Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Lehnhoff Acquired by KOMATSUDocumento2 pagineLehnhoff Acquired by KOMATSUDaniel CringusNessuna valutazione finora
- Maternity Leave LetterDocumento1 paginaMaternity Leave LetterAli Naveed FarookiNessuna valutazione finora
- Hair SaloonDocumento1 paginaHair SaloonDaniel CringusNessuna valutazione finora
- Candidates Information Booklet: WWW - Cpsa.ieDocumento12 pagineCandidates Information Booklet: WWW - Cpsa.ieDaniel CringusNessuna valutazione finora
- Bonded Seal Information and Sizing ChartDocumento17 pagineBonded Seal Information and Sizing ChartPrabhakarannk KirupakaranNessuna valutazione finora
- SaDocumento3 pagineSaDaniel CringusNessuna valutazione finora
- 4 Pieces Manut-LevageDocumento7 pagine4 Pieces Manut-LevageDaniel CringusNessuna valutazione finora
- 29 PTC Creo Simulate U.simmlerDocumento29 pagine29 PTC Creo Simulate U.simmlerDaniel CringusNessuna valutazione finora
- Daemar P/N 0.188-375-12 Rectangular KeystockDocumento2 pagineDaemar P/N 0.188-375-12 Rectangular KeystockDaniel CringusNessuna valutazione finora
- GD&TDocumento70 pagineGD&TKarthi KeyanNessuna valutazione finora
- Design: Technical DetailsDocumento2 pagineDesign: Technical DetailsDaniel CringusNessuna valutazione finora
- SH TD enDocumento112 pagineSH TD enDaniel CringusNessuna valutazione finora
- Technical specifications sheet for C45E steel gradesDocumento3 pagineTechnical specifications sheet for C45E steel gradesDaniel CringusNessuna valutazione finora
- K 3Documento1 paginaK 3ilyaskureshiNessuna valutazione finora
- 5878 en-GB Loadall RB 1Documento28 pagine5878 en-GB Loadall RB 1Daniel CringusNessuna valutazione finora
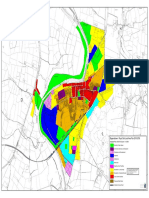
- Bagenalstown / Royal Oak Local Area Plan 2010-2016Documento1 paginaBagenalstown / Royal Oak Local Area Plan 2010-2016Daniel CringusNessuna valutazione finora
- C10 composite fabric reinforced phenolic material propertiesDocumento1 paginaC10 composite fabric reinforced phenolic material propertiesDaniel CringusNessuna valutazione finora
- A46JE SnorkelDocumento2 pagineA46JE SnorkelDaniel CringusNessuna valutazione finora
- BROCHURE Xylem - Pump Selection Guide 0412Documento82 pagineBROCHURE Xylem - Pump Selection Guide 0412Christy MaxwellNessuna valutazione finora
- Technical specifications sheet for C45E steel gradesDocumento3 pagineTechnical specifications sheet for C45E steel gradesDaniel CringusNessuna valutazione finora
- Holmbury Hose Burst Valve VPC PDFDocumento2 pagineHolmbury Hose Burst Valve VPC PDFDaniel CringusNessuna valutazione finora
- Series Check Valve: Check, Manually Operated 5.5-15 L/Min (1.5-4 Usgpm) - 210 Bar (3000 Psi)Documento2 pagineSeries Check Valve: Check, Manually Operated 5.5-15 L/Min (1.5-4 Usgpm) - 210 Bar (3000 Psi)Daniel CringusNessuna valutazione finora
- Cylinder 3dDocumento2 pagineCylinder 3dDaniel CringusNessuna valutazione finora
- 2274 001Documento2 pagine2274 001Daniel CringusNessuna valutazione finora
- Quality 42crmo4 Chemical Composition: Technical Card Gruppo Lucefin Revision 2012 All Rights ReservedDocumento2 pagineQuality 42crmo4 Chemical Composition: Technical Card Gruppo Lucefin Revision 2012 All Rights ReservedVijayakumar SamyNessuna valutazione finora
- Orifice Disc Installation & Sizing Guide: Housings and Accessory ProductsDocumento4 pagineOrifice Disc Installation & Sizing Guide: Housings and Accessory ProductsDaniel CringusNessuna valutazione finora
- Hallite t601 Rod SealDocumento1 paginaHallite t601 Rod SealDaniel CringusNessuna valutazione finora
- 2015 FST Fluidpower GlobalCatalog FSTDocumento500 pagine2015 FST Fluidpower GlobalCatalog FSTDaniel Cringus50% (2)
- SaDocumento3 pagineSaDaniel CringusNessuna valutazione finora
- 95 AU V 142-EnDocumento2 pagine95 AU V 142-EnDaniel CringusNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Jharkhand Steel Casting CompaniesDocumento6 pagineJharkhand Steel Casting CompaniesCatherine Jovita50% (2)
- PHILHIS Executive Summary - EditedDocumento7 paginePHILHIS Executive Summary - EditedMaxy Bariacto100% (1)
- 02 - Order Quantities When Demand Is Approximately LevelDocumento2 pagine02 - Order Quantities When Demand Is Approximately Levelrahma.samyNessuna valutazione finora
- Pmls 1 Final Exam Reviewer: Clinical Chemistry ContDocumento14 paginePmls 1 Final Exam Reviewer: Clinical Chemistry ContPlant in a PotNessuna valutazione finora
- Cloud Security Training and Awareness Programs For OrganizationsDocumento2 pagineCloud Security Training and Awareness Programs For OrganizationsdeeNessuna valutazione finora
- RA For Installation & Dismantling of Loading Platform A69Documento15 pagineRA For Installation & Dismantling of Loading Platform A69Sajid ShahNessuna valutazione finora
- Biomérieux 21342 Vitek 2 GP: Intended UseDocumento19 pagineBiomérieux 21342 Vitek 2 GP: Intended UserezaNessuna valutazione finora
- Moment Influence Line LabsheetDocumento12 pagineMoment Influence Line LabsheetZAXNessuna valutazione finora
- Leks Concise Guide To Trademark Law in IndonesiaDocumento16 pagineLeks Concise Guide To Trademark Law in IndonesiaRahmadhini RialiNessuna valutazione finora
- 20comm Um003 - en PDocumento270 pagine20comm Um003 - en PRogério BotelhoNessuna valutazione finora
- Introduction MCC Oxo ProcessDocumento5 pagineIntroduction MCC Oxo ProcessDeep PatelNessuna valutazione finora
- Business Plan1Documento38 pagineBusiness Plan1Gwendolyn PansoyNessuna valutazione finora
- Acid content in fruitsDocumento2 pagineAcid content in fruitsbone fire100% (1)
- T Cells & Autoimmunity, s3Documento21 pagineT Cells & Autoimmunity, s3LiaAriestaNessuna valutazione finora
- Historical Source Author Date of The Event Objective of The Event Persons Involved Main ArgumentDocumento5 pagineHistorical Source Author Date of The Event Objective of The Event Persons Involved Main ArgumentMark Saldie RoncesvallesNessuna valutazione finora
- 09 Chapter TeyyamDocumento48 pagine09 Chapter TeyyamABNessuna valutazione finora
- Fictional Narrative: The Case of Alan and His FamilyDocumento4 pagineFictional Narrative: The Case of Alan and His Familydominique babisNessuna valutazione finora
- New Company Profile.Documento8 pagineNew Company Profile.Allen AsirNessuna valutazione finora
- Horizontal Vertical MarketDocumento4 pagineHorizontal Vertical MarketVikasNessuna valutazione finora
- E.sybox - Esybox All Information PDFDocumento56 pagineE.sybox - Esybox All Information PDFnle_16948Nessuna valutazione finora
- ManuscriptDocumento2 pagineManuscriptVanya QuistoNessuna valutazione finora
- Re: Laparoscopic Myomectomy: A Review of Alternatives, Techniques and ControversiesDocumento1 paginaRe: Laparoscopic Myomectomy: A Review of Alternatives, Techniques and ControversiesMayada OsmanNessuna valutazione finora
- Active Disturbance Rejection Control For Nonlinear SystemsDocumento8 pagineActive Disturbance Rejection Control For Nonlinear SystemsTrần Việt CườngNessuna valutazione finora
- Science Web 2014Documento40 pagineScience Web 2014Saif Shahriar0% (1)
- Practical Finite Element Simulations With SOLIDWORKS 2022Documento465 paginePractical Finite Element Simulations With SOLIDWORKS 2022knbgamageNessuna valutazione finora
- 03 Seatwork 1 ProjectManagement SenisRachelDocumento2 pagine03 Seatwork 1 ProjectManagement SenisRachelRachel SenisNessuna valutazione finora
- Potato Peroxidase LabDocumento2 paginePotato Peroxidase LabKarla GutierrezNessuna valutazione finora
- Ce125-2500 Open FrameDocumento48 pagineCe125-2500 Open FrameRomão OliveiraNessuna valutazione finora
- Psalms Magick of The Old Testament PDFDocumento129 paginePsalms Magick of The Old Testament PDFirrrs100% (1)
- List of PEGA Interview Questions and AnswersDocumento33 pagineList of PEGA Interview Questions and Answersknagender100% (1)