Potrebbero piacerti anche
- Programacion ParametricaDocumento2 pagineProgramacion ParametricaWilson YucraNessuna valutazione finora
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 pagineEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsNessuna valutazione finora
- Codigo M y G CNCDocumento4 pagineCodigo M y G CNCJORGE ALEJANDRO RAMIREZ AQUINO100% (1)
- Ciclos Fijos Fresadora 8020Documento49 pagineCiclos Fijos Fresadora 8020scudroNessuna valutazione finora
- Actividad 8 Manufactura Integrada Por ComputadoraDocumento30 pagineActividad 8 Manufactura Integrada Por ComputadoraluisNessuna valutazione finora
- Capitulo 2 Ciclos Termicos AvanzadosDocumento29 pagineCapitulo 2 Ciclos Termicos AvanzadosChristian Jaime SanchezNessuna valutazione finora
- Practica 1.1 A 1.3Documento54 paginePractica 1.1 A 1.3Jesus Leopoldo Velazquez NuñezNessuna valutazione finora
- Cálculo de Un Transformador Monofásico de Pequeña PotenciaDocumento2 pagineCálculo de Un Transformador Monofásico de Pequeña PotenciaGonzalo CurielNessuna valutazione finora
- Manual CNCDocumento27 pagineManual CNCMahonri AguilarNessuna valutazione finora
- Ejercicios ArbolesDocumento22 pagineEjercicios ArbolesDavid852hz100% (1)
- Examen Parcial CNC FRESADocumento3 pagineExamen Parcial CNC FRESAkevin rodriguez casas100% (1)
- 4 Practicas Usando El Simulador Swansoft CNCDocumento6 pagine4 Practicas Usando El Simulador Swansoft CNCOsielNessuna valutazione finora
- Cofigos Fresadora CNCDocumento2 pagineCofigos Fresadora CNCDeivy Mona PerezNessuna valutazione finora
- SoldaduraDocumento6 pagineSoldaduraDavid AlmeidaNessuna valutazione finora
- Formulas Electricas Mas UsualesDocumento3 pagineFormulas Electricas Mas UsualesJuan Luis Hernández MartínNessuna valutazione finora
- G83 (Ciclo Fijo de Taladrado Profundo)Documento2 pagineG83 (Ciclo Fijo de Taladrado Profundo)Jesus MarinNessuna valutazione finora
- Engranajes Cilindricos de Diente RectosDocumento8 pagineEngranajes Cilindricos de Diente Rectosnini henaoNessuna valutazione finora
- Plan de MaquinadoDocumento8 paginePlan de Maquinadobrenda adrianoNessuna valutazione finora
- Procesos de ManufacturaDocumento9 pagineProcesos de ManufacturaJaimeSanchezNessuna valutazione finora
- G71Documento25 pagineG71Alex MaroNessuna valutazione finora
- Codigo G para Torno CNC FanucDocumento6 pagineCodigo G para Torno CNC FanucGuille AraujoNessuna valutazione finora
- Reporte NeumaticaDocumento9 pagineReporte NeumaticaBlue Santiago100% (1)
- Comandos G00 G02 G03 PARA FRESADORA CNCDocumento14 pagineComandos G00 G02 G03 PARA FRESADORA CNCjuliogomez008Nessuna valutazione finora
- Robot Sumo PDFDocumento10 pagineRobot Sumo PDFCarlos SánchezNessuna valutazione finora
- Torno Reporte PeonDocumento12 pagineTorno Reporte PeonErnesto PulidoNessuna valutazione finora
- Interpolacion CircularDocumento11 pagineInterpolacion CircularJessy Belen100% (1)
- Ciclo de PunteadoDocumento2 pagineCiclo de PunteadoAlex ChancúsigNessuna valutazione finora
- DESARROLLO DE LA PRACTICA Nombre CNCDocumento8 pagineDESARROLLO DE LA PRACTICA Nombre CNCnisiNessuna valutazione finora
- To Tren de Lavado GrafcetDocumento21 pagineTo Tren de Lavado GrafcetURKO LUCEÑONessuna valutazione finora
- Proyecto Final de Hidraulica y NeumaticaDocumento21 pagineProyecto Final de Hidraulica y NeumaticaJosue LazoNessuna valutazione finora
- Ciclos Fijos CNCDocumento19 pagineCiclos Fijos CNCFernando Pasten FernandezNessuna valutazione finora
- Codigos Comunes para Boxford - Chevalier - HaasDocumento9 pagineCodigos Comunes para Boxford - Chevalier - Haasrobot73Nessuna valutazione finora
- Manufactura PracticaDocumento6 pagineManufactura PracticaAxel RocaNessuna valutazione finora
- Informe Codigos GDocumento26 pagineInforme Codigos GByron Montero0% (1)
- Engranajes Conicos Con Solid EdgeDocumento7 pagineEngranajes Conicos Con Solid EdgeoycohawkNessuna valutazione finora
- Análisis de Circuitos NeumáticosDocumento4 pagineAnálisis de Circuitos Neumáticosqwertyu123Nessuna valutazione finora
- Simbologia NeumáticaDocumento9 pagineSimbologia NeumáticaGreisk Carrera SerranoNessuna valutazione finora
- Maquina PunzónadoraDocumento12 pagineMaquina PunzónadoraOswald muñozNessuna valutazione finora
- Actuadores Neumaticos e HidraulicosDocumento94 pagineActuadores Neumaticos e HidraulicosDaniel CastellanosNessuna valutazione finora
- El Factor Humano y Las Máquinas CDocumento4 pagineEl Factor Humano y Las Máquinas CLeliz Crispin100% (2)
- Centros Instantaneos y Centros de Rotacion de VehiculosDocumento21 pagineCentros Instantaneos y Centros de Rotacion de VehiculosDorian Rivas100% (1)
- InvolutometriaDocumento5 pagineInvolutometriaDai MontesNessuna valutazione finora
- TP 10Documento26 pagineTP 10Maxi Salas Correa LopezNessuna valutazione finora
- Instrumentos de TorneriaDocumento3 pagineInstrumentos de TorneriaOscar Fernandez AlconNessuna valutazione finora
- Práctica#3 - Interpolación Lineal y CircularDocumento18 paginePráctica#3 - Interpolación Lineal y CircularRubén Monterde FloresNessuna valutazione finora
- Práctica 3. Manufactura Por Computadora FESC UNAMDocumento8 paginePráctica 3. Manufactura Por Computadora FESC UNAMAlejandro Garcia PerezNessuna valutazione finora
- Armaduras PlanasDocumento25 pagineArmaduras PlanasPaul Ticla PuenteNessuna valutazione finora
- Generalidades Del TorneadoDocumento36 pagineGeneralidades Del TorneadochinitauapNessuna valutazione finora
- Cómo Calcular La Velocidad en La Transmisión Con Correas y Poleas MúltiplesDocumento4 pagineCómo Calcular La Velocidad en La Transmisión Con Correas y Poleas MúltiplesMarco Antonio SalcedoNessuna valutazione finora
- Tallado de Engranajes Rectos, Helicoidales y CremallerasDocumento16 pagineTallado de Engranajes Rectos, Helicoidales y CremallerasElkin Colorado100% (1)
- Informe 1 FMSDocumento27 pagineInforme 1 FMSRonnie LoboNessuna valutazione finora
- Examen de Diseño de Elementos de MáquinasDocumento9 pagineExamen de Diseño de Elementos de MáquinasGabriel Zarate EscobarNessuna valutazione finora
- Taller 3 Sistema de Aire Comprimido.1Documento6 pagineTaller 3 Sistema de Aire Comprimido.1Miguel Angel Cortez HernandezNessuna valutazione finora
- Biela Manivela Ale TerminadoDocumento9 pagineBiela Manivela Ale Terminado120ryNessuna valutazione finora
- Cuestionario 2.2 Proceso de Corte de Materiales Fes AragonDocumento7 pagineCuestionario 2.2 Proceso de Corte de Materiales Fes AragonVANESSA MARTINEZ FLORESNessuna valutazione finora
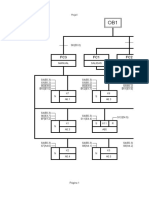
- Descomposicion de La Cadena de MandoDocumento1 paginaDescomposicion de La Cadena de Mandorocasm88Nessuna valutazione finora
- Benchman 4000Documento1 paginaBenchman 4000Stefy MorenoNessuna valutazione finora
- Codigos M y GDocumento3 pagineCodigos M y GmarcoNessuna valutazione finora
- Programación de Máquinas de CNC Con Códigos G y MDocumento9 pagineProgramación de Máquinas de CNC Con Códigos G y MLuis SuárezNessuna valutazione finora
- Ejercicio Software WinunisoftDocumento5 pagineEjercicio Software WinunisoftDavidNessuna valutazione finora
- Anexo 1 Programa 111 M - Escuelas Sedes e Instructores 13 de OctubreDocumento3 pagineAnexo 1 Programa 111 M - Escuelas Sedes e Instructores 13 de OctubreLalo VarelaNessuna valutazione finora
- METAR Como LeerloDocumento4 pagineMETAR Como LeerloLalo VarelaNessuna valutazione finora
- Cronograma de AulasDocumento2 pagineCronograma de AulasLalo VarelaNessuna valutazione finora
- 1999 Res.12471 99Documento9 pagine1999 Res.12471 99Lalo VarelaNessuna valutazione finora
- Profesor y Tecnico Superior en Tecnologia de ConstruccionesDocumento2 pagineProfesor y Tecnico Superior en Tecnologia de ConstruccionesLalo VarelaNessuna valutazione finora
- Morfologia Animal Comparada Plan 2003, Prof. Pedro Huaman, Sem 2014-2Documento8 pagineMorfologia Animal Comparada Plan 2003, Prof. Pedro Huaman, Sem 2014-2Lalo VarelaNessuna valutazione finora
- FR-13,17,18,19 y 20 Formularos DCI y Anexos Tecnicos 20120228Documento5 pagineFR-13,17,18,19 y 20 Formularos DCI y Anexos Tecnicos 20120228Lalo Varela100% (2)
- Redes - SeñalesDocumento13 pagineRedes - SeñalesLalo VarelaNessuna valutazione finora
- Puertas Entrada de La ESIDocumento19 paginePuertas Entrada de La ESILalo Varela100% (1)
- Normas Iram LuminotecniaDocumento1 paginaNormas Iram LuminotecniaLalo VarelaNessuna valutazione finora
- Capacidad ElectricaDocumento3 pagineCapacidad Electricadamian666Nessuna valutazione finora
- Dispositivos de SujecionDocumento30 pagineDispositivos de SujeciongeorgenavgomezNessuna valutazione finora
- Laboratorio 5Documento26 pagineLaboratorio 5Aracelly Patricia Escudero ArevaloNessuna valutazione finora
- CC901 Diseño y Fabricacion Mecanica 3 Ejes Con Catia V5Documento5 pagineCC901 Diseño y Fabricacion Mecanica 3 Ejes Con Catia V5Ramon ColectorNessuna valutazione finora
- Centro de Entretenimiento ModernoDocumento9 pagineCentro de Entretenimiento ModernoEduardo CoxNessuna valutazione finora
- Braian Nicolas Sauco Cabrera - 571665 - 0Documento23 pagineBraian Nicolas Sauco Cabrera - 571665 - 0Juan BartoraNessuna valutazione finora
- Catalogo Ferreporras MarzoDocumento51 pagineCatalogo Ferreporras MarzoJuan Carlos Patiño100% (1)
- Torno Lista de ChequeoDocumento5 pagineTorno Lista de ChequeoJUAN FRANCISCO LIZCANO MARTINEZNessuna valutazione finora
- Mecanica de Banco y Afilado de Herramientas TR2Documento7 pagineMecanica de Banco y Afilado de Herramientas TR2Kevin MuñozNessuna valutazione finora
- Ejercicio de MacrosDocumento5 pagineEjercicio de MacrosJULIAN DAVID BALANTA CASTRONessuna valutazione finora
- Parámetros de Corte de La Cepilladora - MarianoDocumento4 pagineParámetros de Corte de La Cepilladora - MarianoEdwin Ernesto Mariano SalazarNessuna valutazione finora
- Diagrama de Operaciones de Construccion Cilindro Hidraulico de Doble Efecto de ElevacionDocumento5 pagineDiagrama de Operaciones de Construccion Cilindro Hidraulico de Doble Efecto de ElevacionRuben PurcaNessuna valutazione finora
- 1 Perfil de Proyecto Tec. Mecanica IDocumento3 pagine1 Perfil de Proyecto Tec. Mecanica IJhem, sNessuna valutazione finora
- Mantenimiento Total Productivo Jhon Sebastian Olascoaga RodriguezDocumento6 pagineMantenimiento Total Productivo Jhon Sebastian Olascoaga Rodriguezjhon Sebastian Olascoaga RodriguezNessuna valutazione finora
- Planos PDF de EscuadraDocumento7 paginePlanos PDF de EscuadrajonatanNessuna valutazione finora
- Apunte 2023 de Taller-Mecanizado I-TorneriaDocumento8 pagineApunte 2023 de Taller-Mecanizado I-Tornerialautaromonteromt47Nessuna valutazione finora
- Informe Laboratorio #7 - Procesos IndustrialesDocumento21 pagineInforme Laboratorio #7 - Procesos IndustrialesKathia Lucia Llamoca AranzamendiNessuna valutazione finora
- Guia Lab-4-Mecanizado-2018-2 PDFDocumento43 pagineGuia Lab-4-Mecanizado-2018-2 PDFMilena Perea100% (1)
- 1.operaciones Básicas de TorneadoDocumento11 pagine1.operaciones Básicas de TorneadoMiguel AngelNessuna valutazione finora
- Operaciones Del Proceso de MaquinadoDocumento6 pagineOperaciones Del Proceso de MaquinadoCristobal GonzálezNessuna valutazione finora
- Laboratorio N°3 Conminucion InacapDocumento12 pagineLaboratorio N°3 Conminucion InacapFernando HerreraNessuna valutazione finora
- Roscado TeoríaDocumento3 pagineRoscado Teoríagiancarlo rojas100% (1)
- Hoja de Ruta o de Procesos de MecanizadoDocumento12 pagineHoja de Ruta o de Procesos de MecanizadoenriqueNessuna valutazione finora
- Plan de Mantenimiento para Torno UDBDocumento22 paginePlan de Mantenimiento para Torno UDBGuille MejíaNessuna valutazione finora
- Examen - Examen Teórico - Taller 2023 - IDocumento13 pagineExamen - Examen Teórico - Taller 2023 - IMiriam Briggtte Aguilar PuiconNessuna valutazione finora
- Machos ManualesDocumento4 pagineMachos ManualesJordy CGNessuna valutazione finora
- Costo de Perforación de Equipos - Uper Wagon Drill - ScooptrammsDocumento2 pagineCosto de Perforación de Equipos - Uper Wagon Drill - ScooptrammsJerson Milla andaguaNessuna valutazione finora
- I-OP-MT-056 Instructivo para Manejo de Taladro de Banco IMPRESODocumento5 pagineI-OP-MT-056 Instructivo para Manejo de Taladro de Banco IMPRESODiego Frias100% (1)
- Sesion 05 - Perforacion en Mineria SubterraneaDocumento40 pagineSesion 05 - Perforacion en Mineria SubterraneaRicardo H Mansilla CarpioNessuna valutazione finora
- Informe N-1 CNC GR2 Pumasunta VacaDocumento18 pagineInforme N-1 CNC GR2 Pumasunta VacaKlinsmann DiegoNessuna valutazione finora
- Unidad 6-2 Maq HerramientasDocumento38 pagineUnidad 6-2 Maq HerramientasCRFG31Nessuna valutazione finora