Potrebbero piacerti anche
- Hydro Generator Components & Their AnalysisDocumento38 pagineHydro Generator Components & Their AnalysisSandeep KumarNessuna valutazione finora
- HydroVertical PDFDocumento14 pagineHydroVertical PDFBang MatNessuna valutazione finora
- 3X8MW DHUKWAN SMALL HYDRO ELECTRIC PROJECT O&M MANUALDocumento129 pagine3X8MW DHUKWAN SMALL HYDRO ELECTRIC PROJECT O&M MANUALPradip RajNessuna valutazione finora
- EPILUX 5 Coal Tar Epoxy Anti-Corrosion CoatingDocumento2 pagineEPILUX 5 Coal Tar Epoxy Anti-Corrosion CoatingShyam ShrishNessuna valutazione finora
- Power Calculations For Pelton TurbinesDocumento19 paginePower Calculations For Pelton TurbinestamailhamNessuna valutazione finora
- Larji Hydropower Project ReportDocumento53 pagineLarji Hydropower Project ReportNishant Verma50% (4)
- Commissioning Procedure of Turbine and GeneratorDocumento37 pagineCommissioning Procedure of Turbine and GeneratorFuad Burhani100% (1)
- BHEL Bhopal Report Hydro GeneratorDocumento45 pagineBHEL Bhopal Report Hydro GeneratorPuneet Pawar100% (3)
- Braking & Jacking System in GeneratorDocumento8 pagineBraking & Jacking System in GeneratorBlackHeart100% (2)
- GBT 8564 2003 Specification For Installation of Hydraulic Turbine Generator UnitsDocumento104 pagineGBT 8564 2003 Specification For Installation of Hydraulic Turbine Generator UnitsvietnhuNessuna valutazione finora
- ABB RET 670 Product GuideDocumento107 pagineABB RET 670 Product Guiderazvan_nNessuna valutazione finora
- Converting To Variable Speed at A Pumped-Storage PlantDocumento9 pagineConverting To Variable Speed at A Pumped-Storage Plantle hoai NamNessuna valutazione finora
- Hydro Power Plant PresentationDocumento35 pagineHydro Power Plant PresentationM Hamza NadeemNessuna valutazione finora
- Turbine Pelton DesignDocumento35 pagineTurbine Pelton DesignAD Lingga100% (3)
- Bend Loss in PenstockDocumento22 pagineBend Loss in PenstockAan ShresthaNessuna valutazione finora
- ECEN 667 Power System Stability: Lecture 13: Governors, PID ControllersDocumento45 pagineECEN 667 Power System Stability: Lecture 13: Governors, PID ControllersManuelNessuna valutazione finora
- Vol3-11 Miscellaneous ElectricalDocumento20 pagineVol3-11 Miscellaneous Electricalmuhamad.badar9285Nessuna valutazione finora
- TidongDocumento162 pagineTidongSandeep AggarwalNessuna valutazione finora
- Ge Make BrekaersDocumento16 pagineGe Make Brekaerssuji100% (1)
- Hydro GeneratorDocumento34 pagineHydro Generatorhardy113100% (1)
- Lecture Notes - Synchronous MachineDocumento14 pagineLecture Notes - Synchronous MachineYuvraj GogoiNessuna valutazione finora
- NEC 430.52 ExplanationDocumento1 paginaNEC 430.52 Explanationmuqtar4uNessuna valutazione finora
- Synchronous Generator Transient AnalysisDocumento11 pagineSynchronous Generator Transient AnalysisSBNSSenanayakeNessuna valutazione finora
- Three-Phase Motor Current Unbalance CausesDocumento3 pagineThree-Phase Motor Current Unbalance CausesjoabaarNessuna valutazione finora
- Ieee 810Documento24 pagineIeee 810Enmel Martínez Bejarano100% (1)
- Disclosure To Promote The Right To InformationDocumento24 pagineDisclosure To Promote The Right To Informationmanzeera sharmaNessuna valutazione finora
- Black Start Diesel Gen. SystemDocumento29 pagineBlack Start Diesel Gen. SystemعليفاضلNessuna valutazione finora
- 3.1 Selection of Turbine and Governing System PDFDocumento72 pagine3.1 Selection of Turbine and Governing System PDFtanujaayer100% (1)
- Ee 591 Machine 2 PDFDocumento39 pagineEe 591 Machine 2 PDFPrabhat Kumar SahuNessuna valutazione finora
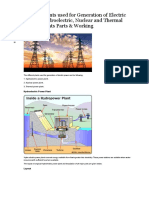
- Various Plants used for Electric Power Generation: Hydro, Nuclear & ThermalDocumento6 pagineVarious Plants used for Electric Power Generation: Hydro, Nuclear & ThermalWilson FuentesNessuna valutazione finora
- Selecting Hydraulic Turbines, Pump Turbines, Generators & MotorsDocumento160 pagineSelecting Hydraulic Turbines, Pump Turbines, Generators & MotorsDodik IstiantoNessuna valutazione finora
- Maintenance Schedule Checklist For Hydro Generators PDFDocumento65 pagineMaintenance Schedule Checklist For Hydro Generators PDFmridu ranjanNessuna valutazione finora
- Chapter-9 Hydro Generator Characteristics and Performance PDFDocumento32 pagineChapter-9 Hydro Generator Characteristics and Performance PDFVerruumm AmineNessuna valutazione finora
- GEA18574 Hydro Generator Test and InspectDocumento4 pagineGEA18574 Hydro Generator Test and InspecteciceranNessuna valutazione finora
- IEEE STD 125-2007 PDFDocumento61 pagineIEEE STD 125-2007 PDFSérgio LageNessuna valutazione finora
- CLOVA FALLS Turbine SelectionDocumento62 pagineCLOVA FALLS Turbine Selectionblas0319Nessuna valutazione finora
- Francis Turbine Manual PDFDocumento6 pagineFrancis Turbine Manual PDFprinceNessuna valutazione finora
- Insulators: Properties, Types and EfficiencyDocumento18 pagineInsulators: Properties, Types and EfficiencyGurpreet UppalNessuna valutazione finora
- Chapter 9 Hydro GeneratorDocumento32 pagineChapter 9 Hydro GeneratorDivyansh Singh ChauhanNessuna valutazione finora
- 300 MW Variable Speed Drives For Pump-Storage Plant Application GoldisthalDocumento24 pagine300 MW Variable Speed Drives For Pump-Storage Plant Application GoldisthalMiguel Esteban MartinezNessuna valutazione finora
- 2017 Black Start StudyDocumento47 pagine2017 Black Start StudyhaniNessuna valutazione finora
- 090443P - Synchronous Generator Transient AnalysisDocumento16 pagine090443P - Synchronous Generator Transient AnalysisManoj JayaruwanNessuna valutazione finora
- IEM c3 PDFDocumento62 pagineIEM c3 PDFdinamo1948Nessuna valutazione finora
- Circuit Breaking Transients 3-Phase Short CircuitDocumento50 pagineCircuit Breaking Transients 3-Phase Short CircuitDeanna GrahamNessuna valutazione finora
- 682 Survey On Hydro Generator Instrumentation and MonitoringDocumento88 pagine682 Survey On Hydro Generator Instrumentation and MonitoringwoopNessuna valutazione finora
- Draft Tube CFD Validation with FLINDT DataDocumento26 pagineDraft Tube CFD Validation with FLINDT DataKhairy ElsayedNessuna valutazione finora
- Design Hydropower PlantDocumento49 pagineDesign Hydropower PlantManuel ContrerasNessuna valutazione finora
- Designing TurbogeneratorDocumento6 pagineDesigning TurbogeneratorMadhan GopalNessuna valutazione finora
- Project Report On Six Weeks Training At ANDRITZ HydroDocumento36 pagineProject Report On Six Weeks Training At ANDRITZ HydroTashmeet SinghNessuna valutazione finora
- ON LOAD TAP CHANGERSDocumento2 pagineON LOAD TAP CHANGERSashish_patel111Nessuna valutazione finora
- Monthly Progress Report 20 May 20Documento25 pagineMonthly Progress Report 20 May 20SBILALAHMEDNessuna valutazione finora
- IEEE STD 125 - 1998Documento32 pagineIEEE STD 125 - 1998Paulo Lopes100% (1)
- BHEL Guide to Hydro GeneratorsDocumento29 pagineBHEL Guide to Hydro GeneratorsDeepen SharmaNessuna valutazione finora
- Manual of 725HP 10KV MotorDocumento12 pagineManual of 725HP 10KV MotorduongthetinhqbNessuna valutazione finora
- Manual For 1215 Kva Rig AlternatorDocumento18 pagineManual For 1215 Kva Rig Alternatorprem080910Nessuna valutazione finora
- Single Bearing Generator Installation Procedures - LeTourneau, Inc.Documento65 pagineSingle Bearing Generator Installation Procedures - LeTourneau, Inc.pevare100% (3)
- Job List of Weigh FeederDocumento9 pagineJob List of Weigh FeederAjeet NamdevNessuna valutazione finora
- WEG Tachogenerator Manual EnglishDocumento26 pagineWEG Tachogenerator Manual EnglishPratik GuptaNessuna valutazione finora
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDa EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNessuna valutazione finora
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDa EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNessuna valutazione finora
- Double Element Voltage RelayDocumento4 pagineDouble Element Voltage RelayAshwini Kumar RaiNessuna valutazione finora
- ODS Rotary SwitchDocumento8 pagineODS Rotary SwitchAshwini Kumar RaiNessuna valutazione finora
- Grid Solutions: Auxilliary RelaysDocumento4 pagineGrid Solutions: Auxilliary RelaysAshwini Kumar RaiNessuna valutazione finora
- CSC-101 Line Protection IED Technical Application Manual - V1.01Documento366 pagineCSC-101 Line Protection IED Technical Application Manual - V1.01Ashwini Kumar RaiNessuna valutazione finora
- Hydropower - Report - IfCDocumento120 pagineHydropower - Report - IfCĐỗ Thanh TùngNessuna valutazione finora
- Dry Powder Fire ExtinguisherDocumento1 paginaDry Powder Fire ExtinguisherAshwini Kumar RaiNessuna valutazione finora
- MPPGCL Battery Charger Technical DetailsDocumento4 pagineMPPGCL Battery Charger Technical DetailsAshwini Kumar RaiNessuna valutazione finora
- General CatalogueDocumento6 pagineGeneral CatalogueAshwini Kumar RaiNessuna valutazione finora
- Pneumatic Control ValvesDocumento28 paginePneumatic Control ValvesKartik UpadhyayNessuna valutazione finora
- Pneumatic Control ValvesDocumento28 paginePneumatic Control ValvesKartik UpadhyayNessuna valutazione finora
- Availability Based Tariff: Schedling Proceedure AND Settlement Mechanism Under Abt RegimeDocumento49 pagineAvailability Based Tariff: Schedling Proceedure AND Settlement Mechanism Under Abt RegimeAshwini Kumar RaiNessuna valutazione finora
- Thermal Power PlantDocumento13 pagineThermal Power PlantThulasi RamNessuna valutazione finora
- Pneumatic Control ValvesDocumento28 paginePneumatic Control ValvesKartik UpadhyayNessuna valutazione finora
- Mel712 29Documento28 pagineMel712 29Ashwini Kumar RaiNessuna valutazione finora
- Anker Product E-CatalogueDocumento11 pagineAnker Product E-CatalogueAshwini Kumar RaiNessuna valutazione finora
- UPSC: Engineering Services Examination 2013Documento7 pagineUPSC: Engineering Services Examination 2013TrcStaffNessuna valutazione finora
- Francis Turbines: - Examples - Losses in Francis Turbines - NPSH - Main DimensionsDocumento39 pagineFrancis Turbines: - Examples - Losses in Francis Turbines - NPSH - Main DimensionsAshwini Kumar RaiNessuna valutazione finora
- Computer Networking Lab Manual TitleDocumento4 pagineComputer Networking Lab Manual Titlemusfirah hamidNessuna valutazione finora
- 3b Transmission Forward and 3rd HDocumento1 pagina3b Transmission Forward and 3rd Hazry_alqadryNessuna valutazione finora
- LT3751 - Cap Charger ControllerDocumento34 pagineLT3751 - Cap Charger Controllerdinamik2tNessuna valutazione finora
- Oi Series Diagnostics For All AlarmsDocumento2 pagineOi Series Diagnostics For All Alarmsrattan singhNessuna valutazione finora
- Methods of Wireless Transmission of Electrical PowerDocumento11 pagineMethods of Wireless Transmission of Electrical PowerEsteria ChristinaNessuna valutazione finora
- MPMC Iii Unit Q&aDocumento21 pagineMPMC Iii Unit Q&aswetha bagadi it's good but how it will workNessuna valutazione finora
- 7 5 PDFDocumento20 pagine7 5 PDFSaid GedeonNessuna valutazione finora
- Diagrama 2 AntenaDocumento1 paginaDiagrama 2 AntenaEnrique Arevalo LeyvaNessuna valutazione finora
- Tarea 2 de MantenimientoDocumento52 pagineTarea 2 de Mantenimientocristian pantojaNessuna valutazione finora
- Demolition Hammer Parts ListDocumento4 pagineDemolition Hammer Parts ListBunu SahooNessuna valutazione finora
- Fundamentals of Fiber Cable ManagementDocumento23 pagineFundamentals of Fiber Cable ManagementNalaka ManawaduNessuna valutazione finora
- Chapter 39 Tires, Wheels and Hubs Maintenance, Diagnosis and ServiceDocumento40 pagineChapter 39 Tires, Wheels and Hubs Maintenance, Diagnosis and ServiceROSAN YUMANGNessuna valutazione finora
- XRAY NT1 Quick Reference TableDocumento2 pagineXRAY NT1 Quick Reference TablePeporro LopezNessuna valutazione finora
- Brand New and SurplusDocumento11 pagineBrand New and SurplusCrestinaNessuna valutazione finora
- Hydraulic pump repair partsDocumento5 pagineHydraulic pump repair partsalexis aguirre espejoNessuna valutazione finora
- Gator Supply Company - Galvanized Wire Rope - Galvanized Wire Rope - 6x37 ClassDocumento1 paginaGator Supply Company - Galvanized Wire Rope - Galvanized Wire Rope - 6x37 ClassMarcos LópezNessuna valutazione finora
- List of Accepted Street Lighting April Version 008 2018Documento13 pagineList of Accepted Street Lighting April Version 008 2018shajanNessuna valutazione finora
- Engine 601Documento4 pagineEngine 601SlobodanNessuna valutazione finora
- Vhf/Uhf: Dual-Band Twinlead J-Pole AntennaDocumento2 pagineVhf/Uhf: Dual-Band Twinlead J-Pole AntennaPABLO MAURONessuna valutazione finora
- Self-Aligning Bearing Units NTN-SNRDocumento125 pagineSelf-Aligning Bearing Units NTN-SNRDenis DavydovNessuna valutazione finora
- 01 - SWG - Automatic Transfer Switches - (1.23 - 1.24)Documento2 pagine01 - SWG - Automatic Transfer Switches - (1.23 - 1.24)ThilinaNessuna valutazione finora
- Polo Brochure April 2020 PDFDocumento19 paginePolo Brochure April 2020 PDFAneesh ChackoNessuna valutazione finora
- Microphone Research PaperDocumento9 pagineMicrophone Research PaperBen AyersNessuna valutazione finora
- Komatsu-Care Complimentary Maintenance ReimbursementDocumento2 pagineKomatsu-Care Complimentary Maintenance ReimbursementANessuna valutazione finora
- Shift and Throttle Control CablesDocumento21 pagineShift and Throttle Control CablesrfffffNessuna valutazione finora
- Test Report Rev.02 Doosan BobcatDocumento1 paginaTest Report Rev.02 Doosan BobcatHamoda HananNessuna valutazione finora
- Siemens Oil and Gas Duty Motors-The Ultimate For Assured Performance and Long Life enDocumento2 pagineSiemens Oil and Gas Duty Motors-The Ultimate For Assured Performance and Long Life enssNessuna valutazione finora
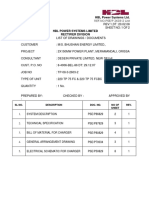
- REF - NO.PSE/P 2603-2 List: HBL Power Systems LTDDocumento22 pagineREF - NO.PSE/P 2603-2 List: HBL Power Systems LTDmukesh_kht1Nessuna valutazione finora
- Manual Osciloscopio IsotechDocumento114 pagineManual Osciloscopio IsotechVgomez GomezNessuna valutazione finora
- Safety Restraint System: AirbagsDocumento14 pagineSafety Restraint System: Airbags19-580 DhanalakshmiNessuna valutazione finora