Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- MIT Radiaton Lab Series V10 Waveguide HandbookDocumento442 pagineMIT Radiaton Lab Series V10 Waveguide HandbookkgrhoadsNessuna valutazione finora
- Design of Two Way SlabDocumento64 pagineDesign of Two Way SlabVINOTHINI100% (1)
- Strength of Materials (S.O.M.) Model Question Paper (Q.P.) SolutionDocumento16 pagineStrength of Materials (S.O.M.) Model Question Paper (Q.P.) SolutionProf. P. H. Jain92% (13)
- TCET FE Applied Physics - I (2018-2019)Documento308 pagineTCET FE Applied Physics - I (2018-2019)Kevin100% (1)
- Materi Traverse AdjustmentDocumento23 pagineMateri Traverse AdjustmentJajang NurjamanNessuna valutazione finora
- Physics Exam Questions For SS2 Second TermDocumento15 paginePhysics Exam Questions For SS2 Second TermShoon100% (3)
- Chapter 1 Introduction To Transport PhenomenaDocumento38 pagineChapter 1 Introduction To Transport PhenomenaAnas IqmalNessuna valutazione finora
- BD - Bulk Erythrocyte Lysing With Ammonium Chloride For Flow Cytometry ImmunophenotypingDocumento70 pagineBD - Bulk Erythrocyte Lysing With Ammonium Chloride For Flow Cytometry ImmunophenotypingBcells AutoimmunityNessuna valutazione finora
- Preliminary Steel Composite Bridge Design ExampleDocumento11 paginePreliminary Steel Composite Bridge Design Examplemamad66Nessuna valutazione finora
- CE 575-Lecture-4 (Partially Prestressed Concrete Beams)Documento33 pagineCE 575-Lecture-4 (Partially Prestressed Concrete Beams)Yasser Alghrafy50% (2)
- Mekanika Patahan - V - 14Documento2 pagineMekanika Patahan - V - 14Frizka VietantiNessuna valutazione finora
- Matematika Teknik 2 - Q - UASDocumento4 pagineMatematika Teknik 2 - Q - UASFrizka VietantiNessuna valutazione finora
- Matematika V1 UASDocumento4 pagineMatematika V1 UASFrizka VietantiNessuna valutazione finora
- Perlakuan Panas - Q - 14Documento2 paginePerlakuan Panas - Q - 14Frizka VietantiNessuna valutazione finora
- Material Teknik - P - 14Documento3 pagineMaterial Teknik - P - 14Frizka VietantiNessuna valutazione finora
- Responsi Matematika Teknik 2 - Q - 14Documento2 pagineResponsi Matematika Teknik 2 - Q - 14Frizka VietantiNessuna valutazione finora
- Matematika Teknik 2 - Q - 14Documento3 pagineMatematika Teknik 2 - Q - 14Frizka VietantiNessuna valutazione finora
- Perlakuan Panas - Q - 1Documento1 paginaPerlakuan Panas - Q - 1Frizka VietantiNessuna valutazione finora
- Responsi Matematika Teknik 2 - Q - 1Documento1 paginaResponsi Matematika Teknik 2 - Q - 1Frizka VietantiNessuna valutazione finora
- Responsi Matematika - V1 - 14Documento2 pagineResponsi Matematika - V1 - 14Frizka VietantiNessuna valutazione finora
- Matematika V1 1Documento1 paginaMatematika V1 1Frizka VietantiNessuna valutazione finora
- Material Teknik - P - 1Documento1 paginaMaterial Teknik - P - 1Frizka VietantiNessuna valutazione finora
- Matematika V1 14Documento2 pagineMatematika V1 14Frizka VietantiNessuna valutazione finora
- Matematika V1 2Documento1 paginaMatematika V1 2Frizka VietantiNessuna valutazione finora
- Responsi Matematika - V1 - 1Documento1 paginaResponsi Matematika - V1 - 1Frizka VietantiNessuna valutazione finora
- Matematika Teknik 2 - Q - 2Documento1 paginaMatematika Teknik 2 - Q - 2Frizka VietantiNessuna valutazione finora
- Matematika Teknik 2 - Q - 1Documento1 paginaMatematika Teknik 2 - Q - 1Frizka VietantiNessuna valutazione finora
- Matematika V1 1Documento1 paginaMatematika V1 1Frizka VietantiNessuna valutazione finora
- Mekanika Patahan - V - 1Documento1 paginaMekanika Patahan - V - 1Frizka VietantiNessuna valutazione finora
- Soft LensDocumento9 pagineSoft LensFrizka VietantiNessuna valutazione finora
- Karakterisasi SoftlensDocumento13 pagineKarakterisasi SoftlensFrizka VietantiNessuna valutazione finora
- 14 Transformer PhasorsDocumento13 pagine14 Transformer PhasorsShahnawaz AhmadNessuna valutazione finora
- 08 - Mook Test SP - 6Documento14 pagine08 - Mook Test SP - 6AnkurNessuna valutazione finora
- Terrestrial Ionosphere - Part1/2Documento31 pagineTerrestrial Ionosphere - Part1/2voidnamexxxNessuna valutazione finora
- Geothermal Power Plants: Principles, Applications, Case Studies and Environmental ImpactDocumento1 paginaGeothermal Power Plants: Principles, Applications, Case Studies and Environmental ImpactJuan Ponce ManríquezNessuna valutazione finora
- Unit 1 - 16 MarkDocumento23 pagineUnit 1 - 16 MarkShanhoodNessuna valutazione finora
- CP504Lecture - 06 - OK (Enzyme Reactor Design)Documento12 pagineCP504Lecture - 06 - OK (Enzyme Reactor Design)Yurri Hutami ZarraNessuna valutazione finora
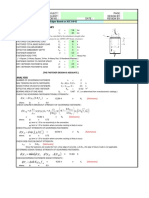
- Single Tension Fastener Away From Edges Based On ACI 318-02Documento2 pagineSingle Tension Fastener Away From Edges Based On ACI 318-02civixxNessuna valutazione finora
- Jan 07Documento16 pagineJan 07Evelyn L-XingNessuna valutazione finora
- VSP Final ReportDocumento53 pagineVSP Final ReportAnand GautamNessuna valutazione finora
- Radial Equation For Spherically Symmetric PotentialDocumento7 pagineRadial Equation For Spherically Symmetric PotentialOliver58Nessuna valutazione finora
- Graphene-Based Antennas For Terahertz Systems: A ReviewDocumento26 pagineGraphene-Based Antennas For Terahertz Systems: A ReviewzahraNessuna valutazione finora
- Laplace Transform: Aim: Mathematical BackgroundDocumento10 pagineLaplace Transform: Aim: Mathematical BackgroundSahil KalingNessuna valutazione finora
- Irradiation Effects in A Highly Irradiated Cold Worked Stainless SteelDocumento11 pagineIrradiation Effects in A Highly Irradiated Cold Worked Stainless SteelW.t. HanNessuna valutazione finora
- Quantum Gravity and A Time Operator in Relativistic Quantum MechanicsDocumento10 pagineQuantum Gravity and A Time Operator in Relativistic Quantum MechanicsJulian BermudezNessuna valutazione finora
- Phy210 Problem C2 30Documento3 paginePhy210 Problem C2 30ezamNessuna valutazione finora
- Kakutani Fixed-Point TheoremDocumento9 pagineKakutani Fixed-Point TheoremNicolas MarionNessuna valutazione finora
- Maharashtra HSC Physics Paper 1Documento51 pagineMaharashtra HSC Physics Paper 1shrishtiNessuna valutazione finora
- BOILER PrestigeDocumento2 pagineBOILER PrestigeJaime Rodri Millapan AlianteNessuna valutazione finora
- Atomic Model WorksheetDocumento2 pagineAtomic Model WorksheetTelle Telle100% (1)
- The Physics of WeldingDocumento8 pagineThe Physics of WeldingnitinNessuna valutazione finora