Potrebbero piacerti anche
- Read MeDocumento4 pagineRead MeKritika AhujaNessuna valutazione finora
- Acrobat Document2 PDFDocumento15 pagineAcrobat Document2 PDFKhepa BabaNessuna valutazione finora
- D 204Documento1 paginaD 204Khepa BabaNessuna valutazione finora
- The Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFDocumento36 pagineThe Welding of Aluminium - Mig & Tig Fusion - Pocket Guide PDFrogersampaiocostaNessuna valutazione finora
- Acrobat Document PDFDocumento1 paginaAcrobat Document PDFKhepa BabaNessuna valutazione finora
- Weder List - Petromax LPG Pipe LineDocumento9 pagineWeder List - Petromax LPG Pipe LineKhepa BabaNessuna valutazione finora
- API 571 Corrosion and Materials ProfessionalDocumento2 pagineAPI 571 Corrosion and Materials ProfessionalKhepa BabaNessuna valutazione finora
- COM-SU-5191 Chevron Onshore Painting Specification PDFDocumento157 pagineCOM-SU-5191 Chevron Onshore Painting Specification PDFKhepa Baba100% (1)
- Dye Penetrant Test: Lipse Engineering ServicesDocumento9 pagineDye Penetrant Test: Lipse Engineering ServicesKhepa BabaNessuna valutazione finora
- Case N-4-11 Special Type 403 Modified Forgings or Bars Section III, Division 1, Class 1 and CSDocumento2 pagineCase N-4-11 Special Type 403 Modified Forgings or Bars Section III, Division 1, Class 1 and CSKhepa BabaNessuna valutazione finora
- COM-SU-5191 Chevron Onshore Painting Specification PDFDocumento157 pagineCOM-SU-5191 Chevron Onshore Painting Specification PDFKhepa Baba100% (1)
- Dye Penetrant Test: Lipse Engineering ServicesDocumento9 pagineDye Penetrant Test: Lipse Engineering ServicesKhepa BabaNessuna valutazione finora
- Dye Penetrant Test: Lipse Engineering ServicesDocumento9 pagineDye Penetrant Test: Lipse Engineering ServicesKhepa BabaNessuna valutazione finora
- PROCD-UT Good Luck PDFDocumento17 paginePROCD-UT Good Luck PDFKhepa BabaNessuna valutazione finora
- Prof. Dr. Ismail A. AbdallahDocumento3 pagineProf. Dr. Ismail A. AbdallahshifaNessuna valutazione finora
- PROCD-PT Good Luck PDFDocumento8 paginePROCD-PT Good Luck PDFKhepa BabaNessuna valutazione finora
- PROCD-UT Good Luck PDFDocumento17 paginePROCD-UT Good Luck PDFKhepa BabaNessuna valutazione finora
- PROCD-UT Good Luck PDFDocumento17 paginePROCD-UT Good Luck PDFKhepa BabaNessuna valutazione finora
- PROCD-UT Good Luck PDFDocumento17 paginePROCD-UT Good Luck PDFKhepa BabaNessuna valutazione finora
- Design Standard - Section 3-3 - Steel Storage Tanks - 12!31!12 - FINALWEBPOST - 201301090858057238Documento60 pagineDesign Standard - Section 3-3 - Steel Storage Tanks - 12!31!12 - FINALWEBPOST - 201301090858057238ராபர்ட் ஆன்றோ ரெனிNessuna valutazione finora
- Prof. Dr. Ismail A. AbdallahDocumento3 pagineProf. Dr. Ismail A. AbdallahshifaNessuna valutazione finora
- BGDDY6F40115NA891231Documento2 pagineBGDDY6F40115NA891231Khepa BabaNessuna valutazione finora
- Film InterpretationDocumento50 pagineFilm InterpretationKhepa Baba100% (3)
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocumento1 paginaStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaNessuna valutazione finora
- Radiographic Examinatio Report: Client: Chevron BD LTD Project: JBGP Acceptance StandardDocumento1 paginaRadiographic Examinatio Report: Client: Chevron BD LTD Project: JBGP Acceptance StandardKhepa BabaNessuna valutazione finora
- Demo For Electrical Design QueryDocumento3 pagineDemo For Electrical Design QueryKhepa BabaNessuna valutazione finora
- Chevron SOP-45, ScaffoldingDocumento40 pagineChevron SOP-45, ScaffoldingKhepa Baba50% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Rhodes Full Catalogue 2008 - 2Documento18 pagineRhodes Full Catalogue 2008 - 2NagLakshmananNessuna valutazione finora
- PIPING - VALVES - American Flow Control (Gate Valves) (8 PAGES)Documento8 paginePIPING - VALVES - American Flow Control (Gate Valves) (8 PAGES)fkhajehNessuna valutazione finora
- FL Aquatherm Clean VersionDocumento22 pagineFL Aquatherm Clean VersionCherukunnon JubuNessuna valutazione finora
- Attachment-A1 - SBB ValvesDocumento3 pagineAttachment-A1 - SBB Valvesbsnegi111Nessuna valutazione finora
- Studding Outlet Calculation - PV Elite 2016Documento8 pagineStudding Outlet Calculation - PV Elite 2016Liu YangtzeNessuna valutazione finora
- Technical Specification For Ultrasonic Flow Metering SystemDocumento113 pagineTechnical Specification For Ultrasonic Flow Metering Systemlutfi awnNessuna valutazione finora
- Huahai Product CatalogueDocumento12 pagineHuahai Product CatalogueMechanical EngineerNessuna valutazione finora
- Gaskets - Kemchan CatologueDocumento3 pagineGaskets - Kemchan Catologueselvamech1986Nessuna valutazione finora
- Premier Valves Product SelectorDocumento8 paginePremier Valves Product SelectortcsNessuna valutazione finora
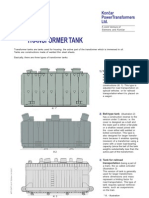
- Transformer TankDocumento2 pagineTransformer TankSameeksha Anand100% (3)
- PV Elite: Vessel and Heat Exchanger Design, Analysis and EvaluationDocumento2 paginePV Elite: Vessel and Heat Exchanger Design, Analysis and Evaluationmnoormohamed82Nessuna valutazione finora
- A83910-14 Attachment 6.6 Tank Hydrostatic Test Procedure - A5Q4Q5Documento24 pagineA83910-14 Attachment 6.6 Tank Hydrostatic Test Procedure - A5Q4Q5Emrah AkcayNessuna valutazione finora
- The Thermal Mass Flow Meter For High Accuracy Air, Gas, and Mixture Flow MeasurementDocumento20 pagineThe Thermal Mass Flow Meter For High Accuracy Air, Gas, and Mixture Flow MeasurementJorge JulianNessuna valutazione finora
- Hydroconstant-VariableSpeedDrivesDocumento16 pagineHydroconstant-VariableSpeedDrivesJohn Jairo HoNessuna valutazione finora
- Disc Type Non Slam Check ValveDocumento2 pagineDisc Type Non Slam Check ValveDinesh ChouguleNessuna valutazione finora
- ASME B16.21 Ring and Full Face Dimensions 150 2500# B16.5 & 16.47 Series A&bDocumento13 pagineASME B16.21 Ring and Full Face Dimensions 150 2500# B16.5 & 16.47 Series A&bMONessuna valutazione finora
- Process Industry Practices PipingDocumento4 pagineProcess Industry Practices PipingJhonny RinconesNessuna valutazione finora
- MSS SP-61 2009 Pressure Testing of Valves PDFDocumento9 pagineMSS SP-61 2009 Pressure Testing of Valves PDFNatree TeeNessuna valutazione finora
- Integra II SSA - Compressed (Review 03-07-2022)Documento4 pagineIntegra II SSA - Compressed (Review 03-07-2022)Yulfikaenis MachroniNessuna valutazione finora
- 50 NB Piston Valces TISDocumento2 pagine50 NB Piston Valces TISJayminNessuna valutazione finora
- Aries Maintenance Manual Rev ADocumento314 pagineAries Maintenance Manual Rev AMauro PérezNessuna valutazione finora
- Dry Gas Seals ManualDocumento31 pagineDry Gas Seals ManualAtif Khan100% (2)
- Kridaspur III R.L. (Nayagarh) 20Documento70 pagineKridaspur III R.L. (Nayagarh) 20priyadarshi1228Nessuna valutazione finora
- PDFDocumento58 paginePDFLeobardo Genaro Roque NájeraNessuna valutazione finora
- Alinco BrochureDocumento9 pagineAlinco BrochureAzizi KamilNessuna valutazione finora
- Wellhead Plug Catcher (WPC)Documento2 pagineWellhead Plug Catcher (WPC)Wade DavisNessuna valutazione finora
- Piping Daily Fit Up Quality Control and Inspection Report FormDocumento4 paginePiping Daily Fit Up Quality Control and Inspection Report FormnguyenquanghiepNessuna valutazione finora
- Mucg06m1tw - List of DocumentsDocumento62 pagineMucg06m1tw - List of DocumentsKalai SelvanNessuna valutazione finora
- Rotametros FVA 250Documento7 pagineRotametros FVA 250ampowersidNessuna valutazione finora
- (Thtc3) BKT 001 Gen Az7 SP 01 - 0 - Technical Specification For PaintingDocumento37 pagine(Thtc3) BKT 001 Gen Az7 SP 01 - 0 - Technical Specification For PaintingocanhthuNessuna valutazione finora