Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- IC Symposium AntozziDocumento38 pagineIC Symposium AntozziHellen MartinssonNessuna valutazione finora
- Current Transformers Selection Guide PDFDocumento20 pagineCurrent Transformers Selection Guide PDFsdvijayNessuna valutazione finora
- Selection of Explosion Protected Equipment For Hazardous LoctionsDocumento32 pagineSelection of Explosion Protected Equipment For Hazardous Loctionsasex4uNessuna valutazione finora
- High Voltage Circuit Breaker PDFDocumento4 pagineHigh Voltage Circuit Breaker PDFA.K.A. HajiNessuna valutazione finora
- Technical Particulars Cum Data Sheet For LV Sq. Cage Induction MotorDocumento13 pagineTechnical Particulars Cum Data Sheet For LV Sq. Cage Induction Motorasex4uNessuna valutazione finora
- Uc 85 N 402 r1 Electrical SLD For MCC 24.06 4 of 5Documento1 paginaUc 85 N 402 r1 Electrical SLD For MCC 24.06 4 of 5asex4uNessuna valutazione finora
- NexansDocumento3 pagineNexansasex4uNessuna valutazione finora
- Royal Decree 115-2001 Law On Protection of Sources of Potable Water From PollutionDocumento21 pagineRoyal Decree 115-2001 Law On Protection of Sources of Potable Water From Pollutionasex4uNessuna valutazione finora
- SU-FMO Fire Alarm System Basics Presentation To Building Managers 7-28-2014Documento30 pagineSU-FMO Fire Alarm System Basics Presentation To Building Managers 7-28-2014Ahmed MohamedNessuna valutazione finora
- UK FireClass Consultants Guide (LR)Documento216 pagineUK FireClass Consultants Guide (LR)asex4uNessuna valutazione finora
- Motor SelectionDocumento31 pagineMotor Selectionasex4uNessuna valutazione finora
- CC1608 - Fire Systems Design GuideDocumento20 pagineCC1608 - Fire Systems Design GuidePhạm Thanh Sơn0% (1)
- Selection Maintenance and Use of Electrical Safety Equipment and PPEDocumento13 pagineSelection Maintenance and Use of Electrical Safety Equipment and PPEAlexander WijesooriyaNessuna valutazione finora
- Flow LoggerDocumento1 paginaFlow Loggerasex4uNessuna valutazione finora
- Electrika User GuideDocumento55 pagineElectrika User Guideasex4uNessuna valutazione finora
- Power Supply Systems and Electrical Equipment For Desalination PlantsDocumento8 paginePower Supply Systems and Electrical Equipment For Desalination PlantsrjchpNessuna valutazione finora
- Choose The Right Electric Motors For Hazardous LocationsDocumento6 pagineChoose The Right Electric Motors For Hazardous LocationsgirlycaptainNessuna valutazione finora
- Tycon Wholesale Price ListDocumento7 pagineTycon Wholesale Price Listasex4uNessuna valutazione finora
- Survtech BrochureDocumento11 pagineSurvtech Brochureasex4uNessuna valutazione finora
- Xlpe-Medium VoltDocumento31 pagineXlpe-Medium VoltDeepak Anmol SinghNessuna valutazione finora
- Sewage Manual CPEEHO1Documento614 pagineSewage Manual CPEEHO1asex4u100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- BS 1881-112 1983 Concrete Methods of Accelerated Curing of Test CubesDocumento11 pagineBS 1881-112 1983 Concrete Methods of Accelerated Curing of Test CubesRed FolderNessuna valutazione finora
- NPT15 Medium & High VoltageDocumento23 pagineNPT15 Medium & High VoltageElver Mesa100% (1)
- Fisher Scientific - Isotemp Microbiological IncubatorsDocumento6 pagineFisher Scientific - Isotemp Microbiological IncubatorsButton DavidsonNessuna valutazione finora
- Masonry Support Systems & Lintels: For The Construction IndustryDocumento36 pagineMasonry Support Systems & Lintels: For The Construction IndustryTarun SebastianNessuna valutazione finora
- Grayloc CatalogDocumento32 pagineGrayloc CatalogRamonNessuna valutazione finora
- Seriesc - Catalog Cube GreenheckDocumento56 pagineSeriesc - Catalog Cube GreenheckSergio Cataño GaleanoNessuna valutazione finora
- Self Compacting ConcreteDocumento48 pagineSelf Compacting Concreteshweta sharmaNessuna valutazione finora
- Faculty of Architecture and Planning Aktu, LucknowDocumento22 pagineFaculty of Architecture and Planning Aktu, LucknowVikash KumarNessuna valutazione finora
- VRF Air-Conditioner: Installation, Operation and Maintenance ManualDocumento55 pagineVRF Air-Conditioner: Installation, Operation and Maintenance ManualArshad MahmoodNessuna valutazione finora
- Pressure Relief Valves Operating Instructions: Supplemental ProtectionDocumento2 paginePressure Relief Valves Operating Instructions: Supplemental ProtectionlorenzoNessuna valutazione finora
- Flare KOD SizingDocumento4 pagineFlare KOD SizingSaid Ahmed Salem100% (1)
- CML v. FBE Failed LiningsDocumento22 pagineCML v. FBE Failed LiningsJorge Castro CucurellaNessuna valutazione finora
- Cored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDDocumento3 pagineCored Wires For CMN & Low Alloy Steels: Oerlikon Fluxofil 14 HDBranko FerenčakNessuna valutazione finora
- ATC BrochureDocumento24 pagineATC BrochureCésar HermosoNessuna valutazione finora
- Concrete Hinges in Bridge EngineeringDocumento12 pagineConcrete Hinges in Bridge EngineeringMilchoNessuna valutazione finora
- 1.bernoullis TheoryDocumento10 pagine1.bernoullis TheorySWETHANessuna valutazione finora
- Lecture 4 PDFDocumento18 pagineLecture 4 PDFdeepakNessuna valutazione finora
- DX Evaporator Eng00013632 PDFDocumento10 pagineDX Evaporator Eng00013632 PDFYaretiNessuna valutazione finora
- Section A PipeDocumento18 pagineSection A PipeOsama sayedNessuna valutazione finora
- Thin Film Deposition by Thermal Evaporation MethodDocumento3 pagineThin Film Deposition by Thermal Evaporation MethodFarid ElsehrawyNessuna valutazione finora
- ASTM F1387 Approval Letter PDFDocumento4 pagineASTM F1387 Approval Letter PDFRafael AndradeNessuna valutazione finora
- 50HJ 007 540Documento15 pagine50HJ 007 540free73Nessuna valutazione finora
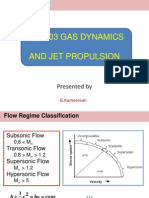
- Me 1303 Gas Dynamics and Jet Propulsion: Presented byDocumento24 pagineMe 1303 Gas Dynamics and Jet Propulsion: Presented byArul SankaranNessuna valutazione finora
- National Building Code of The Philippines (NBCP) : Rule Iii - Permits and Inspection SECTION 302. Application For PermitsDocumento9 pagineNational Building Code of The Philippines (NBCP) : Rule Iii - Permits and Inspection SECTION 302. Application For Permitsbriee junioNessuna valutazione finora
- VICI DBS User Manual GC Zero Air 042220Documento21 pagineVICI DBS User Manual GC Zero Air 042220CONVIERTE PDF JPG WORDNessuna valutazione finora
- Neo-Dyn Series 132PDocumento2 pagineNeo-Dyn Series 132PRicardo Cabrera OsinagaNessuna valutazione finora
- International Standard: Thermoplastics Pipes - Determination of Tensile PropertiesDocumento12 pagineInternational Standard: Thermoplastics Pipes - Determination of Tensile PropertiesSampath WeragodaNessuna valutazione finora
- Flare Piping PDFDocumento1 paginaFlare Piping PDFNilesh GohelNessuna valutazione finora
- 3 1 3-01 08-Occ2-GbDocumento2 pagine3 1 3-01 08-Occ2-GbRa HulNessuna valutazione finora
- Connections-I Bolted ConnectionsDocumento21 pagineConnections-I Bolted ConnectionsA.k.MandalNessuna valutazione finora