Potrebbero piacerti anche
- Iso 4624Documento15 pagineIso 4624klkopopoonetdrghjktl100% (2)
- Solutions Manual C To Accompany Mechanical Vibration, First Edition by William J. Palm III University of Rhode IslandDocumento62 pagineSolutions Manual C To Accompany Mechanical Vibration, First Edition by William J. Palm III University of Rhode Islandkeerthiv7Nessuna valutazione finora
- Ace Tut 02 Turbulent BackstepDocumento22 pagineAce Tut 02 Turbulent BackstepHilario de JesusNessuna valutazione finora
- Mosaic Maker - Instructions PDFDocumento4 pagineMosaic Maker - Instructions PDFRoderickHenryNessuna valutazione finora
- Chapter 8 Two-Dimensional Problem SolutionDocumento51 pagineChapter 8 Two-Dimensional Problem SolutionJoseph Daguio JrNessuna valutazione finora
- Two-Dimensional Elasticity Theories and Plane ProblemsDocumento18 pagineTwo-Dimensional Elasticity Theories and Plane ProblemsHk Lorilla QuongNessuna valutazione finora
- Bolt Load Calculation StepsDocumento2 pagineBolt Load Calculation StepsSrikanth ShankarNessuna valutazione finora
- Types of Damping 1. Viscous DampingDocumento6 pagineTypes of Damping 1. Viscous DampingZandro GagoteNessuna valutazione finora
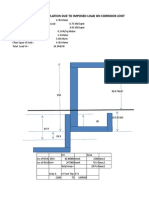
- Deflection Calculation Due To Imposed Load On Corridor JoistDocumento14 pagineDeflection Calculation Due To Imposed Load On Corridor JoistranjitNessuna valutazione finora
- Vibration Suppression and Control: William J. Palm IIIDocumento47 pagineVibration Suppression and Control: William J. Palm IIIMaJo0oDe100% (1)
- 2015 - Finite Element Modelling of Debonding Failures in Steel Beams Flexurally Strengthened With CFRP Laminates - Teng Fernando Yu PDFDocumento12 pagine2015 - Finite Element Modelling of Debonding Failures in Steel Beams Flexurally Strengthened With CFRP Laminates - Teng Fernando Yu PDFvlad lupasteanuNessuna valutazione finora
- Vibration Case HistoriesDocumento56 pagineVibration Case HistoriesanuprajaNessuna valutazione finora
- Bolt Tensioning: What is it and how does it workDocumento2 pagineBolt Tensioning: What is it and how does it work4jawwy markme026Nessuna valutazione finora
- Wind and Earthquake Analysis Results SummaryDocumento8 pagineWind and Earthquake Analysis Results SummaryBrahim HammamiNessuna valutazione finora
- Finite Element AnalysisDocumento3 pagineFinite Element AnalysisAshley_RulzzzzzzzNessuna valutazione finora
- Random Vibration 845826Documento22 pagineRandom Vibration 845826yash pradhanNessuna valutazione finora
- Blind Flange Design CalculationsDocumento4 pagineBlind Flange Design CalculationsamaNessuna valutazione finora
- Using The ASME VIII-1 Nozzle F Factor (UG-37)Documento7 pagineUsing The ASME VIII-1 Nozzle F Factor (UG-37)stalin_83Nessuna valutazione finora
- Slot Expansion CalculationDocumento1 paginaSlot Expansion CalculationSarfaraz KhanNessuna valutazione finora
- BoltDocumento39 pagineBoltHarmeet SinghNessuna valutazione finora
- Chap 01 SMDocumento20 pagineChap 01 SMMohammed GhisheerNessuna valutazione finora
- Master Foods 12 MDocumento16 pagineMaster Foods 12 MSarfarazNessuna valutazione finora
- Excel Fatigue AnalysisDocumento11 pagineExcel Fatigue AnalysisAli GhNessuna valutazione finora
- PDF2 L Hydraulic CylinderDocumento56 paginePDF2 L Hydraulic CylinderShyam Srinivasan100% (1)
- Welding Neck Flanges 1Documento3 pagineWelding Neck Flanges 1bikkelbobNessuna valutazione finora
- 2400 Tema DCDocumento7 pagine2400 Tema DCMasoodMiyanNessuna valutazione finora
- SimMan Tut 01 BackstepDocumento20 pagineSimMan Tut 01 BackstepVenkata VasanthaNessuna valutazione finora
- Moment Baseplate Design Rev. 0Documento3 pagineMoment Baseplate Design Rev. 0Bok MortegaNessuna valutazione finora
- PV Elite ResultDocumento239 paginePV Elite ResultChaitanya Sai TNessuna valutazione finora
- Isolated Footing (ACI)Documento4 pagineIsolated Footing (ACI)engyana engyyyNessuna valutazione finora
- Lug Analysis MechaniCalcDocumento29 pagineLug Analysis MechaniCalcOSCARDELTANessuna valutazione finora
- Pin Base ModuleDocumento16 paginePin Base ModuleMd Ahsanul KabirNessuna valutazione finora
- Pressure Vessel Inspection ReportDocumento34 paginePressure Vessel Inspection ReportJinlong SuNessuna valutazione finora
- Wind LoadDocumento45 pagineWind LoadglaydelleNessuna valutazione finora
- Calculo de Brida Segun ASMEDocumento29 pagineCalculo de Brida Segun ASMEakarcz6731Nessuna valutazione finora
- Bolt TighteningDocumento6 pagineBolt TighteningahmedbeaetNessuna valutazione finora
- Beam Design With Deflection CheckDocumento7 pagineBeam Design With Deflection Checkkiran raghukiranNessuna valutazione finora
- Pressure Vessel Inspection ReportDocumento33 paginePressure Vessel Inspection ReportJinlong SuNessuna valutazione finora
- 134004-SEP-MEC-DAT-0004 Rev.B2 PDFDocumento11 pagine134004-SEP-MEC-DAT-0004 Rev.B2 PDFDhakshina KNessuna valutazione finora
- 4 - PFC To Hanging Plate ConnDocumento13 pagine4 - PFC To Hanging Plate Connabdul khaderNessuna valutazione finora
- Fea For Design EngineersDocumento2 pagineFea For Design EngineersOmer HayatNessuna valutazione finora
- Cycle Counting Methods For FatigueDocumento7 pagineCycle Counting Methods For FatigueArdiyan Arezel ArdhyNessuna valutazione finora
- Effect of Carbon Content and Temperature on Fatigue Properties of Steel AlloysDocumento10 pagineEffect of Carbon Content and Temperature on Fatigue Properties of Steel AlloysRizki FebriyantoNessuna valutazione finora
- Pa5 MC SH 01 c14 003 - 00 - Calculation For Platform Beam of ChimneyDocumento33 paginePa5 MC SH 01 c14 003 - 00 - Calculation For Platform Beam of ChimneyHmilkNessuna valutazione finora
- Shear design of hollow core slabs using modified compression field theoryDocumento17 pagineShear design of hollow core slabs using modified compression field theoryjrandeepNessuna valutazione finora
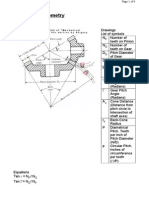
- Design-II, 2016 Bevel Gear Design ProcedureDocumento1 paginaDesign-II, 2016 Bevel Gear Design ProcedureenggsantuNessuna valutazione finora
- Subroutine For Cohesive ElementDocumento41 pagineSubroutine For Cohesive ElementBhushanRaj100% (1)
- Calculation note for compressor shelter steel structure designDocumento54 pagineCalculation note for compressor shelter steel structure designmaniaxpdfNessuna valutazione finora
- Machine Design Project ReportDocumento11 pagineMachine Design Project ReportMuhammad Abdullah100% (1)
- PPD 199 - Lifting Fixture Engineering NoteDocumento15 paginePPD 199 - Lifting Fixture Engineering NoteWalterNessuna valutazione finora
- Calculation of bearing plate dimensionsDocumento3 pagineCalculation of bearing plate dimensionsk.m.ariful islamNessuna valutazione finora
- Crimp PLTDocumento5 pagineCrimp PLTSai SushankNessuna valutazione finora
- Design of Ring Girder SupportDocumento3 pagineDesign of Ring Girder Supportvishal guptaNessuna valutazione finora
- Comp 2Documento9 pagineComp 2YYo YudiNessuna valutazione finora
- Bevel ExplanationDocumento4 pagineBevel ExplanationVarun VaidyaNessuna valutazione finora
- Pages From Hyundai Welding Handbook (2006)Documento1 paginaPages From Hyundai Welding Handbook (2006)tuatkNessuna valutazione finora
- Ccsviiid1 2260Documento2 pagineCcsviiid1 2260DieguitoOmarMoralesNessuna valutazione finora
- Design of Pressure VesselsDocumento8 pagineDesign of Pressure Vesselsanswer1Nessuna valutazione finora
- API 682 Accumulator Data SheetDocumento1 paginaAPI 682 Accumulator Data SheetBhyrappaNessuna valutazione finora
- Discrete Element Method to Model 3D Continuous MaterialsDa EverandDiscrete Element Method to Model 3D Continuous MaterialsNessuna valutazione finora
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDa EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNessuna valutazione finora
- Solar Optical Materials: Applications & Performance of Coatings & Materials in Buildings & Solar Energy SystemsDa EverandSolar Optical Materials: Applications & Performance of Coatings & Materials in Buildings & Solar Energy SystemsM. G. HutchinsNessuna valutazione finora
- Metal Casting Design Materials and Economics1 (Compatibility Mode)Documento49 pagineMetal Casting Design Materials and Economics1 (Compatibility Mode)Abdulhmeed MutalatNessuna valutazione finora
- Metal Casting Design Materials and Economics1 (Compatibility Mode)Documento49 pagineMetal Casting Design Materials and Economics1 (Compatibility Mode)Abdulhmeed MutalatNessuna valutazione finora
- Autocad ShortcutsDocumento13 pagineAutocad ShortcutsKriscel CaraanNessuna valutazione finora
- SW2015 SP4.0 Fixed SPRsDocumento10 pagineSW2015 SP4.0 Fixed SPRsdNessuna valutazione finora
- ch11Documento17 paginech11Sathish KumarNessuna valutazione finora
- Connecting Rod Head PDFDocumento1 paginaConnecting Rod Head PDFJoao Henrique ZanettiNessuna valutazione finora
- qp2k6 PDFWWWDocumento27 pagineqp2k6 PDFWWWArunachalam MuthiahNessuna valutazione finora
- CEED 2017 Question PaperDocumento29 pagineCEED 2017 Question Paperks100% (1)
- Column PDFDocumento1 paginaColumn PDFksNessuna valutazione finora
- Dead Weight PDFDocumento1 paginaDead Weight PDFksNessuna valutazione finora
- SW2015 SP4.0 Fixed SPRsDocumento10 pagineSW2015 SP4.0 Fixed SPRsdNessuna valutazione finora
- Siemens PLM Whats New in NX 10Documento14 pagineSiemens PLM Whats New in NX 10Samira GhNessuna valutazione finora
- Spec 94Documento6 pagineSpec 94ksNessuna valutazione finora
- Connecting Rod Head PDFDocumento1 paginaConnecting Rod Head PDFJoao Henrique ZanettiNessuna valutazione finora
- Dimensional Engineering SeminarDocumento71 pagineDimensional Engineering Seminardramilt100% (4)
- Tolerance Stack-Up Analysis Complete PaperDocumento26 pagineTolerance Stack-Up Analysis Complete Papersantoshlad80% (5)
- Tolerance Stack-Up Analysis Complete PaperDocumento26 pagineTolerance Stack-Up Analysis Complete Papersantoshlad80% (5)
- Tol Stack Analysis Fundamentals PDFDocumento25 pagineTol Stack Analysis Fundamentals PDFksNessuna valutazione finora
- Tolerance Stack-Up Analysis Complete PaperDocumento26 pagineTolerance Stack-Up Analysis Complete Papersantoshlad80% (5)
- Last Time: - Many, Many Modeling TechniquesDocumento23 pagineLast Time: - Many, Many Modeling TechniquesksNessuna valutazione finora
- READMEDocumento1 paginaREADMEksNessuna valutazione finora
- Tolerance Stack-Up Analysis Complete PaperDocumento26 pagineTolerance Stack-Up Analysis Complete Papersantoshlad80% (5)
- SfdsfsDocumento3 pagineSfdsfsksNessuna valutazione finora
- 654564564616562123BNBVJVGHFGDocumento25 pagine654564564616562123BNBVJVGHFGksNessuna valutazione finora
- ASME Geometric Dimension Ing and Tolerance Professional CertificationDocumento20 pagineASME Geometric Dimension Ing and Tolerance Professional CertificationPaul Anthony Red60% (5)
- Inventorwizard: Miniature Model Steam Engine Horizontal Beam Engine With Centrifugal Pump ColumnDocumento1 paginaInventorwizard: Miniature Model Steam Engine Horizontal Beam Engine With Centrifugal Pump ColumnksNessuna valutazione finora
- Document 546545654654 summaryDocumento2 pagineDocument 546545654654 summaryksNessuna valutazione finora
- Dead Weight01Documento1 paginaDead Weight01ksNessuna valutazione finora
- FDGDFGDocumento3 pagineFDGDFGksNessuna valutazione finora
- Crankshaft RockerDocumento1 paginaCrankshaft RockerksNessuna valutazione finora
- Fleck 3150 Downflow: Service ManualDocumento40 pagineFleck 3150 Downflow: Service ManualLund2016Nessuna valutazione finora
- Maintenance: ASU-600 SeriesDocumento54 pagineMaintenance: ASU-600 SeriesMichael Maluenda Castillo100% (2)
- Maximizing Revenue of IT Project DevelopmentDocumento4 pagineMaximizing Revenue of IT Project DevelopmentJulius Mark CerrudoNessuna valutazione finora
- 16 BPI V FernandezDocumento1 pagina16 BPI V FernandezAngelica Joyce BelenNessuna valutazione finora
- Bajaj 100bDocumento3 pagineBajaj 100brmlstoreNessuna valutazione finora
- A CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHDocumento9 pagineA CASE STUDY OF AU SMALL FINANCE BANK'S SHRIRAMPUR BRANCHprajakta shindeNessuna valutazione finora
- Unit 13 AminesDocumento3 pagineUnit 13 AminesArinath DeepaNessuna valutazione finora
- AssDocumento9 pagineAssJane SalvanNessuna valutazione finora
- Research Grants Final/Terminal/Exit Progress Report: Instructions and Reporting FormDocumento13 pagineResearch Grants Final/Terminal/Exit Progress Report: Instructions and Reporting FormBikaZee100% (1)
- Terminología Sobre Reducción de Riesgo de DesastresDocumento43 pagineTerminología Sobre Reducción de Riesgo de DesastresJ. Mario VeraNessuna valutazione finora
- Denys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Documento429 pagineDenys Vuika - Electron Projects - Build Over 9 Cross-Platform Desktop Applications From Scratch-Packt Publishing (2019)Sarthak PrakashNessuna valutazione finora
- 3000W InverterDocumento2 pagine3000W InverterSeda Armand AllaNessuna valutazione finora
- Anomaly Sell Out Remap December 2019 S SUMATRA & JAMBIDocumento143 pagineAnomaly Sell Out Remap December 2019 S SUMATRA & JAMBITeteh Nha' DwieNessuna valutazione finora
- Shubh AmDocumento2 pagineShubh AmChhotuNessuna valutazione finora
- Localization Strategy in Vietnamese Market: The Cases ofDocumento25 pagineLocalization Strategy in Vietnamese Market: The Cases ofHồng Thy NguyễnNessuna valutazione finora
- PHASE 2 - Chapter 6 Object ModellingDocumento28 paginePHASE 2 - Chapter 6 Object Modellingscm39Nessuna valutazione finora
- Tambunting Pawnshop Vs CIR Re VATDocumento7 pagineTambunting Pawnshop Vs CIR Re VATMark Lester Lee AureNessuna valutazione finora
- Kunci Jawaban Creative English 3BDocumento14 pagineKunci Jawaban Creative English 3BLedjab Fatima67% (3)
- Wordbank Restaurants 15Documento2 pagineWordbank Restaurants 15Obed AvelarNessuna valutazione finora
- The Punjab Commission On The Status of Women Act 2014 PDFDocumento7 pagineThe Punjab Commission On The Status of Women Act 2014 PDFPhdf MultanNessuna valutazione finora
- ETP Research Proposal Group7 NewDocumento12 pagineETP Research Proposal Group7 NewlohNessuna valutazione finora
- The Non Technical Part: Sample Interview Questions For Network EngineersDocumento5 pagineThe Non Technical Part: Sample Interview Questions For Network EngineersblablaNessuna valutazione finora
- Joint Memorandum Circular (JMC) No. 2021Documento49 pagineJoint Memorandum Circular (JMC) No. 2021Nicey RubioNessuna valutazione finora
- Human Resource Management: Chapter One-An Overview of Advanced HRMDocumento45 pagineHuman Resource Management: Chapter One-An Overview of Advanced HRMbaba lakeNessuna valutazione finora
- Capran+980 CM en PDFDocumento1 paginaCapran+980 CM en PDFtino taufiqul hafizhNessuna valutazione finora
- Hindustan Coca ColaDocumento63 pagineHindustan Coca ColaAksMastNessuna valutazione finora
- 01 NumberSystemsDocumento49 pagine01 NumberSystemsSasankNessuna valutazione finora
- Master StationDocumento138 pagineMaster StationWilmer Quishpe AndradeNessuna valutazione finora