Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Complex Numbers GuideDocumento17 pagineComplex Numbers GuideGus EdiNessuna valutazione finora
- 021SAACK Burner Operating Instructions PDFDocumento136 pagine021SAACK Burner Operating Instructions PDFmekidmu tadesse100% (1)
- Pathways-Childrens Ministry LeaderDocumento16 paginePathways-Childrens Ministry LeaderNeil AtwoodNessuna valutazione finora
- FIDIC delay and disruption standardsDocumento7 pagineFIDIC delay and disruption standardsMohammad FayazNessuna valutazione finora
- Cs On RH IncompatibilityDocumento17 pagineCs On RH IncompatibilityRupali Arora100% (2)
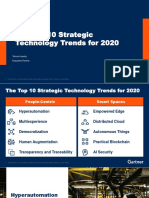
- The Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerDocumento31 pagineThe Top 10 Strategic Technology Trends For 2020: Tomas Huseby Executive PartnerCarlos Stuars Echeandia CastilloNessuna valutazione finora
- Cuplock Scaffold 18mPHx1.6mx2.5m SafetyDocumento1 paginaCuplock Scaffold 18mPHx1.6mx2.5m SafetyDIGITAL SIRNessuna valutazione finora
- Ohta, Honey Ren R. - Activity 7.2 (Reflection Agriculture and Religion)Documento5 pagineOhta, Honey Ren R. - Activity 7.2 (Reflection Agriculture and Religion)honey ohtaNessuna valutazione finora
- OV2640DSDocumento43 pagineOV2640DSLuis Alberto MNessuna valutazione finora
- Lks Bahasa Inggris Kelas Vii Semester 1 Dan 2Documento6 pagineLks Bahasa Inggris Kelas Vii Semester 1 Dan 2ꓰꓡꓡꓰꓠ.ꓓꓰꓖꓰꓠꓰꓣꓰꓢꓢ.Nessuna valutazione finora
- AWK and SED Command Examples in LinuxDocumento2 pagineAWK and SED Command Examples in Linuximranpathan22Nessuna valutazione finora
- An RNA Vaccine Drives Expansion and Efficacy of claudin-CAR-T Cells Against Solid TumorsDocumento9 pagineAn RNA Vaccine Drives Expansion and Efficacy of claudin-CAR-T Cells Against Solid TumorsYusuf DemirNessuna valutazione finora
- 3170308Documento3 pagine3170308Dhruv DesaiNessuna valutazione finora
- UntitledDocumento4 pagineUntitledMOHD JEFRI BIN TAJARINessuna valutazione finora
- Earth and Beyond PDFDocumento5 pagineEarth and Beyond PDFNithyananda Prabhu100% (1)
- IS 2848 - Specition For PRT SensorDocumento25 pagineIS 2848 - Specition For PRT SensorDiptee PatingeNessuna valutazione finora
- Offshore Wind Turbine 6mw Robust Simple EfficientDocumento4 pagineOffshore Wind Turbine 6mw Robust Simple EfficientCristian Jhair PerezNessuna valutazione finora
- Edexcel A2 Biology 6BI06Documento7 pagineEdexcel A2 Biology 6BI06abhayNessuna valutazione finora
- Cypress Enable Basic Rer Erence ManualDocumento2 pagineCypress Enable Basic Rer Erence ManualCarlos RodasNessuna valutazione finora
- Describing An Object - PPTDocumento17 pagineDescribing An Object - PPThanzqanif azqaNessuna valutazione finora
- Fabm1 q3 Mod4 Typesofmajoraccounts FinalDocumento25 pagineFabm1 q3 Mod4 Typesofmajoraccounts FinalClifford FloresNessuna valutazione finora
- Chapter 04Documento3 pagineChapter 04gebreNessuna valutazione finora
- John Williams - WikipediaDocumento2 pagineJohn Williams - Wikipedia三木和代Nessuna valutazione finora
- ĐỀ CƯƠNG ANH 9 - CK2 (23-24)Documento7 pagineĐỀ CƯƠNG ANH 9 - CK2 (23-24)thuyhagl2710Nessuna valutazione finora
- Rev F AvantaPure Logix 268 Owners Manual 3-31-09Documento46 pagineRev F AvantaPure Logix 268 Owners Manual 3-31-09intermountainwaterNessuna valutazione finora
- ABRAMS M H The Fourth Dimension of A PoemDocumento17 pagineABRAMS M H The Fourth Dimension of A PoemFrancyne FrançaNessuna valutazione finora
- Data Sheet FC SIDocumento2 pagineData Sheet FC SIAndrea AtzeniNessuna valutazione finora
- 1 Univalent Functions The Elementary Theory 2018Documento12 pagine1 Univalent Functions The Elementary Theory 2018smpopadeNessuna valutazione finora
- Confined Space SafetyDocumento33 pagineConfined Space SafetyEneyo VictorNessuna valutazione finora
- 7 Equity Futures and Delta OneDocumento65 pagine7 Equity Futures and Delta OneBarry HeNessuna valutazione finora