Potrebbero piacerti anche
- Tracking FDA 0105Documento21 pagineTracking FDA 0105최문섭Nessuna valutazione finora
- Apron Feeder CatDocumento4 pagineApron Feeder CatNarsi ReddyNessuna valutazione finora
- Datasheet - Vertical Lifter Conveyor For Multi Story Conveyor System DesignDocumento10 pagineDatasheet - Vertical Lifter Conveyor For Multi Story Conveyor System DesignImpel IntralogisticsNessuna valutazione finora
- Rexnord® High Performance Bucket Elevators PDFDocumento12 pagineRexnord® High Performance Bucket Elevators PDFJavier Alejandro Rodriguez MelgozaNessuna valutazione finora
- Belt ConveyorsDocumento10 pagineBelt ConveyorsRaja PalasaNessuna valutazione finora
- Steel Cord Conveyor BeltingDocumento10 pagineSteel Cord Conveyor BeltingnicolasNessuna valutazione finora
- VibratingEquipmentBrochure PDFDocumento10 pagineVibratingEquipmentBrochure PDFWilliam VillamizarNessuna valutazione finora
- MULTIDOS MTD-E® Conveyor Belt Scraper Operating Manual Supplement - bvh2350gbDocumento20 pagineMULTIDOS MTD-E® Conveyor Belt Scraper Operating Manual Supplement - bvh2350gbSoehartono HsNessuna valutazione finora
- E-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaDocumento6 pagineE-Catalog - Operator Less Continues Vertical Conveyor From Impel Intralogistic - IndiaImpel IntralogisticsNessuna valutazione finora
- Automatic Samplers: Proven & DependableDocumento6 pagineAutomatic Samplers: Proven & DependableHarish KumarNessuna valutazione finora
- Steel Cord Conveyor Belt 1 PDFDocumento16 pagineSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeNessuna valutazione finora
- Troughed Belt IntroDocumento5 pagineTroughed Belt IntroAbas S. AcmadNessuna valutazione finora
- Iso 3684 1990Documento8 pagineIso 3684 1990joaquin fuentealba moralesNessuna valutazione finora
- Bucket Elevators 150520Documento16 pagineBucket Elevators 150520RICARDOALEXBORGESNessuna valutazione finora
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementDocumento5 paginePipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyNessuna valutazione finora
- Brochure - Slide Gate Valve - Pubc-0502-SvDocumento2 pagineBrochure - Slide Gate Valve - Pubc-0502-SvedgarspalaciosNessuna valutazione finora
- Smalis Radial Stacker ManualDocumento61 pagineSmalis Radial Stacker Manualmacross086100% (1)
- Apron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsDocumento8 pagineApron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsarsanioseNessuna valutazione finora
- Pipe Conveyor Conveyors Pm-Check ListDocumento5 paginePipe Conveyor Conveyors Pm-Check Listgullipalli srinivasa raoNessuna valutazione finora
- Technical Data Sheet - Steel Cord FR GradeDocumento2 pagineTechnical Data Sheet - Steel Cord FR Gradeamol1321Nessuna valutazione finora
- Dunlop Conveyor Belt Design Manual - HTMLDocumento38 pagineDunlop Conveyor Belt Design Manual - HTMLForbes Kamba100% (1)
- Marg Conveyor Bag Handling PresentationDocumento8 pagineMarg Conveyor Bag Handling PresentationMarg ConveyorsNessuna valutazione finora
- 2010 - Telescopic ChuteDocumento29 pagine2010 - Telescopic ChutesteelageNessuna valutazione finora
- Telescopic Conveyor BeltDocumento24 pagineTelescopic Conveyor BeltFarshad MahmoudiNessuna valutazione finora
- Textile Belt SplicingDocumento3 pagineTextile Belt SplicingWaris La Joi WakatobiNessuna valutazione finora
- Helix Delta T-5 - HelpDocumento274 pagineHelix Delta T-5 - Helpgkforoghan100% (1)
- Iso 5293 1981Documento8 pagineIso 5293 1981Rajaram JayaramanNessuna valutazione finora
- Conveyorspt 170911094349 PDFDocumento49 pagineConveyorspt 170911094349 PDFGowthaman MaruthamuthuNessuna valutazione finora
- Take Up Brochure - Web PDFDocumento16 pagineTake Up Brochure - Web PDFM Sulaiman0% (1)
- Print Close: Machine DesignDocumento5 paginePrint Close: Machine DesignAnonymous CYdagINessuna valutazione finora
- ConyevorsDocumento9 pagineConyevorsRohan MalkarNessuna valutazione finora
- Gravity ConveyorsDocumento49 pagineGravity ConveyorsAdriel Aron DiazNessuna valutazione finora
- S3 Product Range - EnglishDocumento35 pagineS3 Product Range - EnglishJuan Esteban Luque ZegarraNessuna valutazione finora
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocumento96 pagine24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNessuna valutazione finora
- Mato Belt Cleaner CatalogueDocumento12 pagineMato Belt Cleaner Catalogueleeyod100% (1)
- Synergy Shuttle ConveyorDocumento5 pagineSynergy Shuttle ConveyorTamal Tanu RoyNessuna valutazione finora
- ScreeningDocumento16 pagineScreeninganthony ijigaNessuna valutazione finora
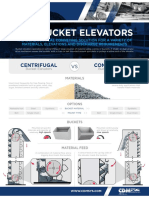
- CDM Bucket Elevators: Centrifugal ContinuousDocumento2 pagineCDM Bucket Elevators: Centrifugal ContinuousOcta IrawanNessuna valutazione finora
- Eilbeck Catalogue 2013 WinchesDocumento15 pagineEilbeck Catalogue 2013 WinchesyaskawaNessuna valutazione finora
- Impact CrusherDocumento8 pagineImpact CrusherSharath MenonNessuna valutazione finora
- Heavy Duty Apron Feeder PDFDocumento2 pagineHeavy Duty Apron Feeder PDFNova HeriNessuna valutazione finora
- PROK Product CatalogueDocumento32 paginePROK Product CatalogueDiego AndradeNessuna valutazione finora
- Pipe Conveyor SystemDocumento6 paginePipe Conveyor Systemsurajit81100% (2)
- Beltwall: Corrugated Sidewall BeltingDocumento8 pagineBeltwall: Corrugated Sidewall Beltingcanito73Nessuna valutazione finora
- Belt TrackingDocumento75 pagineBelt TrackingSreenivasulu TalariNessuna valutazione finora
- Engineered Class Pulley BrochureDocumento8 pagineEngineered Class Pulley BrochureLazzarus Az GunawanNessuna valutazione finora
- DTS-BE-Bucket Elevator - 10-04-2007Documento3 pagineDTS-BE-Bucket Elevator - 10-04-2007BRUNA NASCIMENTONessuna valutazione finora
- Cold Vulcanizing SolutionDocumento4 pagineCold Vulcanizing Solutionritesh shrivastav0% (1)
- Siemens Belt ScalesDocumento66 pagineSiemens Belt ScalesGilbertDominguezNessuna valutazione finora
- Conveyor Belt - Manufacturer of Conveyor Belts, Rubber Conveyor BeltsDocumento2 pagineConveyor Belt - Manufacturer of Conveyor Belts, Rubber Conveyor BeltsHan PhamNessuna valutazione finora
- VibrofeederDocumento32 pagineVibrofeederNaveen LingamkuntaNessuna valutazione finora
- Presentación Equipo 2Documento62 paginePresentación Equipo 2Ruben Lopez RicoNessuna valutazione finora
- Model 7900Documento73 pagineModel 7900Carlos MartínezNessuna valutazione finora
- Structural Health MonitoringDa EverandStructural Health MonitoringDaniel BalageasNessuna valutazione finora
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDa EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNessuna valutazione finora
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDa EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNessuna valutazione finora
- Belt Weigher Controller JY500B1Documento61 pagineBelt Weigher Controller JY500B1Sơn Lê CaoNessuna valutazione finora
- Loss-In-Weight Feeders: Product Application GuidelinesDocumento27 pagineLoss-In-Weight Feeders: Product Application GuidelinesAMIRNessuna valutazione finora
- ARAMIS V User ManualDocumento97 pagineARAMIS V User ManualGabriel RojasNessuna valutazione finora
- Rolling Stock Safety AssessmentDocumento26 pagineRolling Stock Safety AssessmentAhmed HassanNessuna valutazione finora
- Centroids of Composite Bodies PDFDocumento9 pagineCentroids of Composite Bodies PDFบิ๊ก บิ๊กNessuna valutazione finora
- Pneumatic ConveyingDocumento16 paginePneumatic Conveyingบิ๊ก บิ๊กNessuna valutazione finora
- P 1996 2Documento8 pagineP 1996 2Vijay KumarNessuna valutazione finora
- ST Belt Splicing VulcanizingDocumento24 pagineST Belt Splicing Vulcanizingบิ๊ก บิ๊กNessuna valutazione finora
- Three-Moment With MatlabDocumento10 pagineThree-Moment With Matlabalijahromi94Nessuna valutazione finora
- The Three-Moment Equation - Strength of Materials ReviewDocumento5 pagineThe Three-Moment Equation - Strength of Materials Reviewบิ๊ก บิ๊กNessuna valutazione finora
- Total Station Setup and OperationDocumento33 pagineTotal Station Setup and OperationMaskusHaryadiNessuna valutazione finora
- 1 Exemplary Technical Report 288Documento99 pagine1 Exemplary Technical Report 288Shukla Suyash100% (1)
- Kiln Shell Laser ManualDocumento19 pagineKiln Shell Laser Manualบิ๊ก บิ๊กNessuna valutazione finora
- Rotary KilnsDocumento19 pagineRotary Kilnsบิ๊ก บิ๊กNessuna valutazione finora
- Gears and PinionsDocumento5 pagineGears and Pinionsmahreza189Nessuna valutazione finora
- DataKom 123-125-243-245 - USERDocumento2 pagineDataKom 123-125-243-245 - USERKhaleel KhanNessuna valutazione finora
- Motion - Kinetix Selection GuideDocumento170 pagineMotion - Kinetix Selection GuideNicolás A. SelvaggioNessuna valutazione finora
- Design of A Quadrature Decodercounter Interface Ic For Motor ConDocumento6 pagineDesign of A Quadrature Decodercounter Interface Ic For Motor ConAmol ElectronicaNessuna valutazione finora
- M100700D - MME For Fanuc 6 - 11 - 12 ManualDocumento38 pagineM100700D - MME For Fanuc 6 - 11 - 12 ManualTony AntonyNessuna valutazione finora
- Argus LCX: Convenient Vital Data Patient MonitoringDocumento4 pagineArgus LCX: Convenient Vital Data Patient MonitoringAzhari DasrilNessuna valutazione finora
- Signal Chain Design GuideDocumento20 pagineSignal Chain Design GuideLi OuyangNessuna valutazione finora
- FP 08825 m.2.0Documento2 pagineFP 08825 m.2.0alijazizaibNessuna valutazione finora
- DCCDocumento35 pagineDCCkhushbu patelNessuna valutazione finora
- Analog Electronics ProjectDocumento11 pagineAnalog Electronics ProjectASHUTOSH MOHAPATRA 18BLC1035Nessuna valutazione finora
- Laser in EntDocumento16 pagineLaser in EntKumar NeelakandanNessuna valutazione finora
- OM201311Conext Core XC-NA Operating Manual (990-5145 - Rev-)Documento96 pagineOM201311Conext Core XC-NA Operating Manual (990-5145 - Rev-)bianca7sallesNessuna valutazione finora
- Bangaon Division ConsumptionDocumento2 pagineBangaon Division ConsumptionJuBeeNessuna valutazione finora
- KT 4 AvDocumento109 pagineKT 4 AvПарлић Синиша.Nessuna valutazione finora
- 5single Stage MOS AmplifiersDocumento7 pagine5single Stage MOS Amplifiers4NM20EE085 VISHWAKEERTHI BHAT MNessuna valutazione finora
- WEG CFW 08 Addendum To The Users Manual 500 600v Power Supply 0899.5584 4.2x Manual EnglishDocumento12 pagineWEG CFW 08 Addendum To The Users Manual 500 600v Power Supply 0899.5584 4.2x Manual EnglishAmbrose NaldrettNessuna valutazione finora
- Reliability 2022 FinalDocumento30 pagineReliability 2022 FinalMohamed ElzabalawyNessuna valutazione finora
- Slide 2 Photovoltaic System 4Documento71 pagineSlide 2 Photovoltaic System 4Chea LichhingNessuna valutazione finora
- Whirlpool Awo D 6202 DDocumento54 pagineWhirlpool Awo D 6202 Dcatalinsky0% (1)
- Alaska PDFDocumento54 pagineAlaska PDFPraphulla RaoNessuna valutazione finora
- Contain CeDocumento4 pagineContain CenageshNessuna valutazione finora
- ARITA Valve CatalogueDocumento68 pagineARITA Valve CatalogueMuhamad Ilyas60% (5)
- CM2880 Wiring Diagram enDocumento1 paginaCM2880 Wiring Diagram enAung Mh62% (21)
- Deep Bar and Double Cage 010223Documento20 pagineDeep Bar and Double Cage 010223Debankan ChatterjeeNessuna valutazione finora
- Manual Smar Tt301Documento58 pagineManual Smar Tt301yo_soy_yvette100% (1)
- Cubase 5 VST InstrumentsDocumento12 pagineCubase 5 VST InstrumentsStefanos K.Nessuna valutazione finora
- Alternating CurrentDocumento17 pagineAlternating CurrentShinjiNessuna valutazione finora
- Weapons and Gear For Fallout 3 Using Basic Role PlayingDocumento535 pagineWeapons and Gear For Fallout 3 Using Basic Role PlayingJohn MillerNessuna valutazione finora
- OPAMP FundamentalsDocumento16 pagineOPAMP Fundamentalslucky sameeNessuna valutazione finora
- Everlast INTERVAL TRAINING ROUND TIMER PDFDocumento1 paginaEverlast INTERVAL TRAINING ROUND TIMER PDFanniaanniaNessuna valutazione finora
- GCS VCSEL DO188 - VCSEL Datasheet Preliminary Ver. 2Documento2 pagineGCS VCSEL DO188 - VCSEL Datasheet Preliminary Ver. 2bobNessuna valutazione finora