB Acboa April 2008bountymaniNessuna valutazione finora
- Over Pressure Protection For Pressure Vessel & Pressure PipingDocumento41 pagineOver Pressure Protection For Pressure Vessel & Pressure PipingNguyen Anh TungNessuna valutazione finora
- International Flights Air Tickets, Cheap International Air Fares at MakeMyTripDocumento1 paginaInternational Flights Air Tickets, Cheap International Air Fares at MakeMyTripbountymaniNessuna valutazione finora
- Potential and Current Requirements For The Cathodic Protection of Steel in SoilsDocumento9 paginePotential and Current Requirements For The Cathodic Protection of Steel in SoilsbountymaniNessuna valutazione finora
- JPCL Transpipe EbookDocumento82 pagineJPCL Transpipe Ebookvincent.w.stone6724Nessuna valutazione finora
- 08 EfaDocumento19 pagine08 EfabountymaniNessuna valutazione finora
- Objectives: Experiment: Fatigue TestingDocumento8 pagineObjectives: Experiment: Fatigue TestingShruti Raveendran100% (1)
- MP Article 3 PDFDocumento5 pagineMP Article 3 PDFbountymaniNessuna valutazione finora
- Recommendations For An Effective Program To Control The Degradation of Buried PipeDocumento160 pagineRecommendations For An Effective Program To Control The Degradation of Buried PipebountymaniNessuna valutazione finora
- 5 Baseline and Evaluation Design ManagementDocumento27 pagine5 Baseline and Evaluation Design ManagementbountymaniNessuna valutazione finora
- JPCL Transpipe EbookDocumento82 pagineJPCL Transpipe Ebookvincent.w.stone6724Nessuna valutazione finora
- Ukopa 13 028 PDFDocumento22 pagineUkopa 13 028 PDFbountymaniNessuna valutazione finora
- Corrosion Control Plan For BridgesDocumento34 pagineCorrosion Control Plan For BridgesJosé AvendañoNessuna valutazione finora
- G1CISDocumento78 pagineG1CISbountymaniNessuna valutazione finora
- CIS Training Manual - GX Version PDFDocumento87 pagineCIS Training Manual - GX Version PDFbountymaniNessuna valutazione finora
- Objectives: Experiment: Fatigue TestingDocumento8 pagineObjectives: Experiment: Fatigue TestingShruti Raveendran100% (1)
- Lecture #1 Introduction, Method of Sections: Reading: 1:1-2Documento77 pagineLecture #1 Introduction, Method of Sections: Reading: 1:1-2Prashant SunagarNessuna valutazione finora
- 14 - Brittle Fracture and Impact TestingDocumento36 pagine14 - Brittle Fracture and Impact TestingbountymaniNessuna valutazione finora
- Close Interval Potential Surveys (CIPS or CIS) Using MCM's Integrated Pipeline Survey Test Equipment and Database Management PackageDocumento85 pagineClose Interval Potential Surveys (CIPS or CIS) Using MCM's Integrated Pipeline Survey Test Equipment and Database Management PackagebountymaniNessuna valutazione finora
- Guided WavesDocumento10 pagineGuided WavesbountymaniNessuna valutazione finora
- Impact LaboratoryDocumento12 pagineImpact LaboratoryHafizuddin RazakNessuna valutazione finora
- Brittle Fracture and Impact TestingDocumento20 pagineBrittle Fracture and Impact TestingWaseeq AhmedNessuna valutazione finora
- 7 Tips For Materials TestingDocumento11 pagine7 Tips For Materials TestingGiuseppe GoriNessuna valutazione finora
- Fracture MechanicsDocumento18 pagineFracture Mechanicsjalali007Nessuna valutazione finora
- Effect of Heat Treatment Conditions On Microstructure and Wear Behaviour of Al4Cu2Ni2Mg AlloyDocumento7 pagineEffect of Heat Treatment Conditions On Microstructure and Wear Behaviour of Al4Cu2Ni2Mg AlloybountymaniNessuna valutazione finora
- Design Standards Manual: Hand & Stone Massage and Facial SpaDocumento48 pagineDesign Standards Manual: Hand & Stone Massage and Facial SpaG MuratiNessuna valutazione finora
- API 653 - CC - API 653 - Data Sheets - Dimensions - 62 TermsDocumento7 pagineAPI 653 - CC - API 653 - Data Sheets - Dimensions - 62 TermsSERFORTEC CIA. LTDA.Nessuna valutazione finora
- Itc Prospectus & Syllabus 2018Documento8 pagineItc Prospectus & Syllabus 2018Naresh LalwaniNessuna valutazione finora
- ALB-TENANT HANDBOOK (English)Documento73 pagineALB-TENANT HANDBOOK (English)Huỳnh Đức ThiệnNessuna valutazione finora
- TDOT Section 903Documento22 pagineTDOT Section 903Pedro Marfito Jr.Nessuna valutazione finora
- Sub Con AgreementDocumento12 pagineSub Con Agreement'Zhi En WongNessuna valutazione finora
- Flowchart PekerjaanDocumento14 pagineFlowchart PekerjaankurniawanNessuna valutazione finora
- Astm A-199 A-199m (1992)Documento3 pagineAstm A-199 A-199m (1992)Broderick DispoNessuna valutazione finora
- KBR Inspection Test Plan For Shop Fabricated PipingDocumento4 pagineKBR Inspection Test Plan For Shop Fabricated PipingSyafril AkbarNessuna valutazione finora
- Omn Fac 406Documento52 pagineOmn Fac 406vinodNessuna valutazione finora
- National Eggshell Emulsion (Matt)Documento4 pagineNational Eggshell Emulsion (Matt)PJ PJNessuna valutazione finora
- Approved Civil Material VendorsDocumento14 pagineApproved Civil Material VendorsOmer SyedNessuna valutazione finora
- PDFDocumento974 paginePDFpeter smith100% (1)
- Promax Hihg Performance End Mill Flyer Us556Documento2 paginePromax Hihg Performance End Mill Flyer Us556api-521872070Nessuna valutazione finora
- 800 MMDocumento1 pagina800 MMPRAMODH CHELLURUNessuna valutazione finora
- CableDocumento1 paginaCablerocketvtNessuna valutazione finora
- Flyover FormworkDocumento13 pagineFlyover FormworkvrushankshahNessuna valutazione finora
- Siva Sagar ZP Community Hall EstimateDocumento12 pagineSiva Sagar ZP Community Hall EstimateNilesh AvhadNessuna valutazione finora
- Material GradesDocumento1 paginaMaterial GradesshisNessuna valutazione finora
- Apeer Brochure May 2021Documento59 pagineApeer Brochure May 2021Focus WindowsNessuna valutazione finora
- Inbal - Deluge Valve Pressure Control 03-13 CR01Documento4 pagineInbal - Deluge Valve Pressure Control 03-13 CR01pvalverdea2014Nessuna valutazione finora
- The Volume of One Bag of CementDocumento13 pagineThe Volume of One Bag of CementSemir GidiNessuna valutazione finora
- Promaspray P300: Vermiculite Gypsum Based Wet Mix SprayDocumento22 paginePromaspray P300: Vermiculite Gypsum Based Wet Mix SprayLoly PopNessuna valutazione finora
- Hvac-Question & AnswerDocumento4 pagineHvac-Question & AnswerKkrkollam KrishnaKumarNessuna valutazione finora
- Labour Production Description of WorkDocumento3 pagineLabour Production Description of WorkIrfanNessuna valutazione finora
- Ugiweb 52492Documento5 pagineUgiweb 52492badrNessuna valutazione finora
- (MHD Catalogue) ME 2022 - V070722Documento7 pagine(MHD Catalogue) ME 2022 - V070722Chhenglong HengNessuna valutazione finora
- Válvula de Bola de Alta Presion SIODocumento4 pagineVálvula de Bola de Alta Presion SIOJackNessuna valutazione finora
- Arrebol Patagonia HotelDocumento2 pagineArrebol Patagonia HotelVictor StefanNessuna valutazione finora
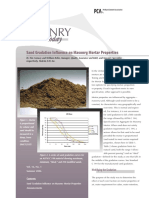
- 2006 PCA Sand-GradationDocumento4 pagine2006 PCA Sand-GradationmordeauxNessuna valutazione finora