Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Manual da SST para a Indústria da Fundição
Caricato da
Paulo Barbosa AlvesTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Manual da SST para a Indústria da Fundição
Caricato da
Paulo Barbosa AlvesCopyright:
Formati disponibili
Manual da Segurana e Sade no Trabalho
INDSTRIA DA FUNDIO
2014
MANUAL da Segurana e Sade no Trabalho
NDICE GERAL
Seco
Ttulo
Pg>
AGRADECIMENTO
PREMBULO
I
INTRODUO
Generalidades
I.1
Empresa e funo Segurana e Sade no Trabalho
I.1
Segurana e Sade no Trabalho e riscos profissionais
I.2
Segurana e Sade no Trabalho e gesto do risco
I.2
II
CARACTERIZAO DO SECTOR DA FUNDIO NACIONAL
Introduo
II.1
Caracterizao do setor de fundio
II-1
Produo mundial e europeia
II.4
O setor de fundio Portugus
II.6
Realidade do setor industrial
II.12
Aspetos relevantes do setor industrial
II.13
III
ASPETOS ORGANIZACIONAIS DA SST
Segurana e Sade no Trabalho na empresa
III.1
Segurana e Sade no Trabalho e legislao
III.2
Segurana e Sade no Trabalho e gesto do risco
III.17
Segurana e Sade no Trabalho e os sistemas de gesto
III.25
Anx A
Legislao da Segurana e Sade no Trabalho
III.46
Anx B
Terminologia da Segurana e Sade no Trabalho
III.49
IV
ASPETOS TCNICOS DA SST
Produo de um fundido
IV.1
Processos de fundio
IV.1
Aplicao do processo da gesto do risco indstria de fundio
IV.11
Anx A
FICHAS DO RISCO
Anx B
FICHAS DE APRECIAO DO RISCO
MANUAL da Segurana e Sade no Trabalho
S II / R00 / 2012-11-26
Pg. 1 / 2
MANUAL da Segurana e Sade no Trabalho
SECO I
INTRODUO
MANUAL da Segurana e Sade no Trabalho
1 Generalidades
A Segurana e Sade no Trabalho (SST) desenvolvida no seio da empresa, sujeita a todo o tipo
de restries que estas experienciam no atual ambiente econmico, particularmente exigente para
a organizao empresarial e respetivo funcionamento, caracterizado por um mercado muito
competitivo e em constante evoluo. Este mercado apresenta, como caracterstica no recente
mas com redobrada acuidade, uma ateno especfica SST. Esta ateno centra-se muito nas
manifestaes da SST, designadamente nas situaes do tipo acidente cujas consequncias
graves nos planos individual, empresarial e da sociedade em geral conduzem a percees muito
negativas pela sociedade o que pe em causa muitas vezes os esforos desenvolvidos pelas
empresas no domnio da SST. Verifica-se entretanto que no que respeita s doenas profissionais
muito pouca ateno lhe dedicada, no obstante efeitos tambm muito negativos nos trs
planos identificados.
Objetivamente temos de considerar que Portugal apresenta uma taxa de incidncia global dos
acidentes de trabalho de 5149 que representam 6,6 x106 dias de trabalho perdidos. Uma
desagregao daquela taxa evidencia para a atividade econmica do setor C Indstria
transformadora a taxa de 6838. A desagregao deste sector evidencia a diviso C25
Fabricao de produtos metlicos, exceto mquinas e equipamentos, em que se insere a
fundio, a taxa de 12948. A taxa global de 2009 representa a mais baixa registada desde 2000.
A comparao destes dados com os disponveis referentes ao ano de 2007 a nvel europeu EU
15 - com a taxa geral de 2716 e de 3082 da indstria transformadora sugerem claramente a
existncia de significativas oportunidades de melhoria no desempenho da SST, ainda que s
analisando a parte referente aos acidentes de trabalho.
2 Empresa e funo Segurana e Sade no Trabalho
A variedade das atividades tcnicas e administrativas necessrias ao adequado desenvolvimento,
implementao e funcionamento da SST tem conduzido necessidade, hoje amplamente sentida,
da SST se assumir na empresa como uma funo representada de modo visvel, na respetiva
estrutura organizacional. Efetivamente, a evoluo da legislao de enquadramento da SST,
sobretudo a partir do acesso de Portugal atual Unio Europeia, conduziu necessidade do
desenvolvimento de atividades de carcter tcnico, por vezes, muito especfico, que recorrem a
conhecimentos de vrias reas temticas e que por sua vez incidem sobre reas diversas dentro
das empresas. Isto envolve em consequncia vrios responsveis operacionais e
correspondentes nveis de gesto e funes empresariais associadas.
Um contributo tambm relevante nesta evoluo tem sido a necessidade sentida pelas empresas
de agregarem as atividades associadas s reas da Qualidade e do Ambiente s da SST,
aproveitando as correspondentes sinergias e evitando duplicao de esforos e custos
associados.
Man_C / SI / R01 / 2014-12-05
Pg. 1 / 2
MANUAL da Segurana e Sade no Trabalho
3 Segurana e Sade no Trabalho e riscos profissionais
A SST centra-se tecnicamente nos riscos profissionais no sentido destes, caso existam, no
darem origem a eventos do tipo acidente de trabalho, afeo da sade e/ou doena profissional,
com todas as consequncias supervenientes. A diversidade da origem e natureza destes riscos
confere um carcter de significativa complexidade no processo mais ou menos elaborado da
correspondente apreciao e respetivo tratamento/controlo.
4 Segurana e Sade no Trabalho e gesto do risco
O reconhecimento que as atividades da empresa tm por si mesmo associados riscos de diversos
tipos, associado ao fato da SST estar tecnicamente centrada nos riscos profissionais, levanta
naturalmente a questo relativa ao modo de identificar, caracterizar e tratar aqueles riscos com
base cientfica, tanto quanto possvel, bem como a forma de produzir as correspondentes
evidncias. Um aspeto muito relevante, incontornvel mesmo a devida considerao dos
diversos tipos de partes interessadas que se constituem neste ambiente, quer internos quer
externos.
O presente Manual prope uma abordagem consensual e rastrevel gesto do risco com base
num processo da gesto do risco estruturado que permite uma aplicao em conformidade com
os requisitos aplicveis neste domnio. A abordagem referida representa um consenso
internacional materializado num instrumento normativo internacional.
Man_C / SI / R01 / 2014-12-05
Pg. 2 / 2
MANUAL da Segurana e Sade no Trabalho
SECO II
CARACTERIZAO DO SETOR
DA FUNDIO NACIONAL
MANUAL da Segurana e Sade no Trabalho
1 Introduo
A indstria de fundio nacional hoje constituda por empresas de alta tecnologia, ligadas ao
fornecimento do setor automvel, indstria metalomecnica, construo civil, cermica, mineira e
remoo de terras, eltrica e eletrnica, naval, mquinas agrcolas e industriais, ferroviria, elica,
indstria aeronutica e aeroespacial, com um conjunto de pequenas empresas posicionadas em
ncleos de mercado com elevado valor acrescentado. , por outro lado, uma indstria
essencialmente exportadora, com ndices superiores a 80%.
A melhoria da qualidade, por outro lado, uma condio crescentemente exigida pelos clientes,
impondo-se como uma varivel estratgica para a maioria das empresas, designadamente via
comprovao decorrente de processos de Certificao de Qualidade. Tambm a aplicao e
acompanhamento das normas internacionalmente reconhecidas, tem-se mostrado como um fator
importante para as empresas que operam num mercado competitivo e exigente.
2. Caracterizao do setor de Fundio
O setor da Metalurgia, onde se inclui o subsetor da fundio, um importante setor de atividade
na economia portuguesa e com uma significativa expresso no total da Indstria Transformadora,
quer ao nvel do emprego, quer ao nvel do nmero de empresas. Caracteriza-se pela grande
diversidade de mbitos produtivos, bem como pela multiplicidade de bens produzidos, desde bens
intermdios e acabados, destinados a atividades industriais dentro e fora do setor, at produtos
destinados ao mercado de bens e consumo.
Este setor constitui-se como um importante fornecedor de todo o setor industrial, desempenhando,
desta forma, um papel fundamental no processo de desenvolvimento e modernizao da indstria
portuguesa.
A base de caracterizao do setor da indstria portuguesa de fundio proveniente das
estatsticas oficiais do CAEF - Comit das Associaes Europeias de Fundio.
Nmero de empresas
A fundio nacional diversificada integrando algumas grandes empresas, um nmero
significativo de mdias empresas e um elevado nmero de pequenas e micro empresas
representando no conjunto 1,8 % das empresas de fundio europeias, o que em termos
absolutos corresponde a cerca de 81 unidades fabris.
As empresas de fundio podem agrupar-se atendendo ao tipo de liga processada, isto , em
metais ferrosos ou metais no ferrosos. Considerando esta classificao a indstria portuguesa de
fundio de metais ferrosos representa 2,2% no conjunto das empresas de fundio europeias e
as de metais no ferrosos 1,5%, o que em termos absolutos representa, respetivamente, 42 e 39
unidades fabris.
Man_C / S II / R01 / 2012-11-30
Pg. 1 / 13
MANUAL da Segurana e Sade no Trabalho
Recursos Humanos
fundamental o desenvolvimento de saberes fazer tecnolgicos, determinados pelo grau de
sofisticao tecnolgica dos equipamentos e pela integrao crescente das novas tecnologias na
produo para reforar um sector em evoluo.
A indstria portuguesa de fundio emprega sob forma direta cerca de 3700 pessoas efetivas,
sendo 65,5% nas empresas de metais ferrosos.
Produo nacional de fundidos
Os Quadros apresentam a variao da produo, expressa em tonelada de pea vendida por ano,
no setor de ferrosos e de no ferrosos, entre os anos de 2005 e 2011.
Quadro I.1 Produo Nacional de Fundidos
Tipos de liga
Ferro Cinzento - FC
Ferro Nodular - FN
Ao
2005
27,30
69,80
12,10
2006
28,00
80,70
14,20
2007
29,90
77,30
14,70
2008
29,60
72,40
11,60
2009
31,00
60,17
8,80
2010
38,36
70,15
7,34
2011
41,27
77,88
8,47
Total de Ferrosos
109,20
122,90
121,90
113,60
99,964
115,84
127,63
Alumnio - Al
Cobre - Cu
Zinco - Zn
20,30
8,70
0,90
21,50
10,80
0,80
21,90
11,10
0,60
19,80
11,40
0,50
15,80
10,80
0,48
15,95
12,66
0,45
15,49
8,47
0,48
Total N Ferrosos
29,90
33,10
33,60
31,70
27,08
29,06
24,44
139,10
156,00
155,50
145,30
127,044
144,91
152,07
Total F + NF
Neste ltimo ano de 2011, produziram-se cerca de 152 mil toneladas de peas fundidas em
Portugal. Relativamente ao ano de 2010, o setor de ferrosos teve um acrscimo de produo total
de cerca de 12 000 toneladas, 3 000 no ferro fundido cinzento, 8 000 no nodular e mil toneladas
no ao. No setor de no ferrosos apresentou um decrscimo de cerca de 4 500 toneladas,
fundamentalmente na produo de ligas de cobre, essencialmente lato, muito ligado produo
de torneiras e diminuio da procura na construo civil. Globalmente, a produo de fundidos
nacional cresceu em 2011 cerca de 7 000 toneladas.
As razes esto associadas crise internacional nos mercados para onde o setor exporta,
essencialmente a UE. Em termos de ligas, a flutuao da produo pode verificar-se nos grficos
abaixo, o primeiro para o setor de ferrosos e o segundo o setor de no ferrosos.
Man_C / S II / R01 / 2012-11-30
Pg. 2 / 13
MANUAL da Segurana e Sade no Trabalho
Produo anual de ferrosos
Produo anual de no ferrosos
Figura II. 1 Produo anual 2005-2011
Portugal um produtor essencialmente de ferro nodular, que sofreu a evoluo da situao
econmica dos mercados para onde exportamos. Este material recuperou a produo em 2010
com uma subida ligeira em 2011. O ferro cinzento manteve a produo entre 2005 e 2009, mas
subiu em 2010 e 2011. O ao vazado tem vindo a baixar o nvel de produo desde 2007, mas
recuperou em 2011 quase para os nveis de produo de 2009.
O pico da produo das ligas de alumnio foi em 2007, j as ligas de cobre tem mantido uma
tendncia de crescimento contnuo, tendo baixado em 2011. A produo de ligas de zinco
desprezvel.
O setor de fundio nacional eminentemente exportador, conforme se pode verificar na
Figura II.2, que representa o nvel de exportao de ambos os setores em 2011. Globalmente, o
setor exporta mais de 80% da sua produo.
Figura II. 2 Nvel de exportao, com base na produo, de ambos os setores da fundio
nacional em 2011
Man_C / S II / R01 / 2012-11-30
Pg. 3 / 13
MANUAL da Segurana e Sade no Trabalho
3 Produo mundial e europeia
Com base no censo mundial da produo de 2009, estima-se que se produziram cerca de
81.244.142 toneladas. As ligas de metais ferrosos representaram cerca 84 % dessa produo e as
ligas de metais no ferrosos cerca de 16 %. As trs ligas mais produzidas, so por ordem
decrescente, o ferro fundido lamelar, seguido do ferro fundido nodular e as ligas de alumnio,
seguido de muito perto pelo ao.
Os trs maiores produtores mundiais so a Repblica Popular da China, que s por si representa
43,5% da produo total, seguido em quase igualdade de produo, pela ndia e Estados Unidos,
com cerca de 9,2 e 9,1 %, respetivamente. Os doze maiores produtores mundiais, com mais de
106 toneladas por ano, representam cerca de 90 % da produo mundial. Portugal s representa
0,16% da produo mundial.
Por comparao, apresenta-se a produo em 2009 de fundidos em Portugal e UE, em milhares
de toneladas de pea vendida.
Man_C / S II / R01 / 2012-11-30
Pg. 4 / 13
MANUAL da Segurana e Sade no Trabalho
Quadro I.3 - 2009 European Casting Census
Pas
Ferro
lamelar
Ferro
lamelar
Ferro
Ligas
Ao vazado Ligas Cu Ligas Al
malevel
Mg
Ligas Zn
Outros
TOTAL
NF
%
relativa
Austria
29.200
90
na
19.800
2.203
87.698
4.676
10.191
na
153.858
0,99%
Blgica
49
500
na
28.100
na
1.582
na
530
na
30.761
0,20%
Bosnia/
Herzegovina
8.567
1.100
na
3.826
na
3,176
na
na
na
13.493
0,09%
Crocia
22.107
17.375
na
1.313
459
11.652
na
230
661
53.797
0,35%
Repblica
Checa
138.838
40.678
1.881
52.392
888
34.772
na
1.368
144
270.961
1,74%
Dinamarca
32.367
48.020
na
na
1.433
na
na
5.778
87.604
0,56%
Irlanda
28.041
31
na
9.413
3.052
3.612
na
260
na
44.409
0,29%
Frana
562.000
869.000
na
59.500
18.818
205.924
na
19.513
1.949
1.736.704
11,17%
1.806.480
1.191.786
31.273
182.435
76.720
540.444
19.859 51.193
1.475
3.901.665
25,10%
Hungria
25.834
15.221
11
5.695
1.442
80,10
na
262
52.203
0,34%
Itlia
566.068
372.449
na
65.283
14.386
549.400
6.700
1.668.802
10,74%
Holanda
78.241
6.209
438
na
na
na
na
na
na
84.888
0,55%
Noruega
15.200
48.400
na
2.700
2.177
4.058
na
na
na
72.535
0,47%
Polnia
570
na
na
na
na
200.000
na
na
na
200.570
1,29%
Portugal
30.995
60.165
na
8.803
10.800
15.800
na
480
na
127.043
0,82%
Romnia
29.485
1.471
712
22.955
1.814
31.163
1.750
535
89.894
0,58%
Russia
1.740.000
1.200.000
60.000
700.000
90.000
340.000
35.000 15.000 20.000
4.200.000
27,02%
Servia
43.150
2.320
1.460
25.040
995
1.420
na
500
14.260
89.145
0,57%
Eslovnia
74.000
14.900
na
27.900
2.976
18.144
495
2.079
na
140.494
0,90%
Espanha
274.000
461.300
na
65.200
6.791
86.212
na
8.084
491
902.078
5,80%
Sucia
113.300
27.700
na
15.300
8.400
24.600
1.300
4.000
na
194.600
1,25%
na
1.806
1.807
14.613
na
1.308
na
37.134
0,24%
Alemanha
3.738
49.000 45.516
Suia
17.600
31.000
Ucrnia
640.000
40.000
na
275.000
na
45.000
na
na
na
1.000.000
6,43%
Reino Unido
102.000
137.000
na
56.000
8.000
78.000
2.000
6.200
700
389.900
2,51%
6.378.092
4.555.715
95.775
1.628.461
Totais
253.161 2.294.094 71.780 174.215 91.245 15.542.538
Com base no ltimo censo mundial disponvel, que reporta a 2009, e feita a anlise para a
produo europeia constata-se que:
1. a produo europeia em 2009 atingiu a cifra de cerca de 15,5 mil toneladas de fundidos, sendo
que 83 % correspondiam produo de metais de ligas ferrosas;
2. 7 pases (Rssia, Alemanha, Frana, Itlia, Ucrnia, Espanha e Reino Unido) representavam
88,8 % da produo total, sendo o maior produtor a Rssia (27 %) seguido pela Alemanha (25
%) e, na terceira posio, a Frana (11 %);
3. Portugal representou 0,82 % da produo europeia. Esta tendncia tem sido mantida ao longo
dos anos.
Man_C / S II / R01 / 2012-11-30
Pg. 5 / 13
MANUAL da Segurana e Sade no Trabalho
4 O setor de fundio Portugus
4.1. Tecnologias de fundio
4.1.1. Processos de fundio
O processo de fundio aplica-se a vrios tipos de metais, tais como aos, ferros fundidos,
alumnio, cobre, zinco, magnsio e respetivas ligas.
A tecnologia de conformao por fundio bastante verstil permitindo o fabrico quer de peas
de gramas, como placas dentrias, quer de toneladas, como blocos de motor diesel de navios. A
flexibilidade ao nvel da forma enorme possibilitando a conceo de fundidos com geometria
simples, mas tambm bastante complexa (basta recordar a complexidade dum bloco de motor,
com todos os canais de lubrificao e arrefecimento). As diversas propriedades e/ou
caractersticas dos fundidos so funo das ligas que so utilizadas e dos tratamentos aplicados.
No Quadro II.4 faz-se um resumo das principais tecnologias em funo da liga.
Man_C / S II / R01 / 2012-11-30
Pg. 6 / 13
MANUAL da Segurana e Sade no Trabalho
Quadro II.4 Principais tecnologias utilizadas em fundio em funo do tipo de liga.
Setor
Famlia
Fuso
Moldao
Fabrico de
machos
Vazamento
Colher pelo
fundo
Forno de arco
Aos
Furnico
Forno de induo
Ferrosos
Areia verde
Fenlico
Colher bica
Cadinho
Areia de
Machos
Cold-box
Silicato de sdio
Ferros
Fundidos
Forno rotativo
(gs)
Colher sifo
Cubilote
Forno de
revrbero (gs)
No Ferrosos
Ligas de
Alumnio
Metlicos
Fundio
Injectada
Fundio em
Coquilha
Colher bica
Silicato de sdio
Ligas de
Cobre
Forno de cadinho
(gs)
A partir do
forno
Areia
Areia
Ligas de
Estanho
Fundio em
Coquilha
No aplicvel
4.1.1.1. Fundio em areia
A fundio em areia tanto se aplica aos ferros fundidos, como aos aos, ligas de alumnio ou de
ligas de cobre (bronze). As pequenas sries de peas grandes ou de ligas complexas so
fabricadas fundamentalmente em areia de macho e grandes sries em areia verde, pese embora
Man_C / S II / R01 / 2012-11-30
Pg. 7 / 13
MANUAL da Segurana e Sade no Trabalho
esta diviso no seja vinculativa. Certo que os fundidos com pesos superiores a 100 kg so
fundamentalmente obtidos em moldao manual.
4.1.1.2. Fundio injetada
A fundio injetada empregue nas ligas de alumnio, apesar de existir um mercado interessante
para a moldao em areia, dado que os fundidos podem ser tratados termicamente. No caso da
fundio injetada, a preciso e consistncia dimensional so muito relevantes e so tidas pelos
fundidores deste setor como o caminho mais prximo entre a matria-prima e o produto final.
Existe um pequeno mercado para a fundio injetada nas ligas de magnsio e de zinco.
4.1.1.3. Fundio em coquilha por gravidade
A fundio em coquilha por gravidade, tem como mercado principal o fabrico de torneiras e
acessrios em ligas de cobre, embora tambm seja empregue no fabrico de peas em ligas de
alumnio, de especificaes elevadas, destinadas a serem tratadas termicamente. A fundio de
baixa presso em Portugal, empregue no fabrico de torneiras.
4.1.1.4. Fundio de preciso
A fundio de preciso, com modelos de cera perdida, destina-se a fins artsticos, no caso da
ourivesaria ou estaturia, ou mercados tcnicos, estes sim de elevadas especificaes
dimensionais e de elevados graus de acabamento superficial recorrendo a aos ligados.
4.1.2. Matrias-primas
As matrias-primas para a preparao das cargas de fuso com aplicao na indstria de
fundio esto diretamente relacionadas com o tipo de liga processado, bem como, com o
processo utilizado. Estas so utilizadas para a elaborao dos banhos metlicos ou para a
correo e adequao dos mesmos. Para o primeiro caso recorre-se ao lingote, sucata e retornos
e no segundo caso a inoculantes, modificadores e afinadores de gro, nodularizantes, agentes de
desgaseificao e escorificantes.
As matrias-primas utilizadas para a elaborao dos banhos metlicos representam mais de 97 %
do total, as do segundo grupo, empregam-se para adequar os banhos s necessidades
especficas de cada fundido.
4.1.2.1. Metais Ferrosos
As matrias-primas base so distintas para os ferros fundidos ou para os aos, embora sejam
ambos materiais ferrosos. No caso dos ferros fundidos empregam-se como matrias-primas de
base: lingote (material de primeira fuso obtido a partir da gusa, elaborado em alto forno ou forno
eltrico de arco), sucata de fundio de ao no ligado e os retornos da prpria produo interna
da empresa. Como produtos de correo e adequao, temos um conjunto de ferro ligas com
silcio, magnsio ou outros elementos de liga como o crmio, o nquel ou o mangans.
No ao emprega-se como matrias-primas de base os retornos de produo e sucatas de
fundio de ao no ligado, para os banhos de ao vazado, e de ao ligado para os outros tipos
Man_C / S II / R01 / 2012-11-30
Pg. 8 / 13
MANUAL da Segurana e Sade no Trabalho
de ao especiais, como os aos inoxidveis, aos ao mangans, aos resistentes ao desgaste ou
outros. No fabrico destes materiais usam-se uma multiplicidade de ferro-ligas, que para alm do
elemento portador, ferro, possuem um ou mais elementos de liga como, por exemplo o crmio, o
molibdnio, o vandio, ou outros. Destes elementos, o crmio e o molibdnio tm tendncia a
vaporizar-se durante o fabrico dos banhos. Este aspeto sugere que se tenham alguns cuidados
durante o fabrico de ligas com estes elementos. Como elemento de desoxidao prefere-se o
alumnio ou, em alternativa, o mangans ou o titnio.
Tanto para os banhos de ferro, como para os de ao, so adicionadas substncias apropriadas
para remoo de escria, fundamentalmente base de slica e espato de flor, com o objetivo de
a aglomerar de modo a facilitar a sua remoo.
Em Portugal a fundio dos ferros fundidos e aos usa exclusivamente o processo de areia. Para
fundidos at cerca de 100 kg e mdias ou grandes sries, privilegiado o processo de areia
verde. Este processo usa como refratrio slica, no caso dos ferros fundidos, cromite ou zircnia,
como areia de face nos aos, continuando a ser de slica a areia de enchimento. O ligante a
bentonite, empregue em teores variveis, consoante o processo, mas normalmente situado entre
7 % e 10 %. Para alm destes componentes podem conter, no caso dos ferros, 2 a 3% de p de
carvo.
Para fundidos de pequena srie, ou pesos superiores a, pelo menos, 100 kg o processo de
moldao manual e comum empregar um sistema de areia de machos, semelhante ao
empregue para o fabrico destes. O sistema refratrio o mesmo da areia verde mas o ligante
uma resina, em teores inferiores a 2% do peso da areia. Nestes processos usa-se, tambm,
catalisadores base de cidos fortes, tipicamente solues aquosas de cido fosfrico, ou
isoladamente, com cido paratoluenosulfnico.
Para fabrico de machos empregam-se vrios sistemas base de refratrio, anlogo aos dos
processos de moldao, uma resina e um catalisador.
Nestes processos de areia de macho normal a produo de gases, com origem na reao entre
os produtos usados durante o fabrico, ou de reao entre os produtos de ligao do refratrio e os
banhos metlicos. Em qualquer circunstncia, existe um risco potencial para os operadores, na
vizinhana do vazamento ou de preparao das moldaes ou machos.
4.1.2.2. Metais No Ferrosos
No caso das ligas dos metais no ferrosos convm referir, pela sua importncia na indstria de
fundio nacional, as de alumnio e as de cobre. Quer para umas, quer para outras, a matriaprima fundamental empregue na fuso o lingote, obtido a partir da fuso e afinao dos banhos.
possvel incorporar uma proporo de retornos resultante do aproveitamento de peas
rejeitadas, dos gitos e alimentadores. No recomendvel, e raramente se verifica, a utilizao de
sucata no classificada.
Man_C / S II / R01 / 2012-11-30
Pg. 9 / 13
MANUAL da Segurana e Sade no Trabalho
Para alm destas matrias-primas, empregam-se pequenas quantidades de ligas me
(constitudas pelo elemento principal, alumnio ou cobre, e aquele que se pretende introduzir no
banho. Uma liga me tem uma dissoluo mais eficaz quando comparada com a adio de
elementos puros), para correes pontuais da composio. Em ambas as famlias de ligas
empregam-se afinadores de gro, desgasificadores e, no caso das ligas de alumnio-silcio,
modificadores. Nenhuma destas substncias causa problemas como a produo de gases
nocivos, dado existir uma proibio da utilizao de compostos floreteados ou clorados, que se
empregavam anteriormente. Hoje a desgaseificao realizada com azoto seco ou rgon.
Nos processos de fundio de ligas de metais no ferrosos empregam-se os mesmos processos
de moldao em areia dos ferrosos ou, quando a srie o justifica, em coquilha ou moldes
metlicos, como na fundio injetada. Em qualquer das circunstncias a cavidade moldante
conformada no seio dum bloco metlico, de ao ou uma liga de cobre-berlio. Na fundio em
coquilha usam-se machos, para fabricar as cavidades interiores das peas. Na fundio injetada
no se empregam machos, porque os interiores so realizados com gavetas metlicas de
acionamento hidrulico. Nestes processos empregam-se agentes, ditos tintas, que evitam a
colagem das ligas ao molde, base de gua e um agente desmoldante, normalmente um silicone.
Nenhum destes produtos possui perigo potencial.
4.2 Estrutura da indstria de fundio
As empresas do setor da fundio distribuem-se pelos CAE seguintes:
1. CAE 27510 fundio de ferro fundido;
2. CAE 27520 fundio de ao;
3. CAE 27530 fundio de metais leves;
4. CAE27540 fundio de metais no ferrosos.
Como qualquer ramo da metalomecnica, o setor da fundio tem empresas de pequena ou muito
pequena dimenso, com menos de 50 colaboradores, muitas vezes sem uma estrutura formal
organizacional, que tem origem no perodo em que os clientes da fundio procuravam que se
lhes fornecesse uma forma anloga ao produto final, que posteriormente maquinavam e
introduziam outras operaes de acabamento. Nestas empresas fabricam-se pequenas sries
com baixa preciso dimensional e com um assinalvel contributo do conhecimento e esforo
humano.
As mdias empresas, na nomenclatura deste texto que considera o tamanho da empresa mais
frequente no setor, tem entre 50 e 100 colaboradores, a vasta maioria empresas estruturadas e
com sistemas de certificao implementados, sendo que a maioria exporta uma parte muito
significativa da sua produo (mais de 80 %). Possui um quadro tcnico multidisciplinar, meios
avanados de desenvolvimento e controlo de produto e so globalmente e certamente o grupo de
empresas com o maior nmero de colaboradores.
Man_C / S II / R01 / 2012-11-30
Pg. 10 / 13
MANUAL da Segurana e Sade no Trabalho
Acima dos 100 colaboradores temos as grandes empresas de fundio que no so mais de 6,
sendo que a maioria trabalha e exporta quase a totalidade da produo para o setor automvel.
So as empresas dotadas do melhor parque tecnolgico e industrial.
As mdias e as grandes empresas de fundio, na nomenclatura deste texto, esto equipadas
com o melhor e mais moderno sistema produtivo disponvel, at porque a concorrncia no
mercado global se faz mais pelo lado da garantia da qualidade do produto e do prazo de entrega,
do que com base no baixo custo. Os concorrentes das empresas de fundio so
fundamentalmente os colegas dos pases da Unio Europeia, muito mais preparados para a
disponibilizao de grandes sries.
Nos dias de hoje o setor de fundio nacional est ao nvel tecnolgico, do controlo de qualidade
e ambiental, ao nvel dos parceiros europeus. Esto includas as melhores tecnologias (somente
na perspetiva tcnica), apresentadas no Quadro II.5 seguinte.
Quadro II.5 Tecnologias por fase fabril e grupo de material
Sistema
Setor Ferrosos
Setor no ferrosos
Projeto
Sistemas de modelao 3D e simulao do enchimento das
cavidades moldantes e da solidificao dos banhos
Preparao de cargas
Sistemas automticos de clculo de cargas, sistemas de
manipulao e carregamento automtico de fornos
Fuso
Fornos de induo, mdia
frequncia, fornos de arco, com
captao e tratamento de fumos
e efluentes
Fornos de soleira inclinada e
fornos de cadinho eltricos, com
captao e tratamento de fumos
e efluentes
Controlo qualidade dos banhos
Medio e controlo de taxa de
aquecimento e temperatura,
controlo da composio qumica
dos banhos e anlise trmica
Medio e controlo de taxa de
aquecimento e temperatura,
controlo da composio qumica
dos banhos e anlise de teor de
gases do banho
Vazamento
Colheres isoladas
Colheres de transfer e fornos
doseadores
Moldao
Manual, em areia com ligante qumico, e moldao com sistema de
areia verde automticos, quando aplicvel
Fabrico de machos
Sistemas manuais e automticos
Sistemas manuais e
automticos, quando aplicvel
Injeo
No aplicvel
Clulas de injeo
automatizadas, em fundio
injetada, mquinas de baixa
presso em coquilha
Pr acabamento
Rebarbagem manual e
automtica, rebolos, clulas de
acabamento
Prensas e granalhagem,
automatizados
Controlo metalrgico
Microscopia, laboratrios de controlo qumico e metalogrfico,
controlo de propriedades mecnicas
Controlo dimensional
Mesas e braos de controlo dimensional
Man_C / S II / R01 / 2012-11-30
Pg. 11 / 13
MANUAL da Segurana e Sade no Trabalho
5 Realidade do setor industrial
5.1 Licenciamento industrial
Hoje em dia a maioria esmagadora das empresas de fundio do setor tm de ter Licenciamento
Industrial, quanto mais no seja porque as obrigaes legais assim o impem, havendo tambm
servios como o fornecimento de eletricidade, gua e esgotos que o exigem. As constantes
inspees que as autoridades reguladoras realizam s empresas foraram de algum modo que
este aspeto evolusse favoravelmente. Admitimos que empresas muito pequenas, que de algum
modo se possa referir como tendo uma atividade de fundio, possam ainda estar em fase de
licenciamento industrial, mas as de estrutura industrial e cuja atividade fundamental a fundio,
possuiro formalmente a licena de laborao para o efeito, que foi em algumas delas alterado
pelo Licenciamento Ambiental que foram obrigatoriamente submetidas porque cumpriam os
critrios de abrangncia, de acordo com o documento das melhores tcnicas disponveis para as
Forjas e Fundio (doravante designado por MTD Fundies), e que ficou conhecido por Best
Available Technologies for Smitheries and Foundries. O documento vigente tem prevista uma
reviso e atualizao, provavelmente em 2014.
5.2 Licenciamento Ambiental
Algumas atividades industriais, entre as quais se inclui a fundio, ficaram abrangidas pelo
documento MTD Fundies que exige:
1. s empresas de fundio de ligas de metais no ferrosos, com capacidade de fuso diria 24
horas, igual ou superior a 20 t, independentemente de ser ou no utilizada;
2. s empresas de fundio de ligas de metais ferrosos, com capacidade de produo diria 24
horas (pea boa, vendvel) igual ou superior a 20 t, independentemente de ser ou no utilizada.
Assim temos, de momento, as 14 empresas com Licena Ambiental, segundo DL 173/2008 que
lhes impe um conjunto de regras especificamente no cumprimento de valores limite de emisso,
prticas de controlo ambiental e relato anual para a Agncia Portuguesa do Ambiente (APA).
As empresas com Licenciamento Ambiental so obrigadas a utilizar as Melhores Tecnologias
Disponveis, do ponto de vista do desempenho ambiental - consumo de menor quantidade de
recursos (gua, ar, energia e matrias-primas) e que produzam menor quantidade de resduos e
de emisses, por unidade de produto produzido, e que esto identificadas no documento de
referncia. Muitas das outras empresas do setor j tambm dispem das mesmas tecnologias,
muito por impulso resultante de trabalharem extensivamente com o mercado externo. Deve referirse, como alerta, que o MTD no obriga que as tecnologias sejam as de melhor desempenho
tcnico ou no caso em apreo, as com melhor desempenho no campo da SST.
Man_C / S II / R01 / 2012-11-30
Pg. 12 / 13
MANUAL da Segurana e Sade no Trabalho
6 Aspetos relevantes do setor industrial
Sem tentar precisar historicamente, o setor de fundio nacional aparece como setor autnomo
forte, com o perodo de nascimento industrial nacional do sculo XIX. At meados dos anos 60, do
sculo passado, as empresas de fundio eram fornecedores essencialmente da indstria
metalomecnica nacional, construo civil e obras pblicas. Nesta dcada de 60, inicia-se a
descoberta da exportao e com ela a necessidade de certificar o sistema de controlo de
qualidade.
A exportao ter sido o motor inicial para a modernizao do setor de fundio nacional,
forando as empresas a adquirir a tecnologia mais moderna, a contratar quadros qualificados, a
adotar as prticas de aumento contnuo de eficincia, entre outras. Com o PEDIP I, fez-se no
incio da dcada de 90, do sculo passado, a ultrapassagem do Cabo da Boa Esperana do
setor, traduzido por um investimento muito avultado em tecnologia e em controlo ambiental.
Nasceram empresas muito modernas e competitivas e as mais relevantes existentes
modernizaram-se. Este perodo em que se inicia o encerramento de unidades industriais
obsoletas, situadas nos centros urbanos e algumas que no acompanharam os requisitos
ambientais. Resumindo, na viragem para o sculo XXI, mantm-se no mercado um conjunto mais
reduzido de empresas, mas com tecnologia ao nvel das melhores congneres europeias e
mundiais.
Contudo, nem tudo so rosas: hoje as empresas confrontam-se com alguns desafios
inimaginveis h somente 5 anos: diminuio das margens de comercializao, limitaes
ambientais, que obriga ao aumento de eficincia contnua na operao e processo, aumento
explosivo do custo energtico e de matrias-primas, dificuldade de acesso e aumento do custo do
crdito, muito para l do que sucede nos parceiros da UE. Felizmente e por agora, a mo-de-obra
qualificada no um constrangimento, pese embora se sinta alguma presso em algumas reas
muito tcnicas, como o caso da manuteno.
O aumento dos custos no , na maioria das circunstncias, refletido nos preos, mas somente
nas margens de comercializao. Esta presso pode limitar fortemente a competitividade a mdio
e longo prazo do setor, porque no permite libertar os meios econmicos necessrios ao
investimento e modernizao. Pela importncia que o mercado externo representa para o setor,
que impe melhoria contnua e abaixamento de custos, pode vir a suceder que num futuro
prximo o nmero de empresas possa vir a reduzir-se ainda mais, havendo s a possibilidade de
sobrevivncia das mais economicamente saudveis.
Pelo que se tem vislumbrado no setor, a tendncia ser para a certificao horizontal na prtica
ambiental, da segurana e sade e da eficincia energtica.
Man_C / S II / R01 / 2012-11-30
Pg. 13 / 13
MANUAL da Segurana e Sade no Trabalho
SECO III
ASPETOS ORGANIZACIONAIS DA SST
MANUAL da Segurana e Sade no Trabalho
1 Segurana e Sade no Trabalho na empresa
A Segurana e Sade no Trabalho (SST) entendida como funo empresarial deve integrar um
elemento da respetiva estrutura organizacional com posio visvel e relevante. Em termos
prticos aquele elemento poder ser um elemento de primeira linha ou um elemento de staff. A
Figura III.1 mostra essas duas hipteses.
Figura III.1 Estrutura organizacional por funes posies da funo SST
A experincia mostra que no plano organizacional virtualmente qualquer situao poder
representar uma boa soluo para o adequado funcionamento da SST. A experincia tambm
mostra que a incluso da SST na composio de outras funes (os casos da Manuteno ou dos
Recursos Humanos, so exemplos tpicos em Portugal), pode veicular a ideia de alguma
subalternidade, constituindo uma dificuldade nas atividades a desenvolver.
Um aspeto essencial a analisar na funo SST a interligao entre as suas componentes
principais: a Segurana no Trabalho e a Sade no Trabalho (habitualmente designada por
Medicina no Trabalho).
A soluo de funo SST isolada, ainda que seja a mais bvia pelas especificidades tcnicas, no
a mais corrente pois ocorre que a funo desenvolvida juntamente com outras funes com
pontos de contacto como so as funes Qualidade e Ambiente. Esta soluo perfeitamente
lgica sobretudo nos casos das pequenas e mdias empresas (PME) e nos casos em que se
verifica o desenvolvimento e implementao de sistemas de gesto (Qualidade, Ambiente, SST,
outros), ainda que com nveis de integrao variveis.
Man_C / S III / R04 / 2014-12-05
Pg. 1 / 53
MANUAL da Segurana e Sade no Trabalho
2 Segurana e Sade no Trabalho e legislao
A SST uma rea significativamente regulada com base em diplomas legais. Esta
regulamentao tem por base legislao especfica da SST, sendo para alm disso possvel
identificar um conjunto diversificado de diplomas cuja natureza os torna tambm aplicveis SST,
face natureza do respetivo mbito de aplicao.
Podem-se distinguir trs linhas legislativas, seguidamente identificadas e cuja anlise
desenvolvida nas seces seguintes.
A primeira linha consiste nos regulamentos genricos da SST que foram desenvolvidos em
Portugal essencialmente com base em regulamentos franceses similares e que tiveram o seu
incio em 1957 no sector da construo civil. A segunda linha resulta da legislao comunitria
que passou a ser estruturada em 1989, com a publicao da diretiva quadro da SST, vindo a
englobar mesmo alguns diplomas avulso que foram produzidos antes daquela data. Portugal, em
resultado da sua adeso em 1986 passou a adotar esta legislao, atravs do processo de
transposio daqueles para a ordem jurdica interna. A terceira linha muito especfica e prendese com as doenas profissionais cuja listagem evoluiu no tempo para progressivamente vir a
adotar a lista recomendada no mbito europeu o que ter sido, finalmente, atingido em 2007.
So estas linhas cuja anlise se prope nas seces seguintes (2.1 a 2.3).
2.1 Regulamentos gerais da Segurana e Higiene no Trabalho
2.1.1 Regulamento geral dos estabelecimentos industriais
O regulamento aplicvel aos estabelecimentos industriais o Regulamento Geral de Segurana e
Higiene do Trabalho nos Estabelecimentos Industriais (RGSHTEI). Este regulamento foi institudo
em 1971, atravs da portaria n 53/71, e alterado em 1980, pela portaria n 702/80 em
reconhecimento da necessidade de atualizao tcnica.
A constituio final do RGSHTEI, resultante dos diplomas identificados e ainda hoje vigente,
apresentada no Quadro III.1.
Quadro III.1 Constituio do RGSHTEI (1980)
Captulo
I
II
III
IV
V
VI
VII
VIII
IX
Man_C / S III / R04 / 2014-12-05
Ttulo
Disposies gerais
Instalao dos estabelecimentos industriais
Proteo de mquinas
Aparelhos e meios de elevao, transporte e
armazenagem
Instalaes, aparelhos e utenslios vrios
Conservao e reparao
Substncias e agentes perigosos e incmodos
Proteo da sade dos trabalhadores
Equipamento de proteo individual
Pg. 2 / 53
MANUAL da Segurana e Sade no Trabalho
Anlise do RGSHTEI no mbito da SST
A anlise do RGSHTEI permite claramente identificar o carcter diretivo da legislao e sobretudo
a sua desadequao tcnica e/ou inaplicabilidade em alguns domnios relevantes. Esta
desadequao resulta evidente devido sua no atualizao desde 1980 e evoluo legislativa
ocorrida na SST associada linha legislativa comunitria. Assim, embora tenha de ser conhecido
e analisado por constituir legislao em vigor, a sua adoo nos termos previstos no respetivo
articulado tem de ser muito cautelosa. Um exemplo muito significativo do mencionado ocorre no
domnio da exposio a agentes qumicos e est abordado no estudo Exposio Profissional a
Agentes Qumicos na Indstria de Fundio Portuguesa de 2002, publicado em 2004. O
RGSHTEI neste domnio desadequado tecnicamente e inaplicvel, dada a existncia de
legislao especfica tecnicamente mais evoluda e que, consequentemente, garantir um maior
nvel de proteo da segurana e sade dos trabalhadores.
Para alm do mencionado tambm relevante mencionar que o RGSHTEI contm j alguns
princpios importantes no domnio da SST (sobretudo com o diploma de 1980) como a prtica da
avaliao dos riscos, tal como referido por exemplo para o agente fsico vibraes mecnicas e a
comparao do resultado obtido com um valor limite para a aceitabilidade das situaes
analisadas.
Complementarmente, mas tambm com alcance tcnico significativo, salienta-se que no
respeitante aos critrios de avaliao do risco de exposio se estabelece que devem ser
seguidos os previstos em normas portuguesas especficas, e no respeitante aos valores limite de
exposio recomenda-se que no se ultrapassem os indicados em normas portuguesas. Faz-se
assim uma ligao objetiva entre a legislao e a atividade de normalizao nos aspetos cruciais
da determinao da exposio e da definio dos valores limite de exposio. As vantagens deste
princpio eram, j ento, bem percecionadas. A formulao adotada utiliza mesmo o conhecido
mtodo de referncia norma como soluo tcnica para estender a aplicao da lei a aspetos
tcnicos de incluso desaconselhada nos textos legais, face morosidade intrnseca do respetivo
processo de elaborao e aprovao.
Finalmente, e no menos relevante, constata-se que o texto do artigo 27 estabelece j a noo
de controlo do risco incluindo, muito claramente, a noo de hierarquia de eficcia das diversas
medidas de controlo, apresentando-se ainda o equipamento de proteo individual como a de
menor eficcia.
2.1.2 Regulamento dos estabelecimentos comerciais, de escritrios e servios
O regulamento aplicvel aos estabelecimentos comerciais, de escritrios e servios o
Regulamento Geral de Higiene e Segurana do Trabalho nos Estabelecimentos Comerciais, de
Escritrio e Servios (RGHSTECES) aprovado e publicado no DL 243/86, cuja constituio
apresentada no Quadro III.2.
Man_C / S III / R04 / 2014-12-05
Pg. 3 / 53
MANUAL da Segurana e Sade no Trabalho
Quadro III.2 Constituio do RGHSTECES (1986)
Captulo
I
II
III
IV
V
VI
VII
VIII
IX
X
XI
XII
XIII
XIV
XV
Ttulo
Objetivo e campo de aplicao
Condies gerais dos locais de trabalho
Condies especiais dos locais de trabalho
Proteo de mquinas
Mtodos e ritmos de trabalho
Substncias e processos incmodos, insalubres e txicos
Substncias explosivas e inflamveis
Armazns, arrecadaes e adegas
Preveno de incndios e proteo contra o fogo
Instalaes e equipamentos de higiene e bem-estar
Dispositivos de proteo individual
Primeiros socorros
Deveres gerais
Entidade fiscalizadora e sanes
Disposies transitrias
Anlise do RGHSTECES
O RGHSTECES aplica-se s empresas de fundio nos locais onde se desenvolvem atividades
do tipo escritrio e servios.
Assim, de modo similar ao RGSHTEI, tambm o RGHSTECES no foi objeto de atualizao
desde a sua publicao, pelo que apresenta tambm desadequaes tcnicas e inaplicabilidades.
Consequentemente a aplicao deve ser, tambm, cautelosa.
2.2 Legislao comunitria da Segurana e Sade no Trabalho e transposio
2.2.1 Diretiva quadro e diretivas especiais da Segurana e Sade no Trabalho
O instrumento legislativo utilizado pela Unio Europeia nesta rea tem sido sempre a Diretiva
(Dir). Este instrumento jurdico carece de transposio para a ordem jurdica nacional atravs de
diploma dedicado.
A legislao da SST de origem comunitria hoje aplicvel foi publicada essencialmente a partir de
1989. Efetivamente neste ano publicada a Dir 89/391/CEE, tambm designada por diretiva
quadro (DQ) da SST. Esta diretiva o instrumento jurdico estruturante do edifcio legislativo
especfico da SST. Esta diretiva prev (artigo 16) a adoo de outras diretivas, as designadas
diretivas especiais (DE), abrangendo domnios especficos da SST e sectores de atividade.
At 2014 esto publicadas 19 DE abrangendo domnios e setores especficos. Deste conjunto, 16
diretivas so aplicveis na Indstria de Fundio.
O Anexo A contm um Quadro (Quadro III A.1) que identifica as DE aplicveis Indstria de
Fundio com indicao do assunto versado, e do(s) diploma(s) de transposio aplicvel(eis). A
Figura III.2 identifica uma diretiva especial (diretiva agentes qumicos) e o diploma de
transposio.
Man_C / S III / R04 / 2014-12-05
Pg. 4 / 53
MANUAL da Segurana e Sade no Trabalho
Estas DE dirigem-se concretamente a:
- agentes qumicos, fsicos e biolgicos, a que eventualmente os trabalhadores estaro expostos
(7 diretivas);
- produtos, enquanto componentes materiais do trabalho, caso dos equipamentos de trabalho,
equipamentos de proteo individual e sinalizao de segurana e/ou sade, abrangendo
caractersticas e modos de utilizao (3 diretivas);
- aspetos ergonmicos (2 diretivas);
- locais de trabalho, casos dos requisitos genricos dos locais de trabalho, da situao particular
de ocorrncia de atmosferas explosivas e dos locais de trabalho com carcter transitrio, os
estaleiros temporrios ou mveis (3 diretivas);
- grupo especfico de trabalhadores, especificamente o caso das mulheres grvidas, purperas e
lactantes (1 diretiva).
Figura III.2 Diretiva especial (14) agentes qumicos e diploma de transposio (parcial)
2.2.2 Outras diretivas da Segurana e Sade no Trabalho
Para alm do quadro legislativo exposto e de modo a este ficar efetivamente completo no domnio
da SST necessrio mencionar dois casos com legislao especfica da SST. Estes so os casos
da legislao relativa ao amianto e s radiaes ionizantes.
Relativamente ao amianto aplicvel a Dir 2009/148/CE (verso codificada) transposta pelo
DL 266/2007. Esta diretiva poder ser aplicvel na Indstria de Fundio, por exemplo
relativamente a coberturas que possam incluir amianto na respetiva composio, ou a elementos
estruturais com resistncia ao fogo assegurado por produtos que possam incluir amianto na sua
composio ou formulao.
Relativamente a radiaes ionizantes a legislao tem por base uma diretiva EURATOM a
Dir 96/29/EURATOM, transposta pelo DL 165/2002. Esta diretiva poder aplicvel na Indstria
de Fundio devido tcnica de ensaio no destrutivo de fundidos por radiografia ou no controlo
de fontes radioativas nas sucatas.
Man_C / S III / R04 / 2014-12-05
Pg. 5 / 53
MANUAL da Segurana e Sade no Trabalho
Estas diretivas esto tambm inseridas no Quadro III A. 2 (Anexo A) que identifica estas diretivas
e os respetivos diplomas de transposio.
2.2.3 Transposio da DQ da Segurana e Sade no Trabalho
A transposio da DQ foi inicialmente feita em 1991 atravs do DL 441/91 Lei de
Enquadramento da Segurana, Higiene e Sade do Trabalho (LESST). Os aspetos especficos
ligados organizao das atividades da SST foram posteriormente objeto de uma
regulamentao na forma do DL 26/94 que teve uma implementao muito deficiente. Ambos os
diplomas foram revogados pela atual transposio feita em moldes totalmente diversos do acima
explicitado. Efetivamente o legislador portugus optou por soluo de integrao mltipla que
seguidamente se identifica.
Anlise da DQ da SST e da transposio L 102/2009
A DQ representou uma evoluo enorme no domnio da legislao da SST em Portugal. A
evoluo consiste na alterao da natureza da legislao, deixando de ser diretiva, especificando
aes a desenvolver, para passar a estabelecer objetivos a atingir. O principal objetivo passou a
ser o assegurar a segurana e a sade dos trabalhadores em todos os aspetos relacionados com
o trabalho. Aquele assumiu a forma de obrigaes gerais dos empregadores centrado nas
atividades de:
a) preveno dos riscos profissionais;
b) sistema organizado e meios necessrios;
c) consulta e informao dos trabalhadores;
d) formao dos trabalhadores.
Aps uma primeira transposio identificada na seco anterior o legislador portugus decidiu
fazer uma ligao entre o Cdigo do trabalho e a DQ (entre outras).
O Cdigo do trabalho, na forma da L 7/2009 (e vrias alteraes), engloba o Captulo IV
Preveno e reparao de acidentes de trabalho e doenas profissionais que contm o artigo
284 Regulamentao da preveno e reparao, previsto para regulamentao especfica. Esta
regulamentao especfica foi publicada na forma da L 102/2009 que constitui o Regime jurdico
da promoo da segurana e sade no trabalho; face a vrias alteraes veio a ser republicada
como anexo da L 3/2014. Assim, a L 102/2009 na sua forma atual transpe a DQ mas tambm,
ainda que parcialmente, as diretivas agentes qumicos (14 DE), agentes cancergenos ou
mutagnicos (6 DE) e agentes biolgicos (7 DE). Para alm destas transposies tambm so
feitas transposies da diretiva das mulheres grvidas, purperas e lactantes (10 DE) e de
diretivas especficas de proteo de jovens Dir 94/33/CE. A soluo legislativa global no resulta
portanto muito clara.
A transposio da DQ na forma da L 102/2009 contm a globalidade dos princpios, orientaes e
abordagens da diretiva, materializados nos aspetos seguidamente mencionados:
Man_C / S III / R04 / 2014-12-05
Pg. 6 / 53
MANUAL da Segurana e Sade no Trabalho
a) obrigaes gerais do empregador (artigo 15);
b) obrigaes gerais do trabalhador (artigo 17);
c) consulta dos trabalhadores (artigo 18);
d) informao dos trabalhadores (artigo 19);
e) formao dos trabalhadores (artigo 20);
f) organizao dos servios da SST (artigos 73 e 74);
g) funcionamento do servio da SST (artigos 97 e 98);
h) servio de ST (artigo 100);
i) servio de SdT (artigo 103).
Relevante referir que o mbito da transposio foi alargado designadamente ao incorporar
disposies relativas a trabalhadoras grvidas, purperas ou lactantes e ao trabalho de menores.
A avaliao dos riscos profissionais
Decorre da anlise da DQ, refletida completamente na correspondente transposio a adoo dos
princpios gerais de preveno que envolvem a identificao dos riscos previsveis e a
correspondente avaliao dos riscos, a ser integrada em todas as atividades da empresa.
Dada a natureza da legislao, anteriormente referida, no so especificados quaisquer modos
particulares de realizar a referida avaliao. O presente Manual sugere um processo especfico,
identificvel e fivel para a aplicao adequada da avaliao do risco profissional (ver seco 3).
2.2.4 Transposio das DE da Segurana e Sade no Trabalho
A anlise do Quadro III A.1 permite concluir que as DE esto transpostas para a ordem jurdica
interna, com exceo da diretiva campos eletromagnticos. Esta diretiva publicada na forma da
Dir 2013/35/EU, designada por 20 DE, revogou a 18 DE e tem data limite de transposio 201607-01.
Diretiva sinalizao da segurana e/ou da sade no trabalho
Pela sua relevncia face a uma aplicao muito generalizada nos locais de trabalho fazemos aqui
uma referncia especfica diretiva sinalizao da segurana e/ou da sade, Dir 92/58/CEE.
A Dir 92/58/CEE prev vrias formas de sinalizao, designadamente:
- sinais luminosos, acsticos e comunicao verbal;
- sinais gestuais e comunicao verbal;
- cor de segurana e placa.
Man_C / S III / R04 / 2014-12-05
Pg. 7 / 53
MANUAL da Segurana e Sade no Trabalho
A sinalizao com placas e cor de segurana segue princpios que respeitam forma da placa e
cor utilizada de acordo com a Figura III.3, abaixo. Nesta Figura so tambm apresentados
exemplos de sinais de cada tipo identificado.
Quadro III.3 Sinalizao de sade e/ou segurana tipos e exemplificao
Tipo
Cor
Formato
Pictograma
Significado
Proibio de fumar
Proibio
Circular
Proibio de fazer lume e de fumar
Passagem proibida a veculos de
movimentao de carga
Perigo de eletrocusso
Radiaes no ionizantes
Aviso
Triangular
Veculos de movimentao de
cargas
Tropeamento
Proteo obrigatria dos olhos
Proteo obrigatria do rosto
Obrigao
Circular
Proteo obrigatria do corpo
Proteo obrigatria dos ouvidos
Figura III.3 Sinalizao da segurana e/ou sade tipos e exemplificao
Man_C / S III / R04 / 2014-12-05
Pg. 8 / 53
MANUAL da Segurana e Sade no Trabalho
Tipo
Cor
Formato
Pictograma
Significado
Duche de segurana
Lavagem de olhos
Salvamento ou de
emergncia
Varivel
Primeiros socorros
Via /sada de emergncia
Figura III.3 Sinalizao da segurana e/ou sade tipos e exemplificao (concluso)
A utilizao desta sinalizao dever ocorrer desde logo quando da conceo (inicial ou da
alterao) dos locais de trabalho e posteriormente adaptada em funo dos resultados das
avaliaes do risco executadas em cumprimentos dos requisitos da DQ e das DE.
Incluem-se tambm as situaes em que ocorrem alteraes tecnolgicas, designadamente de
produtos/substncias qumicas, das prprias tecnologias e/ou dos mtodos de trabalho. Por
ltimo, mas no menos importante a utilizao da sinalizao deve tambm ocorrer em situaes
de manuteno de equipamentos e/ou de instalaes.
2.3 Legislao respeitante a doenas profissionais
2.3.1 Introduo
Em Portugal as doenas profissionais (DP) constam de uma lista especfica, a Lista de Doenas
Profissionais (LDP) que publicada em diplomas dedicados. A LDP teve a sua publicao iniciada
em 1936 e foi posteriormente revista, em 1973 (2 LDP), em 1980 (3 LDP) e finalmente em 2001
(4 LDP). Esta lista est publicada no DR 6/2001 e foi atualizada em 2007 pelo DR 76/2007 que
procedeu tambm correspondente republicao. Estas listagens tm como orientao as LDP
publicadas a nvel europeu como aconteceu em 1990 (REC 90/326/CEE) e em 2003 (REC
2003/670/CEE) (ver Quadro III.3). Este Quadro apresenta os diplomas em vigor realados.
Man_C / S III / R04 / 2014-12-05
Pg. 9 / 53
MANUAL da Segurana e Sade no Trabalho
Quadro III.3 Lista de Doenas Profissionais
evoluo
Ano
Diploma descrio
1990
REC 90/326/CEE 1 LDP (Europeia)
2001
DR 6/2001 4 LDP
2003
REC 2003/670/CE 2 LDP (Europeia)
2007
DR 76/2007 4 LDP (reviso)
A LDP elaborada a partir de propostas feitas pela Comisso Nacional criada pelo DR 5/2001 e
que sucede Comisso Nacional de Reviso da Lista das Doenas Profissionais.
2.3.2 Anlise dos diplomas respeitantes s doenas profissionais
REC 90/236/CEE
Esta recomendao apresenta duas listagens de doenas profissionais. na primeira lista, que
contm as DP suscetveis de indemnizao e que devem ser objeto de medidas preventivas.
DR 6/2001
Este diploma que representa a quarta LDP, procedeu reviso da LDP publicada em 1980 e
revista em 1982, revogando-a. A sua elaborao tomou em considerao a listagem constante da
recomendao 90/326/CEE.
REC 2003/670/CE
Esta segunda lista Europeia contm as doenas que se suspeita sejam de origem profissional,
so de declarao obrigatria e que podero vir a integrar a primeira listagem.
DR 76/2007
Este diploma introduz alteraes na 4 LDP publicada em 2001, designadamente no elenco das
Doenas provocadas por agentes fsicos.
2.4 Acordo de dilogo social relativo slica cristalina
A UE prev a regulao de aspetos contidos em legislao sob a forma acordos de dilogo social.
(social dialogue agreement SDA).
A proteo da sade dos trabalhadores no que respeita utilizao de produtos contendo slica
foi objeto de um instrumento SDA publicado em 2006 na forma da comunicao 2006/C 279/02 de
17 novembro de 2006.
Uma das entidades signatrias do SDA slica cristalina foi o CAEF (European Foundry
Association), associao europeia das indstrias de fundio. Assim a fundio nacional
abrangida pelo referido SDA.
Man_C / S III / R04 / 2014-12-05
Pg. 10 / 53
MANUAL da Segurana e Sade no Trabalho
Este SDA abrange desde logo as fundies que utilizam o processo de fundio em areia, dado
este produto conter slica cristalina na frao que penetra nas zonas no ciliadas do sistema
respiratrio. As restantes devero, no mbito do seu processo de gesto do risco associado
exposio a agentes qumicos, identificar a eventual presena daquele agente nas atmosferas de
trabalho das suas instalaes.
2.5 Legislao com aplicao na Segurana e Sade no Trabalho
Existe ainda legislao que no sendo especfica da SST tem uma aplicao direta na SST. Esta
legislao pode ser considerada composta por um conjunto de diretivas designadas por diretivas
nova abordagem e pelos regulamentos REACH e CLP aplicveis a substncias perigosas.
2.5.1 Produtos abrangidos por diretivas nova abordagem
As diretivas nova abordagem so diretivas aplicveis diretamente a produtos ou classes de
produtos que, no mbito empresarial, so componentes materiais do trabalho e
consequentemente so relevantes na perspetiva da SST, designadamente pelos riscos envolvidos
na sua utilizao.
Refira-se que uma diretiva nova abordagem uma diretiva que no descreve as caractersticas
e requisitos tcnicos especficos dos produtos ou classes de produtos abrangidos mas sim os
designados requisitos essenciais de sade e de segurana. As caractersticas e os requisitos
tcnicos especficos associados encontram-se em normas especialmente desenvolvidas,
designadas por normas harmonizadas, para um dado produto ou classe de produtos. Estas
normas so desenvolvidas pelo CEN Comit Europeu de Normalizao e/ou pelo CENELEC
Comit Europeu de Normalizao para a rea eltrica. O princpio da nova abordagem
considerar que um produto que esteja em conformidade com os requisitos de uma norma
harmonizada presumido estar em conformidade com os requisitos essenciais da sade e
segurana da diretiva e pode ento ser introduzido no mercado como produto seguro.
As principais classes de produtos abrangidos por diretivas nova abordagem com interesse para
a IF no mbito da SST so:
equipamentos de proteo individual EPI (Dir 89/686/CEE);
mquinas (Dir 2006/42/CE) que inclui os equipamentos de elevao e movimentao;
equipamento eltrico de baixa tenso (Dir 2006/95/CE);
equipamentos para atmosferas explosivas (Dir 94/9/CE);
recipientes sob presso (Dir 97/23/CE).
Todas as diretivas nova abordagem esto transpostas para a ordem jurdica nacional.
Existe uma listagem de normas harmonizadas aplicveis para cada uma das diretivas nova
abordagem (consultvel no stio http://www.newapproach.org/).
Man_C / S III / R04 / 2014-12-05
Pg. 11 / 53
MANUAL da Segurana e Sade no Trabalho
Mquinas de fundio injetada um exemplo de aplicao da diretiva mquinas
Um exemplo muito importante para a IF e que ilustra o significado de uma diretiva nova
abordagem o caso das mquinas de injeo utilizadas na fundio injetada.
Estes equipamentos so tecnicamente abrangidas pela diretiva mquinas, a Dir 2006/42/CE,
acima referida. Esta diretiva, como tambm referido, no contm os requisitos tcnicos
especficos deste tipo de mquina, apresentando sim os designados requisitos essenciais de
segurana e sade, constantes do Anexo I da diretiva.
Os requisitos tcnicos especficos, designadamente os relativos a sade e segurana encontramse na norma EN 869:2006+A1:2009, com verso portuguesa NP EN 869:2006+A1:2013, ilustrada
na Figura III.4). Esta norma foi elaborada pelo Comit Tcnico TC 202 Foundry equipment do
CEN. Nela o Anexo ZA estabelece a relao entre a norma e os requisitos essenciais de sade e
segurana da diretiva mquinas, identificando-a como norma harmonizada. Assim, os
equipamentos que estiverem em conformidade com a EN 869 so presumidos estar em
conformidade com a diretiva, podendo ser colocados no mercado como produtos seguros, com a
devida marcao CE.
Figura III.4 NP EN 869:2006+A1:2013 (rosto-parcial)
A EN 869, aplicvel a diversos tipos de mquinas de fundio injetada, apresenta na seco 4 os
principais riscos identificados e na seco 5 os correspondentes requisitos de segurana e/ou
medidas de proteo. O Quadro III.4 identifica as diferentes seces da NP EN 69:2006+A1:2013.
Quadro III.4 Seces da NP EN 869:2006+A1:2013
Seco
1
2
3
4
5
6
7
Man_C / S III / R04 / 2014-12-05
Ttulo
Objetivo e campo de aplicao
Referncias normativas
Termos e definies
Lista dos riscos significativos
Requisitos da segurana e/ou medidas de
proteo
Verificao dos requisitos da segurana
e/ou das medidas de proteo
Informao para utilizao
Pg. 12 / 53
MANUAL da Segurana e Sade no Trabalho
Da constituio da norma acima referida salienta-se o contedo da seco 4 em que esto
referidos os riscos mais significativos o Quadro III.5 apresenta o elenco dos principais riscos
identificados. De referir tambm a seco 7 que define aspetos diversos como os dispositivos e a
sinalizao de segurana bem como o contedo dos manuais de operao e de manuteno.
Por esta simples apresentao pode-se inferir da relevncia do teor da norma no mbito do
processo da avaliao do risco requerido pela DQ e pelas DE da SST.
Quadro III.5 NP EN 869:2006+A1:2013 tipos de
riscos
Seco
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
4.10
4.11
4.12
4.13
4.14
Designao
Riscos mecnicos
Riscos eltricos/sistema de comando
Riscos trmicos
Riscos de incndio
Riscos do ruido
Riscos causados por gases, vapores,
fumos e poeiras
Riscos associados ergonomia
Regulao da mquina de fundio
injetada
Quedas de altura
Riscos especficos relativos s mquinas
de cmara fria
Riscos especficos relativos s mquinas
com movimento de fecho vertical
Riscos especficos relativos s mquinas
de cmara quente
Hidrulica e pneumtica
2.5.2 Produtos qumicos os Regulamentos REACH e CLP
Os produtos qumicos eram objeto at h pouco tempo de vrios sistemas de classificao,
designadamente a diretiva 67/548/CEE para os elementos e os compostos qumicos e a diretiva
1994/45 /CEE para as misturas. Esta legislao tinha impacto em dois tipos de informao que
tem significativo relevo na SST: a rotulagem dos produtos e as correspondentes fichas de dados
de segurana (comumente designadas por MSDS, do termo ingls Material Safety Data Sheet).
Aquele enquadramento legislativo est em significativa alterao atravs dos regulamentos
REACH e CLP. O regulamento REACH Registry, Evaluation, Authorisation and Restriction of
Chemicals - R(CE) 1907/2006, entrou em vigor em 2007-06-01 e tem a ltima verso consolidada
em 2014-04-10. Trata-se portanto de um sistema de registo, avaliao, autorizao e restrio de
produtos qumicos, destinado a melhorar a proteo da sade humana e do ambiente dos riscos
que possam estar associados a estes produtos. O Regulamento que o instituiu criou tambm uma
agncia europeia para o administrar, a European Chemicals Agency (ECHA).
Man_C / S III / R04 / 2014-12-05
Pg. 13 / 53
MANUAL da Segurana e Sade no Trabalho
O regulamento CLP - Classification, Labelling and Packaging - R(CE) 1272/2008 o novo
regulamento para a classificao e rotulagem dos qumicos para assegurar que os riscos
associados so adequadamente comunicados aos trabalhadores e aos consumidores. Este
regulamento entrou em vigor em 2009-01-20 e estabeleceu um perodo de transio at 2015-0601. Assim, antes da entrada no mercado a indstria deve estabelecer os potenciais riscos para a
sade humana das substncias qumicas (compostos e misturas), classificando-as de acordo com
os riscos identificados. Com base nestes dados, os riscos associados s substncias so
comunicados ao utilizador, seja trabalhadores seja consumidores em geral, por duas vias
complementares. Estes so a rotulagem e as folhas de dados de segurana (FDS). Ambos os
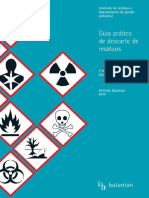
mecanismos utilizam pictogramas normalizados e frases de risco. A Figura III.5 ilustra os
pictogramas a utilizar e identifica os antigos pictogramas de acordo com a Dir 67/548/CEE.
Pictograma CLP
Designao
Pictograma(s) substitudo(s)
Explosivo
Oxidante
Inflamvel
Corrosivo
Risco para a
sade
Man_C / S III / R04 / 2014-12-05
Pg. 14 / 53
MANUAL da Segurana e Sade no Trabalho
Txico
..
Risco grave
para a
sade
..
Risco para o
ambiente
Gs sob
presso
No existe smbolo para o
pictograma
Figura III.5 Pictogramas CLP e pictogramas substitudos da
anterior legislao
As FDS devem ser preparadas no mbito do REACH e com a composio de 16 seces
definidas no artigo 31 do regulamento e seguindo o guia constante do Anexo II, na sua ltima
redao expressa pelo regulamento 453/2010 (R(CE) 453/2010). O Quadro III.8 identifica as
seces que integram uma FDS.
Man_C / S III / R04 / 2014-12-05
Pg. 15 / 53
MANUAL da Segurana e Sade no Trabalho
Quadro III.8 Seces da Ficha de Dados de
Segurana (REACH)
Seco
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Man_C / S III / R04 / 2014-12-05
Designao
Identificao da substncia/mistura e da
sociedade/empresa
Identificao dos riscos
Composio/informao sobre os
componentes
Primeiros socorros
Medidas de combate a incndios
Medidas a tomar em caso de fugas
acidentais
Manuseamento e armazenagem
Controlo da exposio/proteo individual
Propriedades fsicas e qumicas
Estabilidade e reatividade
Informao toxicolgica
Informao ecolgica
Consideraes relativas eliminao
Informaes relativas ao transporte
Informao sobre regulamentao
Outras informaes
Pg. 16 / 53
MANUAL da Segurana e Sade no Trabalho
3 Segurana e Sade no Trabalho e gesto do risco
3.1 Viso geral de enquadramento
As organizaes de todos os tipos e dimenses enfrentam fatores e influncias, internos e
externos, que tornam incerto se, e quando, atingiro os seus objetivos. O efeito que esta incerteza
tem nos objetivos de uma organizao designa-se por risco.
Todas as atividades de uma organizao envolvem risco. As organizaes gerem o risco
mediante a sua identificao e anlise, aps o que avaliam a necessidade da sua alterao,
tratando-o de forma a satisfazer os seus critrios do risco. Neste desenvolvimento comunicam e
consultam as partes interessadas, monitorizando e revendo o risco e os meios de controlo que
esto a alter-lo, de forma a assegurarem que no necessrio um tratamento do risco
suplementar.
O aspeto tcnico essencial da SST, claramente expresso na respetiva legislao, o risco
profissional, sendo o objetivo control-lo, eliminando-o se possvel, tratando-o para o reduzir a um
nvel considerado aceitvel. requerida a realizao, de forma continuada e com carcter
dinmico, do risk assessment (nos textos originais das diretivas, mas sempre expresso na
referida legislao como avaliao do risco). Contudo, no so definidos processos quanto
forma de proceder aquela avaliao, muito vasta a natureza dos riscos ocupacionais como se
depreende, desde logo, dos simples ttulos das DE.
Assim no mbito da SST e no contexto empresarial, indispensvel adotar um processo que
possa materializar aquela avaliao do risco de forma evidencivel e rastrevel. Para alm disso
aquela avaliao deve revestir-se de um carter sistmico, entendido como uma aplicao mais
alargada, a da gesto do risco empresarial (que aqui no abordamos). Como exemplo cabal desta
realidade pode-se exemplificar a aplicao da gesto do risco ao caso do risco ambiental, hoje na
ordem do dia, designadamente por causa da respetiva diretiva da responsabilidade civil.
O carcter sistmico de que se deve revestir a avaliao do risco, agora entendida completa e
definitivamente como resposta a requisitos legais claramente estabelecidos, deve assumir a forma
de um processo, ou seja o processo da gesto do risco.
3.2 Gesto do risco no plano normativo
No mbito do presente Manual prope-se a adoo do processo de gesto do risco da norma
internacional ISO 31000:2009, na forma da correspondente verso Portuguesa
NP ISO 31000:2013 (ver Figura III.6).
Man_C / S III / R04 / 2014-12-05
Pg. 17 / 53
MANUAL da Segurana e Sade no Trabalho
Figura III.6 Normas ISO 31000:2009 e NP ISO 31000:2013 (capas)
A edio da ISO 31000 foi acompanhada pela edio simultnea de um guia de terminologia da
GR, o Guia ISO 73:2009, cuja verso portuguesa o documento normativo portugus (DNP)
especfico para terminologia da GR: o DNP ISO Guia 73:2009 (ver Figura III.7).
Figura III.7 Guia ISO 73:2009 e DNP ISO Guia 73:2011 (capas)
3.2.1 A gesto do risco na ISO 31000 - composio
A gesto do risco (GR) segundo a ISO 31000 assenta em 3 componentes que permitem a
implementao e desenvolvimento nas organizaes: os Princpios, a Estrutura e o Processo.
Numa abordagem simples propomos reter unicamente o Processo avanado pela ISO 31000 para
aplicao ao risco profissional.
A adoo de qualquer abordagem no domnio da GR implica a utilizao de terminologia definida
e rastrevel. A norma ISO 31000 e o Guia 73 definem um conjunto de termos cuja utilizao
Man_C / S III / R04 / 2014-12-05
Pg. 18 / 53
MANUAL da Segurana e Sade no Trabalho
crucial no mbito da avaliao do risco prevista nos diplomas nacionais. O Anexo III.B contm o
conjunto dos termos mais relevantes neste domnio.
3.2.3 O processo da gesto do risco na ISO 31000
O processo da gesto do risco segundo a ISO 31000 composto por 3 fases essenciais:
a) Estabelecimento do contexto;
b) Apreciao do risco, composta por:
b.1) identificao do risco;
b.2) anlise do risco;
b.3) avaliao do risco;
c) Tratamento do risco,
O PGR ilustrado na Figura III.8.
Estabelecimento do contexto
Identificao do risco
Anlise do risco
Monitorizao e reviso
Comunicao e consulta
Apreciao do risco
Avaliao do risco
Tratamento
do risco
ra 3 - Processo
de gesto
do risco
Figura III.8 Processo da gesto do risco
Man_C / S III / R04 / 2014-12-05
Pg. 19 / 53
MANUAL da Segurana e Sade no Trabalho
3.2.4 Anlise das fases do processo da gesto do risco
3.2.4.1 Estabelecimento do contexto
Generalidades
Atravs do estabelecimento do contexto, a organizao enuncia os seus objetivos, define os
parmetros internos e externos a ter em considerao quando se gere o risco bem como o mbito
e os critrios do risco para as restantes partes do processo.
Definio dos critrios do risco
A organizao dever definir os critrios a serem utilizados para avaliar a significncia do risco.
Os critrios devero refletir os valores, objetivos e recursos da organizao. Alguns critrios
podero ser impostos por, ou derivar de, requisitos legais e regulamentares e outros requisitos
subscritos pela organizao. Os critrios do risco devero ser consistentes com a poltica da
gesto do risco da organizao, ser definidos no incio de qualquer processo da gesto do risco e
continuamente revistos.
3.2.4.2 Apreciao do risco
A apreciao do risco o processo global de identificao do risco, anlise do risco e avaliao do
risco.
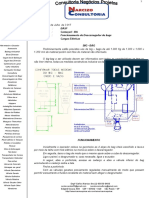
3.2.4.2.1 Identificao do risco
A organizao dever identificar fontes do risco (os perigos associados aos componentes
materiais do trabalho), reas de impacto, eventos (incluindo alteraes das circunstncias),
respetivas causas e potenciais consequncias. O objetivo desta etapa gerar uma lista
abrangente dos perigos e riscos baseada nos eventos que possam criar, melhorar, prevenir,
degradar, acelerar ou retardar a consecuo dos objetivos. A identificao abrangente crtica,
pois um risco que no identificado nesta fase no ser includo em anlise posterior.
A identificao dever incluir os riscos cuja fonte esteja ou no sob controlo da organizao, ainda
que a fonte ou causa do risco possam no ser evidentes. A organizao dever utilizar tcnicas e
ferramentas de identificao de riscos que sejam adequadas aos seus objetivos e s suas
capacidades, assim como aos riscos que enfrenta. Na identificao dos riscos importante dispor
de informao pertinente e atualizada. Sempre que possvel dever ser considerada informao
de base apropriada. Na identificao dos riscos devero ser envolvidas as pessoas com o
conhecimento adequado.
3.2.4.2.2 Anlise do risco
A anlise do risco implica desenvolver uma compreenso do risco. A anlise do risco fornece uma
entrada para a avaliao do risco e para as decises quanto necessidade dos riscos serem
tratados, e sobre as estratgias e mtodos mais apropriados para o tratamento do risco. A anlise
do risco poder tambm fornecer uma entrada para a tomada de decises onde as escolhas
tenham que ser feitas e as opes envolvam diferentes tipos e nveis de risco.
Man_C / S III / R04 / 2014-12-05
Pg. 20 / 53
MANUAL da Segurana e Sade no Trabalho
A anlise do risco implica considerar as causas e fontes de risco, as suas consequncias positivas
e negativas e a verosimilhana dessas consequncias ocorrerem. Devero ser identificados os
fatores que afetam as consequncias e a verosimilhana. O risco analisado determinando as
consequncias e as suas verosimilhanas e outros atributos do risco. Um evento poder ter
mltiplas consequncias e poder afetar mltiplos objetivos. Os controlos existentes e a sua
eficcia e eficincia tambm devero ser tidos em considerao.
O modo como as consequncias e a verosimilhana so expressas e o modo como so
combinadas para determinar um nvel de risco, devero refletir o tipo de risco, a informao
disponvel e o propsito para o qual a sada da apreciao do risco para ser utilizada. Tudo isto
dever ser consistente com os critrios do risco. Tambm importante considerar a
interdependncia dos diferentes riscos e suas fontes.
A anlise do risco poder ser efetuada com graus de detalhe variveis, dependendo do risco, da
finalidade da anlise e da informao, dados e recursos disponveis. A anlise poder ser
qualitativa, semi-quantitativa ou quantitativa, ou uma combinao destas, dependendo das
circunstncias.
As consequncias e a sua verosimilhana podero ser determinadas pela modelao dos
resultados de um evento ou conjunto de eventos, por extrapolao a partir de estudos
experimentais ou a partir de dados disponveis. As consequncias podero ser expressas em
termos de impactos tangveis e intangveis. Nalguns casos requerido mais do que um valor
numrico ou descritor para especificar as consequncias e a sua verosimilhana para diferentes
tempos, locais, grupos ou situaes.
3.2.4.2.3 Avaliao do risco
A finalidade da avaliao do risco apoiar a tomada de decises, tendo por base os resultados da
anlise do risco, sobre quais os riscos que necessitam de tratamento e a prioridade na
implementao do tratamento.
A avaliao do risco envolve a comparao do nvel de risco identificado no decorrer do processo
de anlise com os critrios do risco aquando da considerao do contexto. Com base nesta
comparao a necessidade de tratamento poder ser considerada.
Em determinadas circunstncias a avaliao do risco poder levar a uma deciso de efetuar
anlises adicionais. A avaliao do risco poder tambm levar deciso de no efetuar o
tratamento do risco, para alm de manter os controlos existentes. Esta deciso ser influenciada
pela atitude da organizao face ao risco e pelos critrios do risco.
3.2.4.3 Tratamento do risco
Generalidades
O tratamento do risco implica a seleo de uma ou mais opes para modificar os riscos e a
implementao dessas opes.
Man_C / S III / R04 / 2014-12-05
Pg. 21 / 53
MANUAL da Segurana e Sade no Trabalho
Uma vez implementados, os tratamentos proporcionam ou modificam controlos.
O tratamento do risco implica um processo cclico que inclui:
apreciar um tratamento do risco;
decidir se os nveis do risco residual so tolerveis;
se no forem tolerveis, gerar um novo tratamento do risco;
apreciar a eficcia desse tratamento.
As opes de tratamento do risco no tm que ser mutuamente exclusivas ou apropriadas em
todas as circunstncias. As opes podero incluir o seguinte:
a) evitar o risco mediante deciso de no iniciar ou continuar a atividade portadora do risco;
b) assumir ou aumentar o risco de forma a perseguir uma oportunidade;
c) remover a fonte do risco;
d) alterar a verosimilhana;
e) alterar as consequncias;
f) partilhar o risco com outra(s) parte(s) [incluindo contratos e financiamento do risco];
g) reter o risco com base em deciso informada.
Seleo das opes de tratamento do risco
A seleo da opo de tratamento do risco mais apropriada implica comparar os custos e os
esforos da sua implementao com os benefcios resultantes, tendo em conta os requisitos
legais, regulamentares e outros tais como a responsabilidade social e a proteo do ambiente
natural. As decises devero tambm ter em conta os riscos cujo tratamento no facilmente
justificvel por motivos econmicos, por exemplo, riscos graves (elevada consequncia negativa)
mas raros (baixa verosimilhana).
Diversas opes de tratamento podero ser consideradas e aplicadas individualmente ou de
forma combinada. A organizao normalmente poder beneficiar da adoo de uma combinao
de opes de tratamento.
3.2.4.4 Monitorizao e reviso
A monitorizao e a reviso devero ser uma parte planeada do processo de gesto do risco e
envolver verificao ou vigilncia regular.
As responsabilidades pela monitorizao e reviso devero estar claramente definidas.
Os processos de monitorizao e reviso da organizao devero abranger todos os aspetos do
processo da gesto do risco com o objetivo de:
assegurar que os controlos so eficazes e eficientes, quer na conceo quer na operao;
Man_C / S III / R04 / 2014-12-05
Pg. 22 / 53
MANUAL da Segurana e Sade no Trabalho
obter informao adicional para melhorar a apreciao do risco;
analisar e aprender com os eventos (incluindo os quase-acidentes), mudanas, tendncias,
sucessos e falhas;
detetar alteraes no contexto externo e interno, incluindo alteraes aos critrios do risco e ao
prprio risco, que podero requerer a reviso dos tratamentos do risco e das prioridades;
identificar riscos emergentes.
O progresso na implementao dos planos de tratamento do risco fornece uma medida do
desempenho. Os resultados podero ser incorporados na gesto global do desempenho da
organizao, na sua medio e nas atividades de reporte externo e interno.
Os resultados da monitorizao e reviso devero ser registados e reportados externa e
internamente conforme apropriado.
3.3 A gesto do risco aplicada SST
A anlise do exposto na seco 3.2 permite concluir que o modelo conceptual contido na
ISO 31000 perfeitamente aplicvel SST. Efetivamente a avaliao do risco referida na
legislao nacional traduz, inadequadamente, por defeito, o risk assessment das diretivas
europeias que constitui requisito legal dos empregadores. De outro modo, poder-se- afirmar que
o requisito risk assessment, expresso em diversos domnios da legislao comunitria, poder
no ser cumprido por aquela avaliao, tal como expresso na generalidade dos diplomas
nacionais, designadamente por inadequada interpretao.
A abordagem representada pelo processo da gesto do risco da ISO 31000 permite clarificar,
individualizando, todas as fases a desenvolver no risk assessment/apreciao do risco, desde a
identificao dos perigos e potenciais riscos consequentes at avaliao dos mesmos,
possibilitando uma apreciao do risco e uma consequente tomada de deciso informada quanto
aceitabilidade daquele. Reforando, poder afirmar-se que no plano tcnico o PGR ISO 31000
um processo estruturado, de fases bem definidas cuja aplicao permitir obter resultados fiveis,
evidenciveis e rastreveis. Quando aplicado corretamente permitir cumprir os requisitos de
apreciao do risco expresso em todas as reas em que se pretende proteger, a um nvel
aceitvel, a segurana e sade de trabalhadores e/ou consumidores.
3.4 A SST e a normalizao
O desenvolvimento tcnico de muitos requisitos legais e de disciplinas subjacentes faz recurso a
abordagens tcnicas especficas, muitas delas contidas em documentos normativos, sejam estes
normas propriamente ditas, ou outros tipos daqueles documentos (por exemplo, guias, relatrios
tcnicos ou especificaes tcnicas). Estes documentos so preparados, revistos, aprovados e
editados em resultado do trabalho desenvolvido em sede de Comisses tcnicas (CT) a nvel
regional, na Europa pelo CEN ou pelo CENELEC na rea eltrica e a nvel internacional pela ISO
e pela IEC, tambm para a rea eltrica.
Man_C / S III / R04 / 2014-12-05
Pg. 23 / 53
MANUAL da Segurana e Sade no Trabalho
Portugal participa nos trabalhos desenvolvidos nestas CT atravs de CT nacionais constitudas no
subsistema de Normalizao do Sistema Portugus da Qualidade SPQ (estabelecido pelo DL
71/2012). Estas CT funcionam por si sob o controlo de Organismos de Normalizao Setorial
(ONS) estando estes ligados ao Organismo de Normalizao Nacional ONN que o Instituto
Portugus da Qualidade. O ONN IPQ por consequncia o representante nacional no
CEN/CENELEC e na ISO/IEC.
Face ao significativo desenvolvimento do trabalho e do acervo normativo resultante do trabalho
destas estruturas, recomenda-se a consulta dos stios internet destas instituies de modo a
adquirir uma viso mais real da sua composio, contedo e, sobretudo, do enorme interesse
para a SST que os documentos normativos encerram. Este interesse amide mais uma
verdadeira imprescindibilidade.
Man_C / S III / R04 / 2014-12-05
Pg. 24 / 53
MANUAL da Segurana e Sade no Trabalho
4 Segurana e Sade no Trabalho e os sistemas de gesto
4.1 Sistemas de gesto
Os sistemas de gesto revelaram ser nas ltimas dezenas de anos ferramentas de melhoria
significativa nas organizaes que os adotaram. Estes sistemas comearam a desenvolver-se no
domnio da qualidade nos anos 80 do sculo passado e tm vindo a obter um sucesso
significativo de tal modo que os sistemas da rea da Qualidade (sistema ISO 9000), conduziram
ao desenvolvimento de sistemas de gesto nos anos 90 no domnio do Ambiente (sistema
ISO 14000) e mais recentemente nos domnios da Manuteno, da Energia, da Responsabilidade
Social e da Security, entre outros.
4.2 Sistemas de gesto da Segurana e Sade no Trabalho referenciais
4.2.1 BS 8800 e OHSAS 18001
Os sistemas de gesto da SST (SG SST) tiveram um percurso mais atribulado registando-se a
primeira tentativa consequente de normalizao s em 1996. O Reino Unido publicou em 1996 a
BS 8800:1996, na forma de um Guia. Verificou-se um xito muito significativo na adoo desta
abordagem pela generalidade dos agentes econmicos, facto que foi internacionalmente
reconhecido. Refira-se que este Guia j foi resultado de anos de experincia de aplicao de
princpios de SG SST consignados em publicaes dedicadas
Aquele reconhecimento foi materializado na evoluo do Guia para a elaborao de uma
Especificao. Esta foi editada em 1999 na forma da OHSAS 18001:1999 (ver Figura III.9). Em
Portugal esta publicao foi seguida da
correspondente publicao da norma
NP 4397:2001 elaborada como traduo adaptada
da OHSAS 18001. A OHSAS 18001 foi j elaborada
de modo a permitir uma correspondncia com as
normas dos sistemas de gesto da qualidade e do
ambiente. A OHSAS 18001 foi acompanhada das
linhas de orientao para implementao na forma
Figura III.9 Especificao OHSAS 18001:1999
da OHSAS 18002:2002. Este documento foi objeto
de publicao em Portugal na forma da norma NP 4410:2004 (ver Figura III.10). As especificaes
OHSAS tiveram uma segunda edio respetivamente em 2007 e 2008 (ver Figura III.11). Em
Portugal a OHSAS 18001:2007 deu origem 2 edio da NP 4397: a NP 4397:2008. A
OHSAS 18002:2008 no foi objeto da correspondente atualizao da NP 4410:2004. O
Quadro III.7 identifica esta evoluo.
Man_C / S III / R04 / 2014-12-05
Pg. 25 / 53
MANUAL da Segurana e Sade no Trabalho
Figura III.10 OHSAS 18002:2000 e NP 4410:2004 (capas)
Figura III.11 OHSAS 18001:2007 e NP 4397:2008 (capas)
Quadro III.7 Correspondncia dos DN dos SGSST
Documento Normativo
Norma (Portugal)
BS 8800:1996
OHSAS 18001:1999
OHSAS 18002:2000
OHSAS 18001:2007
OHSAS 18002:2008
NP 4397:2001
NP 4410:2004
NP 4397:2008 (2Ed)
Portugal tem-se mantido atualizado com a referida evoluo com exceo da elaborao da 2
edio da NP 4410, como resulta do Quadro III.7.
O sucesso referido da BS 8800 foi tambm registado relativamente OHSAS 18001 que hoje
considerada, na prtica como uma norma internacional.
O seguimento destes desenvolvimentos e a preparao das verses portuguesas das normas so
realizadas pela Sub comisso SC4 Sistemas de Gesto, da Comisso Tcnica - CT 42
Segurana e Sade do Trabalhador.
Man_C / S III / R04 / 2014-12-05
Pg. 26 / 53
MANUAL da Segurana e Sade no Trabalho
4.2.2 Linhas de orientao da Organizao Internacional do Trabalho ILO-OSH 2001
A OIT publicou em 2001 as suas linhas de orientao para os SG SST (ver Figura III.12). Constitui
um reconhecimento da relevncia dos SG SST como ferramenta para acompanhar de forma
adequada o progresso tcnico e tecnolgico, as novas
formas de organizao do trabalho com o objetivo da
melhoria das condies de trabalho e de controlar os
novos riscos e os riscos emergentes.
O SG SST proposto pela OIT contendo todos os
elementos das normas internacionais de sistemas de
gesto confere porventura uma maior importncia
participao dos trabalhadores e s diferentes formas
de comunicao com estes e outras partes
interessadas. A OIT posiciona claramente as linhas de
orientao como uma abordagem til ao cumprimento
das obrigaes das empresas relativamente SST, no
requerendo certificao.
Figura III.12 ILO-OSH 2001
A questo da certificao dos SGSST abordada na seco 4.4.
4.2.3 A ISO e os Sistemas de Gesto da Segurana e Sade no Trabalho
Contrariamente ao verificado com normas relativas Qualidade, Ambiente, Responsabilidade
Social e outros temas, a ISO no produziu uma norma similar relativa SST. Isto porque a ISO
rejeitou em dois momentos, 1997 e 2000, a elaborao de uma norma internacional deste tipo,
baseada em argumentos meramente circunstanciais mas que, dada a formalizao da votao
dos pases membros, foi suficiente para a deciso de no desenvolver trabalho neste domnio.
Esta situao sofreu uma alterao absoluta, finalmente, em 2013. Efetivamente, face aceitao
generalizada nos pases de praticamente todo o mundo da utilizao da OHSAS 18001 como
referencial dos SG SST e ao reconhecimento dos respetivos benefcios de vria ordem para as
empresas a British Standards Institution submeteu ISO uma proposta de novo item de trabalho
para produzir uma norma internacional relativa a SG SST. O resultado da votao foi agora
amplamente positivo pelo que ainda em 2013 foi constitudo um Project Committee (PC/283) para
desenvolver a norma. A esta foi atribuda a designao ISO 45001 Occupational health and safety
management systems Requirements with guidance for use.
A ISO 45001 ser desenvolvida num quadro temporal de 3 anos, prevendo-se a sua publicao
para o ltimo trimestre de 2016. No fim de 2014 a norma encontra-se na fase de Committee Draft
(ISO/CD 45001).
As empresas com certificao vlida de acordo com a OHSAS 18001 devero beneficiar de um
perodo de 2 a 3 anos para adaptarem o seu SG SST aos requisitos do novo referencial.
O desenvolvimento da ISO 45001 seguido em Portugal pela CT 42 SC4.
Man_C / S III / R04 / 2014-12-05
Pg. 27 / 53
MANUAL da Segurana e Sade no Trabalho
4.3 Sistemas de gesto da SST segundo OHSAS 18001/NP4397
Como referido anteriormente, a NP 4397 uma traduo adaptada da OHSAS 18001. Tal deve
ser entendido que a NP 4397 no altera qualquer aspeto dos requisitos expressos na OHSAS
18001, sendo assim completamente equivalente. Isto permite s empresas que pretendam
certificar o seu SGSST uma certificao segundo OHSAS 18001/NP 4397.
A anlise de qualquer dos documentos representa a anlise do SGSST especificado atravs dos
requisitos expressos no referencial OHSAS 18001.
4.3.1 Consideraes gerais relativas aos SGSST
As organizaes esto cada vez mais preocupadas em alcanar e evidenciar um slido
desempenho no domnio da SST atravs do controlo dos respetivos riscos de natureza
ocupacional, consistente com a sua poltica e objetivos da SST. As organizaes fazem-no num
contexto de exigncias legais cada vez mais restritivas, de desenvolvimento de polticas
econmicas e de outras medidas indutoras de boas prticas da SST e da crescente preocupao
expressa pelas partes interessadas nas questes da SST.
Muitas organizaes realizaram diagnsticos ou auditorias para avaliar o respetivo
desempenho em SST. Estes diagnsticos e auditorias podero, por si s, no ser suficientes para
dar organizao a garantia que o respetivo desempenho no s cumpre como continuar a
cumprir os correspondentes requisitos legais e de poltica. Para serem eficazes tm de ser
realizados no quadro de um sistema de gesto estruturado e integrado na organizao.
A OHSAS 18001/NP 4397 pretende fornecer s organizaes os elementos de um SGSST eficaz
que possa ser integrado com outros requisitos de gesto e auxiliar as organizaes a alcanar
objetivos da SST e econmicos. A OHSAS 18001/NP 4397 no se destina a ser usada para criar
barreiras ou entraves comerciais nem para ampliar ou alterar as obrigaes legais de uma
organizao.
A OHSAS 18001/NP 4397 especifica requisitos para um SGSST, a fim de permitir a uma
organizao desenvolver e executar uma poltica e os objetivos que tm em conta os requisitos
legais e informao sobre os riscos da SST. Pretende-se que seja aplicvel a todos os tipos e
dimenses das organizaes e considerar as diversas circunstncias geogrficas, culturais e
sociais.
A OHSAS 18001/NP 4397 baseia-se no modelo de sistema de gesto do tipo Plan, Do Check
Act PDCA. A Figura III.13 ilustra a abordagem a seguir. O sucesso do sistema depende do
compromisso de todos os nveis e funes da organizao, e especialmente da gesto de topo.
Um sistema deste tipo permite a uma organizao desenvolver uma poltica da SST, estabelecer
objetivos e processos para atingir os compromissos da poltica, desenvolver as aes necessrias
para melhorar o respetivo desempenho e demonstrar a conformidade do sistema com os
requisitos da presente Norma. A finalidade ltima da OHSAS 18001/NP 4397 dar suporte e
promover boas prticas da SST, em equilbrio com as necessidades socioeconmicas.
Man_C / S III / R04 / 2014-12-05
Pg. 28 / 53
MANUAL da Segurana e Sade no Trabalho
Melhoria Contnua
Poltica da SST
Reviso pela
Gesto
Planeamento
Implementao
e
Operao
Verificao
Figura III.13 - Modelo do sistema de gesto da SST
A OHSAS 18001/NP 4397 clarifica alguns aspetos da primeira edio e tomou em devida
considerao os requisitos das normas ISO 9001, ISO 14001 e do documento Linhas de
Orientao ILO-OSH da OIT, bem como de outras normas ou publicaes sobre SGSST para
aumentar a compatibilidade destas normas em benefcio dos respetivos utilizadores.
A demonstrao da aplicao bem sucedida da OHSAS 18001/NP 4397 pode ser usada por uma
organizao para assegurar s partes interessadas que adota um SGSST apropriado.
A OHSAS 18001/NP 4397 contm os requisitos que podem ser objetivamente auditados; porm,
no estabelece requisitos absolutos para o desempenho da SST, para alm dos compromissos,
expressos na poltica da SST, de cumprir com os requisitos legais aplicveis e outros que a
organizao subscreva, para a preveno de leses e de afees da sade e melhoria contnua.
Assim, duas organizaes que realizem atividades similares mas que tm diferentes
desempenhos da SST podem estar em conformidade com os requisitos OHSAS 18001/NP 4397.
A OHSAS 18001/NP 4397 no inclui requisitos especficos de outros sistemas de gesto, tais
como os da qualidade, do ambiente, da security ou da gesto financeira, embora os seus
elementos possam ser alinhados ou integrados com os destes sistemas de gesto. possvel a
uma organizao adaptar o(s) respetivo(s) sistema(s) de gesto existente(s) de modo a
desenvolver um SGSST em conformidade com os requisitos OHSAS 18001/NP 4397. Salienta-se,
no entanto, que a aplicao de vrios elementos do sistema de gesto pode diferir, dependendo
do objetivo pretendido e das partes interessadas envolvidas.
O nvel do detalhe e a complexidade do SGSST, a extenso da documentao e os recursos a ele
atribudos dependem de um conjunto de fatores, tais como o mbito do sistema, a dimenso da
organizao e a natureza das suas atividades, produtos e servios, e a cultura organizacional. Tal
pode ser o caso, em particular para as pequenas e mdias empresas.
4.3.2 Objetivo do SGSST
A OHSAS 18001/NP 4397 especifica os requisitos de um SGSST, que permite a uma organizao
controlar os respetivos riscos da SST e melhorar o respetivo desempenho. A
Man_C / S III / R04 / 2014-12-05
Pg. 29 / 53
MANUAL da Segurana e Sade no Trabalho
OHSAS 18001/NP 4397 no indica os critrios especficos de desempenho da SST, nem d
especificaes detalhadas para o projeto de um sistema de gesto.
A OHSAS 18001/NP 4397 aplicvel a qualquer organizao que pretenda:
a) estabelecer um SGSST para eliminar ou minimizar os riscos para os trabalhadores e outras
partes interessadas que possam estar expostos aos riscos da SST associados s suas atividades;
b) implementar, manter e melhorar continuamente um SGSST;
c) assegurar-se da conformidade com a sua poltica da SST;
d) demonstrar a conformidade com a OHSAS 18001/NP 4397 atravs de:
1) efetuar uma autoavaliao e uma autodeclararo, ou
2) procurar confirmao da sua conformidade por partes interessadas na organizao, tais como
clientes, ou
3) procurar confirmao da respetiva autodeclararo por entidade externa organizao (terceira
parte), ou
4) procurar certificao / registo do respetivo SGSST por uma entidade externa (terceira parte).
Os requisitos da OHSAS 18001/NP 4397 destinam-se a qualquer SGSST. A extenso da
aplicao depender de fatores, tais como, a poltica da SST da organizao, a natureza das suas
atividades e dos riscos e complexidade das suas operaes. A OHSAS 18001/NP 4397 pretende
dirigir-se SST, e no a outras reas da segurana e de sade, tais como programas de
promoo de sade e bem-estar do trabalhador, segurana do produto, danos do patrimnio ou
impactes ambientais.
4.3.4 Requisitos do SGSST segundo OHSAS 18001/NP 4397
Os requisitos do SGSST so apresentados no Quadro III.8 com indicao das seces onde esto
desenvolvidos.
Quadro III.8 Requisitos do SGSST
Requisito
Requisitos gerais
Poltica da SST
Planeamento
Implementao e operao
Verificao
Reviso pela gesto
Descrio (seco)
4.3.4.1
4.3.4.2
4.3.4.3
4.3.4.4
4.3.4.5
4.3.4.6
4.3.4.1 Requisitos gerais
Man_C / S III / R04 / 2014-12-05
Pg. 30 / 53
MANUAL da Segurana e Sade no Trabalho
A organizao deve estabelecer, documentar, implementar, manter e melhorar continuamente um
SGSST de acordo com os requisitos aqui expressos e determinar como ir cumprir tais requisitos.
A organizao deve definir e documentar o mbito do respetivo sistema de gesto da SST.
4.3.4.2 Poltica da SST
A gesto de topo deve definir e autorizar a poltica da SST da organizao e assegurar que, no
mbito definido para o respetivo SGSST, esta poltica:
a) adequada natureza e escala dos riscos da SST da organizao;
b) inclui um compromisso de preveno das leses e afees da sade e de melhoria contnua da
gesto e do desempenho da SST;
c) inclui um compromisso para, no mnimo, cumprir com os requisitos legais aplicveis e com
outros requisitos que a organizao subscreva, que se relacionem com os respetivos perigos da
SST;
d) proporciona o enquadramento para o estabelecimento e reviso dos objetivos da SST;
e) est documentada, implementada e mantida;
f) comunicada a todas as pessoas que trabalham sob o controlo da organizao com o intuito de
sensibilizao para as obrigaes individuais no mbito da SST;
g) est disponvel s partes interessadas; e
h) revista periodicamente por forma a assegurar que permanece relevante e adequada
organizao.
4.3.4.3 Planeamento
A composio do Planeamento apresentada no Quadro III.9 com indicao das seces
respetivas.
Quadro III.9 Planeamento - composio
Requisito
Identificao de perigos,
apreciao do risco e definio
de controlos
Requisitos legais e outros
requisitos
Objetivos e programa(s)
Man_C / S III / R04 / 2014-12-05
Descrio (seco)
4.3.4.3.1
4.3.4.3.2
4.3.4.3.3
Pg. 31 / 53
MANUAL da Segurana e Sade no Trabalho
4.3.4.3.1 Identificao de perigos, apreciao do risco e definio de controlos
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para a
identificao contnua dos perigos, a apreciao dos riscos e a definio dos controlos
necessrios.
O(s) procedimento(s) para a identificao dos perigos e a apreciao dos riscos deve(m)
considerar:
a) atividades de rotina e espordicas;
b) atividades de todas as pessoas com acesso ao local de trabalho;
c) comportamento, capacidades e outros fatores humanos;
d) perigos identificados com origem fora do local de trabalho e com capacidade para afetar
adversamente a segurana e a sade das pessoas, sob o controlo da organizao, no local de
trabalho;
e) perigos com origem na vizinhana do local de trabalho associados a atividades relacionadas
com o trabalho sob o controlo da organizao;
NOTA 1: Podem ocorrer circunstncias em que tais perigos/riscos sejam tambm apreciados/avaliados
como um aspeto ambiental.
f) componentes materiais do trabalho, designadamente infraestruturas, equipamentos e materiais
no local de trabalho, quer fornecidos pela organizao quer por outros;
g) alteraes ou propostas de alteraes na organizao, nas respetivas atividades ou em
componentes materiais do trabalho;
h) modificaes no sistema de gesto da SST, incluindo as temporrias, respetivos impactos em
operaes, processos e atividades;
i) quaisquer obrigaes legais aplicveis relacionadas com a apreciao do risco e com a
implementao de controlos necessrios;
j) conceo das reas de trabalho, processos, instalaes, maquinarias / equipamentos,
procedimentos operacionais e organizao do trabalho, incluindo a respetiva adaptao s
capacidades humanas;
A metodologia para a identificao dos perigos e a apreciao dos riscos da organizao deve:
a) ser definida relativamente ao respetivo mbito, natureza e momento de aplicao por forma a
assegurar que seja proactiva e no reativa; e
b) fornecer a identificao, priorizao e documentao associada aos riscos, e a aplicao dos
controlos, conforme apropriado.
Man_C / S III / R04 / 2014-12-05
Pg. 32 / 53
MANUAL da Segurana e Sade no Trabalho
Na gesto da mudana e antes da respetiva efetivao, a organizao deve identificar os perigos
e os riscos da SST associados s mudanas na organizao, no sistema de gesto da SST, ou
nas suas atividades.
A organizao deve garantir que os resultados destas apreciaes so considerados na definio
dos controlos.
Ao definir os controlos, ou ao considerar mudanas aos controlos existentes, deve ser
considerada a minimizao dos riscos de acordo com a hierarquia seguinte:
a) eliminao;
b) substituio;
c) controlos tcnicos/ engenharia;
d) sinalizao / aviso e/ou controlos administrativos;
e) equipamento de proteo individual.
A organizao deve documentar e manter atualizados os resultados da identificao dos perigos,
das apreciaes dos riscos e dos controlos definidos.
A organizao deve garantir que os riscos da SST e os controlos definidos so considerados ao
estabelecer, implementar ou manter o SGSST.
NOTA 2: Para orientao complementar relativa a identificao dos perigos, apreciao dos riscos e
definio dos controlos, ver a norma NP 4410.
4.3.4.3.2 Requisitos legais e outros requisitos
A organizao deve estabelecer, implementar e manter um ou mais procedimento para identificar
e aceder aos requisitos legais e outros requisitos da SST que lhe so aplicveis.
A organizao deve garantir que estes requisitos legais aplicveis e outros requisitos que a
organizao subscreva so considerados ao estabelecer, implementar e manter o respetivo
sistema de gesto da SST.
A organizao deve manter esta informao atualizada.
A organizao deve comunicar a informao relevante sobre requisitos legais e outros requisitos a
pessoas que trabalham sob o controlo da organizao, e a outras partes interessadas relevantes.
4.3.4.3.3 Objetivos e programa(s)
A organizao deve estabelecer, implementar e manter objetivos da SST documentados, para
funes e nveis relevantes da organizao.
Os objetivos devem ser mensurveis, sempre que possvel, e consistentes com a poltica da SST,
incluindo os compromissos de preveno de leses e afees da sade, de cumprimento dos
requisitos legais aplicveis e outros requisitos que a organizao subscreva e da melhoria
contnua.
Man_C / S III / R04 / 2014-12-05
Pg. 33 / 53
MANUAL da Segurana e Sade no Trabalho
Ao estabelecer e ao rever os objetivos, a organizao deve considerar os requisitos legais e
outros requisitos que esta subscreva, e os respetivos riscos da SST. Deve considerar tambm as
opes tecnolgicas, os requisitos financeiros, operacionais e do negcio, e as opinies das
partes interessadas relevantes.
A organizao deve estabelecer, implementar e manter um ou mais programas para atingir os
objetivos.
O(s) programa(s) deve(m) incluir no mnimo:
a) definio da responsabilidade e da autoridade para atingir os objetivos em funes e em nveis
relevantes da organizao; e
b) meios e prazos para atingir os objetivos.
O(s) programa(s) deve(m) ser revisto(s) regularmente em intervalos planeados, e ajustados,
conforme necessrio, para garantir que os objetivos so atingidos.
4.3.4.4 Implementao e operao
A composio do requisito Implementao e operao apresentada no Quadro III.10 com
indicao das seces respetivas.
Quadro III.10 Implementao e operao composio
Requisito
Descrio (seco)
Recursos, funes,
responsabilidades,
responsabilizao e autoridade
Competncia, formao e
sensibilizao
Comunicao, participao e
consulta
4.3.4.4.1
4.3.4.4.2
4.3.4.4.3
Documentao
4.3.4.4.4
Controlo dos documentos
4.3.4.4.5
Controlo operacional
4.3.4.4.6
Preparao e resposta a
emergncias
4.3.4.4.7
4.3.4.4.1 Recursos, funes, responsabilidades, responsabilizao e autoridade
A gesto de topo tem a responsabilidade ltima pela SST e pelo sistema de gesto da SST.
A gesto de topo deve demonstrar o respetivo compromisso:
a) assegurando a disponibilidade dos recursos essenciais para estabelecer, implementar, manter
e melhorar o sistema de gesto da SST;
Man_C / S III / R04 / 2014-12-05
Pg. 34 / 53
MANUAL da Segurana e Sade no Trabalho
NOTA 1: Os recursos incluem recursos humanos e competncias especializadas, infraestrutura
organizacional, tecnologia e recursos financeiros.
b) definindo funes, responsabilidades e responsabilizaes, e delegando autoridade, para
facilitar a gesto eficaz da SST; as funes, as responsabilidades, as responsabilizaes e as
autoridades devem ser documentadas e comunicadas.
A organizao deve nomear um membro da gesto de topo para deter a responsabilidade
especfica da SST, independentemente de outras responsabilidades, e com funes e autoridade
definidas para:
a) assegurar que o sistema de gesto da SST estabelecido, implementado e mantido de acordo
com a presente Norma;
b) assegurar que os relatrios de desempenho do sistema de gesto da SST so apresentados
gesto de topo para reviso e utilizados como uma base para a melhoria do sistema de gesto da
SST.
NOTA 2: O gestor de topo nomeado (por exemplo numa grande organizao, um membro da Administrao
ou do comit executivo) pode delegar algumas das suas funes num representante da gesto,
subordinado, mantendo ele prprio a responsabilizao.
A identidade do gestor de topo nomeado deve ser disponibilizada a todas as pessoas que
trabalham sob o controlo da organizao.
Todos os que tm responsabilidade de gesto devem demonstrar o seu compromisso com a
melhoria contnua do desempenho da SST.
A organizao deve garantir que as pessoas no local de trabalho se responsabilizam por aspetos
da SST sobre os quais tm controlo, incluindo a adeso aos requisitos da SST aplicveis
organizao.
4.3.4.4.2 Competncia, formao e sensibilizao
A organizao deve garantir que qualquer pessoa sob o respetivo controlo que execute tarefas
com impacto na SST, competente com base na escolaridade, na formao ou na experincia
adequadas, devendo manter os registos associados.
A organizao deve identificar as necessidades de formao associadas aos respetivos riscos da
SST e ao sistema de gesto da SST. A organizao deve providenciar formao ou desenvolver
outras aes para satisfazer estas necessidades, avaliar a respetiva eficcia e manter os registos
associados.
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para
sensibilizar as pessoas que trabalham sob o respetivo controle, relativamente a:
a) consequncias reais ou potenciais para a SST das suas atividades de trabalho e do seu
comportamento e benefcios para a SST resultantes da melhoria do seu desempenho pessoal;
Man_C / S III / R04 / 2014-12-05
Pg. 35 / 53
MANUAL da Segurana e Sade no Trabalho
b) funes e responsabilidades, e importncia de atingir a conformidade com a poltica e os
procedimentos da SST e com os requisitos do sistema de gesto da SST, incluindo os requisitos
de preparao e de resposta a emergncias (ver 4.4.7);
c) consequncias potenciais do no cumprimento dos procedimentos especificados.
Os procedimentos de formao devem ter em ateno os diferentes nveis de:
a) responsabilidade, capacidade, domnio da lngua e literacia; e
b) risco.
4.3.4.4.3 Comunicao, participao e consulta
4.3.4.4.3.1 Comunicao
Relativamente aos perigos e riscos associados e ao respetivo sistema de gesto da SST, a
organizao deve estabelecer, implementar e manter um ou mais procedimentos para:
a) comunicao interna entre os vrios nveis e funes da organizao;
b) comunicao com os contratados e outros visitantes do local de trabalho;
c) receo, documentao e resposta a comunicaes relevantes de partes interessadas
externas.
4.3.4.4.3.2 Participao e consulta
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para:
a) a participao dos trabalhadores atravs de:
envolvimento apropriado na identificao de perigos, apreciao de riscos e definio de
controlos;
envolvimento apropriado na investigao de incidentes;
envolvimento no desenvolvimento e na reviso das polticas e dos objetivos da SST;
consulta quando ocorrerem mudanas que afetem a SST;
representao em matria da SST.
Os trabalhadores devem ser informados sobre as suas formas de participao, incluindo quem
(so) seu(s) representante(s) em matria da SST.
b) consulta aos contratados quando ocorrerem mudanas que afetem a SST.
A organizao deve assegurar que, quando apropriado, as partes interessadas externas
relevantes so consultadas sobre matrias pertinentes da SST.
4.3.4.4.4 Documentao
A documentao do sistema de gesto da SST deve incluir:
Man_C / S III / R04 / 2014-12-05
Pg. 36 / 53
MANUAL da Segurana e Sade no Trabalho
a) poltica e objetivos da SST;
b) descrio do mbito do sistema de gesto da SST;
c) descrio dos elementos principais do sistema de gesto da SST e das respetivas interaes e
referncia a documentos relacionados;
d) documentos, incluindo registos, requeridos pela OHSAS 18001/NP 4397; e
e) documentos, incluindo registos, definidos pela organizao como necessrios para assegurar o
planeamento, a operao e o controlo eficazes dos processos relativos gesto dos riscos da
SST.
NOTA: importante que a documentao seja proporcional ao nvel da complexidade, dos perigos e riscos
em questo e mantida no mnimo requerido para eficcia e eficincia.
4.3.4.4.5 Controlo dos documentos
Os documentos requeridos pelo sistema de gesto da SST e pela presente Norma devem ser
controlados. Os registos so um tipo especfico de documentos e devem ser controlados de
acordo com os requisitos definidos em 4.5.4.
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para:
a) aprovar documentos quanto sua adequao antes da respetiva emisso;
b) rever e atualizar, conforme necessrio, e reaprovar os documentos;
c) assegurar que as alteraes e o estado atual de reviso dos documentos so identificados;
d) assegurar que as verses relevantes dos documentos aplicveis esto disponveis nos locais
de utilizao;
e) assegurar que os documentos permanecem legveis e facilmente identificveis;
f) assegurar que os documentos de origem externa definidos pela organizao como necessrios
ao planeamento e operao do sistema de gesto da SST so identificados e a sua distribuio
controlada; e
g) impedir a utilizao indevida de documentos obsoletos e identific-los de forma apropriada,
caso estes sejam retidos para qualquer finalidade.
4.3.4.4.6 Controlo operacional
A organizao deve identificar as operaes e atividades que esto associadas aos perigos
identificados e para as quais seja necessrio implementar medidas de controlo para a gesto dos
riscos da SST. Tal deve incluir a gesto da mudana (ver 4.3.1).
Para tais operaes e atividades, a organizao deve implementar e manter:
a) controlos operacionais, aplicveis organizao e respetivas atividades; a organizao deve
integrar os controlos operacionais no respetivo sistema de gesto da SST;
Man_C / S III / R04 / 2014-12-05
Pg. 37 / 53
MANUAL da Segurana e Sade no Trabalho
b) controlos relacionados com produtos, equipamentos e servios adquiridos;
c) controlos relacionados com os contratados e outros visitantes do local de trabalho;
d) procedimentos documentados que abranjam situaes nas quais a sua inexistncia possa
conduzir a desvios da poltica e dos objetivos da SST;
e) critrios operacionais definidos onde a sua ausncia possa conduzir a desvios da poltica e dos
objetivos da SST.
4.3.4.4.7 Preparao e resposta a emergncias
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para:
a) identificar as potenciais situaes de emergncia;
b) responder s situaes da emergncia identificadas.
A organizao deve responder s situaes reais de emergncia e prevenir ou mitigar as
consequncias adversas para a SST, associadas.
Ao planear a resposta a emergncias a organizao deve tomar em conta as necessidades das
partes interessadas relevantes, por exemplo, servios de emergncia e vizinhana.
A organizao deve tambm testar periodicamente, quando praticvel, o(s) respetivo(s)
procedimento(s) de resposta a emergncias, envolvendo, quando apropriado, as partes
interessadas relevantes.
A organizao deve rever periodicamente e, quando necessrio, atualizar o(s) respetivo(s)
procedimento(s) de preparao e resposta a emergncias, em particular aps os ensaios
peridicos e aps a ocorrncia de situaes de emergncia (ver 4.5.3).
4.3.4.5 Verificao
A composio do requisito Verificao apresentada no Quadro III.11 com indicao das seces
respetivas.
Quadro III.11 Verificao - composio
Requisito
Monitorizao e medio do
desempenho
Avaliao da conformidade
Investigao de incidentes, no
conformidades, aes corretivas e
aes preventivas
Descrio (seco)
4.3.4.5.1
4.3.4.5.2
4.3.4.5.3
Controlo dos registos
4.3.4.5.4
Auditoria interna
4.3.4.5.5
Man_C / S III / R04 / 2014-12-05
Pg. 38 / 53
MANUAL da Segurana e Sade no Trabalho
4.3.4.5.1 Monitorizao e medio de desempenho
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para
monitorizar e medir periodicamente o respetivo desempenho da SST. Este(s) procedimento(s)
deve(m) incluir:
a) medies qualitativas e quantitativas apropriadas s necessidades da organizao;
b) monitorizao do grau de cumprimento dos objetivos da SST da organizao;
c) monitorizao da eficcia dos controlos;
NOTA: Os controlos devem ter por finalidade tanto a sade como a segurana.
d) medidas proactivas de desempenho que monitorizam a conformidade com o(s) programa(s) da
SST, os controlos e os critrios operacionais;
e) medidas reativas de desempenho que monitorizam as afees da sade, os incidentes (ver
3.9), e outras evidncias histricas de desempenho deficiente da SST;
f) registo dos dados e resultados da monitorizao e medio, suficiente para facilitar a anlise
das aes corretivas e preventivas subsequentes.
Quando for necessrio equipamento de monitorizao ou medio, a organizao deve
estabelecer e manter procedimentos para a calibrao, verificao e a manuteno de tal
equipamento, conforme apropriado, devendo manter os registos associados.
4.3.4.5.2 Avaliao da conformidade
4.3.4.5.2.1 A organizao deve estabelecer, implementar e manter um ou mais procedimentos
para avaliar periodicamente a conformidade com os requisitos legais aplicveis, de acordo com os
respetivos compromissos de cumprimento.
A organizao deve manter registos dos resultados das avaliaes peridicas.
NOTA: A frequncia da avaliao peridica pode variar para diferentes requisitos legais.
4.3.4.5.2.2 A organizao deve avaliar o cumprimento dos outros requisitos que subscreva. A
organizao poder optar por combinar esta avaliao com a avaliao da conformidade legal ou
estabelecer um ou mais procedimentos separados.
A organizao deve manter registos dos resultados das avaliaes peridicas.
NOTA: A frequncia da avaliao peridica pode variar para diferentes requisitos que a organizao
subscreva.
4.3.4.5.3 Investigao de incidentes, no conformidades, aes corretivas e aes preventivas
4.3.4.5.3.1 Investigao de incidentes
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para registar,
investigar e analisar incidentes de modo a:
Man_C / S III / R04 / 2014-12-05
Pg. 39 / 53
MANUAL da Segurana e Sade no Trabalho
a) determinar as deficincias da SST subjacentes e os outros fatores que possam causar ou
contribuir para a ocorrncia de incidentes;
b) identificar a necessidade de aes corretivas;
c) identificar oportunidades para aes preventivas;
d) identificar oportunidades para a melhoria contnua;
e) comunicar os resultados de tais investigaes.
As investigaes sero realizadas em prazos adequados.
Qualquer necessidade identificada de aes corretivas ou oportunidades para aes preventivas
devem ser tratadas de acordo com as partes relevantes definidas.
Os resultados da investigao dos incidentes devem ser documentados e mantidos.
4.3.4.5.3.2 No conformidades, aes corretivas e aes preventivas
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para tratar no
conformidades reais e potenciais e para implementar aes corretivas e aes preventivas. O(s)
procedimento(s) deve(m) definir os requisitos para:
a) identificar e corrigir no conformidade(s), e implementar aes para minimizar as
consequncias para a SST;
b) investigar no conformidade(s), determinando as respetivas causas e implementar aes para
evitar a repetio;
c) avaliar a necessidade de aes para prevenir no conformidades e implementar as aes
apropriadas para evitar a respetiva ocorrncia;
d) registar e comunicar os resultados das aes corretivas e das aes preventivas
implementadas; e
e) rever a eficcia das aes corretivas e das aes preventivas implementadas.
Quando a ao corretiva ou a ao preventiva identificar novos perigos ou a alterao dos
existentes ou a necessidade de novos controlos ou a alterao dos existentes, o procedimento
deve requerer que as aes propostas sejam implementadas em resultado de uma apreciao do
risco, a realizar antes da respetiva implementao.
Qualquer ao corretiva ou ao preventiva implementada para eliminar as causas de uma no
conformidade real ou potencial deve ser apropriada dimenso dos problemas e proporcional aos
riscos identificados da SST.
A organizao deve garantir que todas as alteraes necessrias decorrentes das aes
corretivas ou das aes preventivas sejam documentadas no sistema de gesto da SST.
4.3.4.5.4 Controlo dos registos
Man_C / S III / R04 / 2014-12-05
Pg. 40 / 53
MANUAL da Segurana e Sade no Trabalho
A organizao deve estabelecer e manter os registos necessrios para evidenciar a conformidade
com os requisitos do respetivo sistema de gesto da SST e da presente norma, e os resultados
obtidos.
A organizao deve estabelecer, implementar e manter um ou mais procedimentos para a
identificao, arquivo, proteo, recuperao, reteno e eliminao dos registos.
Os registos devem ser e permanecer legveis, identificveis e rastreveis.
4.3.4.5.5 Auditoria interna
A organizao deve garantir que as auditorias internas ao sistema de gesto da SST so
realizadas a intervalos planeados para:
a) determinar se o sistema de gesto da SST:
1) est em conformidade com as disposies planeadas para a gesto da SST incluindo os
requisitos da presente norma; e
2) foi adequadamente implementado e mantido; e
3) eficaz na consecuo da poltica e dos objetivos da organizao;
b) fornecer gesto informao sobre os resultados das auditorias.
O(s) programa(s) de auditoria deve(m) ser planeado(s), estabelecido(s), implementado(s) e
mantido(s) pela organizao, baseados nos resultados das apreciaes do risco das atividades da
organizao, e nos resultados de auditorias anteriores.
O(s) procedimento(s) de auditoria deve(m) ser estabelecido(s), implementado(s) e mantido(s)de
forma a incluir:
a) responsabilidades, competncias, e requisitos para o planeamento e realizao de auditorias,
comunicao de resultados e reteno dos registos associados; e
b) determinao de critrios, mbito, frequncia e mtodos de auditoria.
A seleo dos auditores e a realizao de auditorias devem garantir a objetividade e
imparcialidade do processo de auditoria.
4.3.5 Reviso pela gesto
A gesto de topo deve rever o sistema de gesto da SST da organizao, a intervalos planeados,
para assegurar a sua contnua adequao, suficincia e eficcia. Estas revises devem incluir a
avaliao de oportunidades de melhoria e a necessidade de alteraes ao sistema de gesto da
SST, incluindo a poltica e os objetivos da SST. Os registos das revises pela gesto devem ser
mantidos.
As entradas para as revises pela gesto devem incluir:
Man_C / S III / R04 / 2014-12-05
Pg. 41 / 53
MANUAL da Segurana e Sade no Trabalho
a) resultados das auditorias internas e avaliaes da conformidade com os requisitos legais
aplicveis e com outros requisitos que a organizao subscreva;
b) resultados da participao e consulta;
c) comunicaes relevantes das partes interessadas externas, incluindo reclamaes;
d) desempenho da SST da organizao;
e) o grau de cumprimento dos objetivos;
f) estado da investigao dos incidentes, das aes corretivas e das aes preventivas;
g) aes de seguimento resultantes de anteriores revises pela gesto;
h) alteraes de circunstncias, incluindo desenvolvimentos nos requisitos legais e outros
requisitos relacionados com a SST; e
i) recomendaes para melhoria.
As sadas das revises pela gesto devem ser consistentes com o compromisso da organizao
para a melhoria contnua e devem incluir quaisquer decises e aes relacionadas com possveis
alteraes de:
a) desempenho da SST;
b) poltica e objetivos da SST;
c) recursos; e
d) outros elementos do SGSST.
As sadas relevantes da reviso pela gesto devem ser disponibilizadas para a comunicao e
consulta.
4.4 Certificao dos SGSST
Os SGSST representam uma ferramenta importante no desenvolvimento das atividades da SST,
contribuindo para uma estruturao clara da respetiva natureza com repercusses significativas
nos resultados obtidos que concorrem para o atingir dos objetivos da empresa. Esta obter do
SGSST um contributo valioso para a adequabilidade, visibilidade e rastreabilidade das atividades
desenvolvidas e evidenciao das decises adotadas com base nos resultados obtidos.
A certificao dos SGSST dever assim ser entendida como uma consequncia natural nos casos
em que os mercados em que as empresas operam estabeleam aquela certificao como
requisito. Em termos prticos a certificao poder ser uma das consequncias da adoo de um
SGSST mas no necessria e obrigatoriamente um objetivo da organizao.
Man_C / S III / R04 / 2014-12-05
Pg. 42 / 53
MANUAL da Segurana e Sade no Trabalho
5 Organizao dos servios da Segurana e Sade no Trabalho
A organizao dos servios da SST decorre diretamente da DQ e constitui uma obrigao dos
empregadores (art 6 da DQ), embora genericamente estabelecida, deixando aos Estadosmembro os contornos especficos dos requisitos nacionais. Em Portugal esses requisitos esto
contidos na L 102/2009, na ltima redao contida na L 3/2014.
5.1 Objetivos do servio da SST
A atividade do servio da segurana e de sade no trabalho tem por objetivos:
a) assegurar as condies de trabalho que salvaguardem a segurana e a sade fsica e mental
dos trabalhadores;
b) Desenvolver as condies tcnicas que assegurem a aplicao das medidas de preveno
definidas;
c) Informar e formar os trabalhadores no domnio da segurana e sade no trabalho;
d) Informar e consultar os representantes dos trabalhadores para a segurana e sade no
trabalho ou, na sua falta, os prprios trabalhadores.
5.2 Atividades da SST
As atividades da segurana e de sade no trabalho so essencialmente:
a) Planear a preveno, integrando, a todos os nveis e para o conjunto das atividades da
empresa, a avaliao dos riscos e as respetivas medidas de preveno;
b) Proceder avaliao dos riscos, elaborando os respetivos relatrios;
c) Elaborar o plano de preveno de riscos profissionais, bem como planos detalhados de
preveno e proteo exigidos por legislao especfica;
d) Participar na elaborao do plano de emergncia interno, incluindo os planos especficos de
combate a incndios, evacuao de instalaes e primeiros socorros;
e) Colaborar na conceo de locais, mtodos e organizao do trabalho, bem como na escolha e
na manuteno de equipamentos de trabalho;
f) Supervisionar o aprovisionamento, a validade e a conservao dos equipamentos de proteo
individual, bem como a instalao e a manuteno da sinalizao de segurana;
g) Realizar exames de vigilncia da sade, elaborando os relatrios e as fichas, bem como
organizar e manter atualizados os registos clnicos e outros elementos informativos relativos ao
trabalhador;
h) Desenvolver atividades de promoo da sade;
i) Coordenar as medidas a adotar em caso de perigo grave e iminente;
j) Vigiar as condies de trabalho de trabalhadores em situaes mais vulnerveis;
Man_C / S III / R04 / 2014-12-05
Pg. 43 / 53
MANUAL da Segurana e Sade no Trabalho
l) Conceber e desenvolver o programa de informao para a promoo da segurana e sade no
trabalho, promovendo a integrao das medidas de preveno nos sistemas de informao e
comunicao da empresa;
m) Conceber e desenvolver o programa de formao para a promoo da segurana e sade no
trabalho;
n) Apoiar as atividades de informao e consulta dos representantes dos trabalhadores para a
segurana e sade no trabalho ou, na sua falta, dos prprios trabalhadores;
o) Assegurar ou acompanhar a execuo das medidas de preveno, promovendo a sua
eficincia e operacionalidade;
p) Organizar os elementos necessrios s notificaes obrigatrias;
q) Elaborar as participaes obrigatrias em caso de acidente de trabalho ou doena profissional;
r) Coordenar ou acompanhar auditorias e inspees internas;
s) Analisar as causas de acidentes de trabalho ou da ocorrncia de doenas profissionais,
elaborando os respetivos relatrios;
t) Recolher e organizar elementos estatsticos relativos segurana e sade no trabalho.
5.3 Modalidades dos servios da SST
A organizao do servio de segurana e sade no trabalho pode adotar, nos termos do nmero
seguinte, uma das seguintes modalidades:
a) Servio interno;
b) Servio comum;
c) Servio externo.
A segurana no trabalho e a sade no trabalho podem ter formas de organizao conjunta ou
separadas.
A organizao, qualquer que seja a modalidade do servio da SST, deve ter uma estrutura interna
que assegure as atividades de emergncia e primeiros socorros, de evacuao de trabalhadores e
de combate a incndios.
Se a organizao adotar servio comum ou servio externo, o empregador deve designar um
trabalhador com formao adequada, nos termos legais, que o represente para acompanhar a
execuo das atividades da SST.
O servio deve ser interno em situaes de uma organizao com estabelecimento de mais de
400 trabalhadores ou desenvolvendo atividades de risco elevado. Nestas atividades esto
compreendidas as atividades com exposio slica cristalina claramente existente na IF. Assim
esta situao deve ser muito bem ponderada quando da deciso da adoo da modalidade de
Man_C / S III / R04 / 2014-12-05
Pg. 44 / 53
MANUAL da Segurana e Sade no Trabalho
servios (arts 79 e 80 definem esta situao). No caso do artigo 80 esto expressas as
condies para isentar a organizao deste requisito.
A modalidade de servios externos prestada atravs de entidades devidamente autorizadas (art
84).
As atividades tcnicas de segurana no trabalho so desenvolvidas por tcnicos superiores ou
tcnicos de segurana no trabalho, certificados pelo organismo competente (art 100) e esto
sujeitas a garantia mnima de funcionamento (art 101).
A atividade da sade no trabalho desenvolvida por mdicos do trabalho e enfermeiros do
trabalho (arts 103 e 104), sendo os primeiros a responsabilidade tcnica da vigilncia da sade
(art 107). Tambm existe garantia mnima de funcionamento da sade no trabalho (art 105).
5.4 Informaes sobre o servio da segurana e sade no trabalho
Ficha de aptido
Face ao resultado do exame de admisso, peridico ou ocasional, o mdico do trabalho deve, na
sequncia do exame realizado, preencher uma ficha de aptido e remeter uma cpia ao
responsvel dos recursos humanos da empresa. Esta ficha ser assinada pelo trabalhador.
Relatrio da atividade anual
O empregador deve prestar, no quadro da informao relativa atividade social da empresa,
informao sobre a atividade anual desenvolvida pelo servio de segurana e de sade no
trabalho em cada estabelecimento.
5.5 Inspees e auditorias da segurana e sade no trabalho
As inspees e as auditorias so, h dezenas de anos, ferramentas inquestionveis no domnio
das tcnicas utilizadas no domnio da Qualidade para verificar (e/ou produzir) as evidncias
objetivas do que realmente se faz e concretamente sobre as caractersticas da qualidade dos
produtos. Estas tcnicas so igualmente aplicveis SST desde que se estabelea um paralelo
de carter tcnico e dos referenciais a utilizar relativamente aos aspetos a verificar.
Saliente-se neste aspeto a relativamente recente edio da norma NP EN ISO 19011:2012 que
estabelece as linhas de orientao para auditorias a sistemas de gesto, agora tambm
concebida para incorporar os SGSST. Assim este referencial poder ser utilizado para preparar
auditorias ao SGSST mas tambm com as devidas adaptaes a outros aspetos no domnio da
SST, como sistemas, atividades ou organizao do trabalho.
Man_C / S III / R04 / 2014-12-05
Pg. 45 / 53
MANUAL da Segurana e Sade no Trabalho
SECO III
ANEXO A
LEGISLAO DA SST
Man_C / S III / R04 / 2014-12-05
Pg. 46 / 53
MANUAL da Segurana e Sade no Trabalho
Quadro III A.1 Lista de diretivas especiais da SST e respetivos diplomas de transposio
Ano
Diretiva
(1)
(2)
Assunto
Transposio
89/654/CEE
Locais de trabalho
DL 347/93 + Prt 987/93
89/655/CEE
2009/104/CE
Equipamentos de trabalho
DL 50/2005
1989
89/656/CEE
Equipamentos de proteo individual
DL 348/93 + Prt 988/93
1990
90/269/CEE
Movimentao manual de cargas
DL 330/93
1990
90/270/CEE
Equipamentos dotados de visor
DL 349/93 + Prt 989/93
1990
90/394/CEE
1999/38/CE
Agentes cancergenos ou
mutagnicos
DL 301/2000
1990
90/679/CEE
2000/54/CE
Agentes biolgicos
DL 84/97 + Prt 405/98 +
Prt 1036/98
1992
92/57/CEE
Estaleiros temporrios ou mveis
DL 273/2003 + Prt 101/96
1992
92/58/CEE
Sinalizao de segurana e/ou sade
no trabalho
DL 141/95 + Prt 1456-A/95
1992
10
92/85/CEE
Mulheres grvidas, purperas e
lactantes
Prt 229/96
1998
14
98/24/CE
Agentes qumicos
DL 24/2012
1999
15
1999/92/CE
Atmosferas explosivas
DL 236/2003
2002
16
2002/44/CE
Agentes fsicos vibraes
DL 46/2006
1986
17
86/188/CEE
2003/10/CE
Agentes fsicos rudo
DL 182/2006
2004
18
2004/40/CE
2008/46/CE
Agentes fsicos campos
eletromagnticos
Revogada
2007
19
2006/25/CE
Agentes fsicos radiaes ticas
artificias
L 25/2010
2004
20
2013/35/UE
Agentes fsicos campos
eletromagnticos
Especial
1989
1989
(3)
(4)
(5)
Notas:
(1) Identifica o ano da 1 publicao da diretiva.
(2) Identifica o(s) ltimo(s) diploma(s) publicado(s) de transposio da diretiva.
(3) Inclui Valores limite de exposio profissional (indicativos e obrigatrios).
(4) So utilizveis disposies destinadas a controlo de sade pblica (Prt 1421/2004 + L30/2010).
(5) Data limite de transposio 2016-07-01.
Man_C / S III / R04 / 2014-12-05
Pg. 47 / 53
MANUAL da Segurana e Sade no Trabalho
Quadro III A.2 Lista de outras diretivas da SST e respetivos diplomas de transposio
Ano
(1)
Diretiva
Assunto
1983
2003/18/CE
(3)
2009/148/CEE
Amianto
1990
1996/29/EURATOM
Radiaes ionizantes
Transposio
(2)
DL 266/2007
DL 165/2000
Notas:
(1) Identifica o ano da 1 publicao da diretiva.
(2) Identifica o(s) ltimo(s) diploma(s) publicado(s) de transposio da diretiva.
(3) Verso codificada da diretiva
Man_C / S III / R04 / 2014-12-05
Pg. 48 / 53
MANUAL da Segurana e Sade no Trabalho
SECO III
ANEXO B
TERMINOLOGIA DA SST
Gesto do risco
Sistemas de gesto da SST
Man_C / S III / R04 / 2014-12-05
Pg. 49 / 53
MANUAL da Segurana e Sade no Trabalho
No presente Anexo so apresentados os termos e respetivas definies utilizados no domnios da
gesto do risco e dos sistemas de gesto da segurana e sade no trabalho essenciais para
abordagens tcnicas consequentes na Segurana e Sade no Trabalho.
B.1 Principais termos utilizados na GR segundo ISO 31000
Os termos seguidamente apresentados constam da ISO 31000 e so retomados do Guia ISO 73.
1 Risco
Efeito da incerteza na consecuo dos objetivos.
NOTA 1: Um efeito um desvio, positivo ou negativo, relativamente ao esperado.
NOTA 2: Os objetivos podero ter diferentes aspetos (financeiros, de sade e segurana, ambientais, entre outros) e
podero ser aplicados a diferentes nveis (estratgico, em toda a organizao, de projeto, de produto e de processo).
NOTA 3: O risco frequentemente caracterizado pela referncia aos eventos potenciais e consequncias, ou
combinao de ambos.
NOTA 4: O risco frequentemente expresso como a combinao das consequncias de um dado evento (incluindo
alterao das circunstncias) e a respetiva probabilidade de ocorrncia.
NOTA 5: A incerteza o estado, ainda que parcial, de deficincia de informao relacionada com a compreenso ou
conhecimento de um evento, sua consequncia ou probabilidade.
2 Gesto do risco
Atividades coordenadas para dirigir e controlar uma organizao no que respeita ao risco.
3 Estrutura da gesto do risco
Conjunto de elementos que fornecem os fundamentos e disposies organizacionais, para
conceber, implementar, monitorizar, rever e melhorar continuamente a gesto do risco em toda a
organizao.
4 Processo da gesto do risco
Aplicao sistemtica de polticas, procedimentos e prticas de gesto s atividades de
comunicao, consulta, estabelecimento do contexto e identificao, anlise, avaliao,
tratamento, monitorizao e reviso do risco.
5 Poltica da gesto do risco
Declarao das intenes gerais e da orientao de uma organizao em relao gesto do
risco.
6 Estabelecimento do contexto
Definio dos parmetros externos e internos a ter em considerao quando se gere o risco e se
define o mbito e o critrio do risco para a poltica de gesto do risco.
7 Contexto externo
Ambiente externo no qual a organizao procura atingir os seus objetivos.
8 Contexto interno
Ambiente interno no qual a organizao procura atingir os seus objetivos.
Man_C / S III / R04 / 2014-12-05
Pg. 50 / 53
MANUAL da Segurana e Sade no Trabalho
9 Apreciao do risco
Processo global de identificao do risco, de anlise do risco e de avaliao do risco.
10 Identificao do risco
Processo de pesquisa, de reconhecimento e de descrio dos riscos.
11 Anlise do risco
Processo destinado a compreender a natureza do risco e a determinar o nvel do risco.
12 Avaliao do risco
Processo de comparao dos resultados da anlise do risco com os critrios do risco para
determinar se o risco e/ou a respetiva magnitude aceitvel ou tolervel.
13 Tratamento do risco
Processo para modificar o risco.
4.3.3 Principais termos utilizados na GR
B.2 Principais termos utilizados nos SG SST
Os termos seguidamente apresentados constam da OHSAS 18001/NP 4397.
14 Risco aceitvel
Risco que foi reduzido a um nvel que pode ser tolerado pela organizao tomando em ateno as
suas obrigaes legais e a prpria poltica da SST.
15 Auditoria
Processo sistemtico independente e documentado para obter evidncias de auditoria e respetiva
avaliao objetiva com vista a determinar em que medida os critrios da auditoria so satisfeitos.
16 Melhoria contnua
Processo recorrente para aperfeioamento do sistema de gesto da SST por forma a atingir
melhorias no desempenho global da SST, de acordo com a respetiva poltica da SST da
organizao.
17 Aco corretiva
Ao destinada a eliminar a causa de uma no conformidade detetada ou de outra situao
indesejvel.
18 Perigo
Fonte, situao, ou ato com potencial para o dano em termos de leso ou afeo da sade, ou
uma combinao destes.
19 Identificao do perigo
Processo de reconhecer a existncia do perigo e de definir as correspondentes caractersticas.
20 Afeo da sade
Condio fsica ou mental adversa, identificvel como decorrente de e/ou agravada por atividades
do trabalho e/ou por situaes relacionadas com o trabalho.
Man_C / S III / R04 / 2014-12-05
Pg. 51 / 53
MANUAL da Segurana e Sade no Trabalho
21 Incidente
Acontecimento(s) relacionado(s) com o trabalho em que ocorreu ou poderia ter ocorrido leso,
afeo da sade (independentemente da gravidade) ou morte.
NOTA 1: Um acidente um incidente de que resultou leso, afeo da sade ou morte.
NOTA 2: Um incidente em que no ocorra leso, afeo da sade ou morte tambm pode ser referido como near-miss
(quase-acidente), "near-hit", "close call" ou "dangerous occurrence" (ocorrncia perigosa).
NOTA 3: Uma situao de emergncia um tipo particular de incidente.
22 Parte interessada
Indivduo ou grupo, dentro ou fora do local de trabalho, interessado ou afetado pelo desempenho
da SST de uma organizao.
23 No conformidade
No satisfao de um requisito.
24 Segurana e sade do trabalho (SST)
Conjunto das intervenes que objetivam o controlo dos riscos profissionais e a promoo da
segurana e sade dos trabalhadores da organizao ou outros (incluindo trabalhadores
temporrios, prestadores de servios e trabalhadores por conta prpria), visitantes ou qualquer
outro indivduo no local de trabalho.
25 Sistema de gesto da SST
Parte do sistema de gesto de uma organizao utilizado para desenvolver e implementar a
poltica da SST e gerir os riscos correspondentes.
NOTA 1: Um sistema de gesto um conjunto de elementos interrelacionados utilizados para estabelecer a poltica e os
objetivos e atingir esses objetivos.
NOTA 2: Um sistema de gesto inclui a estrutura organizacional, atividades de planeamento (incluindo por exemplo,
apreciao do risco e definio de objetivos), responsabilidades, prticas, procedimentos, processos e recursos.
26 Objetivo da SST
Objetivo da SST, em termos do desempenho da SST, que uma organizao se prope atingir.
NOTA 1: Os objetivos devem ser quantificados sempre que possvel.
NOTA 2: O requisito 4.3.3 da OHSAS 18001/NP 4397 requer que os objetivos da SST sejam consistentes
com a respetiva poltica.
27 Desempenho da SST
Resultados mensurveis da GR da SST de uma organizao.
NOTA 1: A medio do desempenho da SST inclui a medio da eficcia dos controlos da organizao.
NOTA 2: No contexto dos SGSST, os resultados tambm podem ser medidos relativamente poltica da
SST da organizao, aos objetivos da SST e a outros requisitos de desempenho da SST.
28 Poltica da SST
Conjunto de intenes e de orientaes gerais de uma organizao relacionadas com o respetivo
desempenho da SST, como formalmente expressas pela gesto de topo.
NOTA: A poltica da SST fornece um enquadramento para a atuao e para a definio dos objetivos da SST.
Man_C / S III / R04 / 2014-12-05
Pg. 52 / 53
MANUAL da Segurana e Sade no Trabalho
29 Organizao
Companhia, sociedade, firma, empresa, autoridade ou instituio, ou parte ou combinao destas,
de responsabilidade limitada ou com outro estatuto, pblica ou privada, que tenha a sua prpria
estrutura funcional e administrativa.
NOTA: Para as organizaes com mais de uma unidade operacional, cada uma destas unidades poder ser definida
como uma organizao.
30 Ao preventiva
Ao destinada a eliminar a causa de uma potencial no conformidade ou de outra potencial
situao indesejvel.
NOTA 1: Pode existir mais do que uma causa para uma potencial no conformidade.
NOTA 2: A ao preventiva tomada para prevenir a ocorrncia enquanto que a ao corretiva tomada para prevenir
a recorrncia.
31 Procedimento
Modo especificado de realizar uma atividade ou um processo.
NOTA: Os procedimentos podem estar ou no documentados.
32 Registo
Documento que expressa resultados atingidos ou que fornece evidncia das atividades
realizadas.
33 Risco
Combinao da probabilidade de ocorrncia de um acontecimento ou de exposio(es)
perigosos e da gravidade de leses ou afees da sade que possam ser causadas pelo
acontecimento ou pela(s) exposio(es).
34 Apreciao do risco
Processo de gesto do risco resultantes de perigo(s), tendo em conta a adequabilidade dos
controlos existentes, e decidindo se o risco ou no aceitvel.
35 Local de trabalho
Qualquer lugar fsico em que so realizadas atividades relacionadas com o trabalho, sob o
controlo da organizao.
NOTA: Ao considerar o que constitui um local de trabalho, a organizao deve tomar em conta os efeitos da SST nos
trabalhadores que esto, por exemplo, a viajar ou em trnsito (por exemplo, por via rodoviria, area, martima e fluvial,
ou ferroviria), a trabalhar nas instalaes de um cliente ou em casa.
Man_C / S III / R04 / 2014-12-05
Pg. 53 / 53
MANUAL da Segurana e Sade no Trabalho
SECO IV
ASPETOS TCNICOS DA SST
MANUAL da Segurana e Sade no Trabalho
1 Produo de um fundido
A produo, ou fabrico, de uma qualquer pea, empregando a tecnologia de fundio, tambm
designado por produo de fundidos, baseia-se no conceito da conformao de um corpo, a partir
do vazamento de um banho de uma liga metlica numa cavidade moldante, cuja geometria o
negativo da forma a produzir, no seio de uma moldao. Esta moldao, com suficiente
refratariedade para suportar o banho da liga metlica, d ao fundido a forma, estabelece as
dimenses, a preciso geomtrica e o grau de acabamento superficial em bruto de fundio,
durante a solidificao e o arrefecimento, at aquele poder ser desmoldado.
A cavidade moldante pode ser permanente, como no caso da fundio injetada ou da fundio
em coquilha, designa-se ento por molde e normalmente fabricado a partir de um ao com
composio qumica e tratamento trmico adequados. Por ser mais adequado para peas de
complexidade elevada ou para ligas de elevadas temperaturas de vazamento, como os ferros
fundidos e os aos, utilizam-se cavidades moldantes destrutveis e neste caso fala-se em
moldaes em areia, num dos processos alternativos possveis.
2 Processos de fundio
O nmero de processos de fundio e variantes muito vasto mas tm em comum, como referido,
o facto da forma final do fundido ser conseguida por vazamento de um banho de uma liga
metlica numa cavidade moldante, permanente ou destrutvel.
Os processos de fundio utilizados em Portugal so:
- Fundio em areia verde;
- Fundio por injeo;
- Fundio em coquilha;
- Fundio por cera perdida, ou fundio de preciso;
- Fundio por centrifugao, sendo este muito pouco utilizado.
Estes processos e as respetivas fases do ciclo produtivo so apresentados na seco seguinte.
Na Figura IV.1 resumem-se os processos de fundio mais comuns com indicao das fases do
processo produtivo.
2.1 O ciclo produtivo na fundio
Tal como em todas as empresas industriais, o ciclo produtivo comea no(s) armazm(ens) de
matrias-primas e conclui-se no armazm dos produtos (fundidos) acabados, destinados
expedio para o cliente. Os processos de fundio e as respetivas fases do ciclo produtivo so
apresentados no Quadro IV.1
Man_C / S IV / R04 /2014-12-05
Pg. 1 / 24
MANUAL da Segurana e Sade no Trabalho
Quadro IV.1 Processos de fundio fases do ciclo produtivo
Tipos de fundio
Fases
Areia
Injetada
Preparao das cargas de fuso
Preparao das areias (de moldao)
Fuso
Fuso eltrica por induo
Fuso eltrica por resistncias em forno de cadinho
Fuso a gs em forno de cadinho
Fuso a gs em forno de soleira inclinada
Fabrico de machos
Moldao
Pr-aquecimento das moldaes e remoo da cera
Vazamento
Injeo
Coquilha "Preciso"
Desmoldao
(1)
(2)
10
Acabamento
11
Controlo da Qualidade
Notas:
(1)
- designada como Abate, na fundio em areia
(2)
- inclui granalhagem, corte de gitos e alimentadores, rebarbagem, lixamento e polimento, e cinzelamento
Dado que o processo da fundio em areia o mais complexo, apresentamos na Figura IV.1 um
diagrama tpico do processo produtivo da fundio com moldao em areia, com identificao das
respetivas fases de produo.
Man_C / S IV / R04 /2014-12-05
Pg. 2 / 24
MANUAL da Segurana e Sade no Trabalho
Figura IV.1 Processo da fundio com moldao em areia
2.1.1 Fundio em areia
Descrio do processo
Como matrias-primas temos que distinguir as metlicas das restantes, dado que a partir daqui
que se elaboram os banhos.
1 Preparao das cargas (matrias-primas metlicas)
Esta fase constitui o incio do processo tendente obteno da pea propriamente dita.
Man_C / S IV / R04 /2014-12-05
Pg. 3 / 24
MANUAL da Segurana e Sade no Trabalho
Nesta fase so preparadas, loteadas e movimentadas para locais apropriados as cargas que vo
ser objeto de fuso. As cargas metlicas, quer nas fundies de ligas ferrosas, quer nas fundies
de ligas no ferrosas, tm dois tipos de componentes bsicos:
1. Lingote que um produto com um peso controlado para possibilitar a sua manipulao
manual, normalmente inferior a 10 kg por unidade, e uma composio qumica entre limites
apertados. Pode obter-se por fuso de sucata metlica ou a partir da fuso de minrio fuso
primria. normalmente o componente mais caro da carga dos banhos. O lingote utiliza-se,
quando necessrio, no fabrico de ferros fundidos, ligas de alumnio e do lato. No caso das ligas
de metais no ferrosos o aspeto e a dimenso so diferentes, mas com o mesmo requisito da
composio qumica controlada. Nas ligas de metais no ferrosos, o lingote normalmente usado
como a parte complementar aos retornos de fundio. No comum empregar sucatas, por
dificuldade de identificao da composio qumica, apesar de se poder tambm fazer, desde que
se conhea com preciso a sua composio qumica;
2. Retornos de fundio: tipicamente gitos e alimentadores e peas no conformes, esto
agrupados por classe de liga.
No caso do fabrico de ferro fundido ou ao vazado a sucata de ao de fundio, classificada
com composio conhecida, um componente da carga fundamental.
Estes materiais so armazenados em reas separadas, designadamente pelos volumes
envolvidos.
A preparao das cargas faz-se seguindo um objetivo de composio qumica final bem
determinado, dentro de gamas apertadas, que foram selecionadas de acordo com o tipo de pea
a fabricar. Nas fundies de ligas ferrosas a movimentao das cargas faz-se de acordo com o
peso, ou volume, da carga a preparar.
2 Preparao das areias (matrias-primas no metlicas)
Esta fase constitui o incio do processo tendente obteno da cavidade moldante.
Consiste na preparao da areia que constituir a cavidade moldante (juntamente com os
machos), a partir de:
a) areia de fundio granulometria calibrada e especificada;
b) ligantes e aditivos para areia: bentonite e p-de-carvo;
c) resinas e catalisadores;
d) gases: amina, CO2 ou outros.
Na preparao de areias h que distinguir, desde logo, os sistemas de moldao em areia verde
dos de areia com presa qumica, ou dita na gria de autossecativa. Nos primeiros emprega-se
areia normalmente de slica, mas tambm podendo ser de zircnia, cromite ou outra, no
encontrada em Portugal, um ligante que uma argila a bentonite, e diversos aditivos, sendo o
Man_C / S IV / R04 /2014-12-05
Pg. 4 / 24
MANUAL da Segurana e Sade no Trabalho
mais comum o p de carvo, mas tambm se encontram o xido de ferro. Nas areias de presa
qumica, o ligante uma resina catalisada por um produto apropriado que tanto pode ser um cido
ou um gs. Em ambos os sistemas se recupera e reutiliza uma parte muito substancial da areia
nos sistemas de areia verde pode chegar a valores acima dos 90%.
Estas areias so utilizadas na fase de moldao.
3 Fuso
Nesta etapa so carregadas e fundidas nos fornos as cargas preparadas previamente, no sistema
de fuso que as empresas dispem. Tipicamente, nas fundies de ligas de metais ferrosos, so
os fornos eltricos de induo, com cadinho, atualmente funcionando a mdia frequncia. Em
casos particulares, podem existir fornos de manuteno eltricos de induo e com canal, ou a
fuso poder ser realizada, no caso de aos, em fornos de arco, em Portugal, com capacidades
reduzidas de 5 toneladas.
No sector de fundio nacional esto disponveis os tipos seguintes de fornos, por ordem de
importncia e disseminao:
Fornos elctricos:
de induo;
de cadinho, com capacidades a partir dos 250 kg at 12 t;
de canal, ou de manuteno, com capacidades na casa das 30 t, atualmente s existe
numa empresa produtora de grandes sries;
de arco, exclusivamente para ao e com capacidade volta das 6 t, em duas empresas
produtoras de ao;
de resistncia e cadinho, para fuso e ou manuteno de banhos de ligas de alumnio, ou para
tratamento trmico.
A maioria dos fornos eltricos de induo funciona a mdia frequncia, nas fundies de ferrosos
ao e ferro fundido, bem como numa instalao de ligas de cobre.
Na fase de carregamento muito importante considerar duas situaes:
a) o forno est vazio e no h qualquer risco de se produzirem salpicos de banho;
b) o forno j tem um p-de-banho e, ento h um risco de queimadura originada pelos salpicos
de banho metlico, quando se carrega a carga, porque podem existir pequenas quantidades
de humidade condensada na carga, mas suficientes para originar salpicos do banho
metlico.
A melhor prtica de carregamento automtico, sem interveno humana direta, dos fornos
consiste na utilizao de sistemas vibrantes, de tela metlica, por exemplo, onde a carga
depositada em tremonhas ou silos metlicos e impulsionada para os fornos, por telas metlicas
vibrantes.
Man_C / S IV / R04 /2014-12-05
Pg. 5 / 24
MANUAL da Segurana e Sade no Trabalho
Quando, durante o processo de fuso, se realiza o controlo da composio qumica, ou outra, e se
constata que h necessidade de proceder adio de corretores, destapa-se o forno, procedese limpeza superficial da escria e coloca-se normalmente duas alternativas, que dependem da
quantidade necessria de corretivo:
a) adio manual ao banho, com a aproximao do operador s bordas do forno;
b) adio automtica com guincho ou tela.
Fornos a gs:
de cadinho, para fuso e, ou, manuteno de banhos de ligas de metais no ferrosos;
de soleira inclinada, para fuso de ligas de alumnio. Tem a vantagem de poder reter
naturalmente os xidos da carga, evitando que escorram para os banhos e os contaminem
Fornos a coque
cubilotes, destinados ao fabrico de banhos para o fabrico de ferro fundido, que podem ser de
vento frio ou vento quente, sendo que em Portugal s h disponveis do primeiro tipo, j em
nmero muito reduzido inferior a 10 unidades, visto existirem incompatibilidades com os
regulamentos ambientais excesso de enxofre e monxido de carbono nos gases de
combusto, e que no economicamente fcil de ultrapassar.
4 Fabrico de machos
Os machos constituiro as cavidades interna dos fundidos.
Nesta fase procede-se preparao das areias adequadas ao fabrico dos machos, tipicamente
uma mistura de areia com um ligante qumico, que pode ser endurecido por um catalisador
lquido, por exemplo no caso do sistema autossecativo de presa a frio, ou um gs como no
sistema dito de caixa fria, numa traduo livre e direta do termo anglo-saxo cold box. As areias
so preparadas no prprio local ou na proximidade da sua utilizao, por sistemas automticos
robotizados e normalmente sem interveno humana direta. Depois de preparadas so
transportadas para a zona de fabrico, para silos de capacidade adequada, localizado sobre as
disparadoras de machos, assim denominadas pelo facto do enchimento das cachos de machos
se realizar sob efeito de ar comprimido seco.
Com as moldaes prontas e a colocao dos machos concluda pode-se proceder ao fecho das
moldaes. A partir deste momento a cavidade moldante est totalmente constituda, podendo-se
proceder ao enchimento daquela com o metal lquido preparado na fuso.
5 Moldao
Nesta etapa procede-se ao enchimento das meias caixas da moldao com areia para produo
das cavidades moldantes destrutveis, que vo receber os banhos das ligas metlicas, que aps
arrefecimento e solidificao, originaro os fundidos em bruto.
Man_C / S IV / R04 /2014-12-05
Pg. 6 / 24
MANUAL da Segurana e Sade no Trabalho
7 Vazamento
Nesta fase procede-se ao enchimento das cavidades moldantes com o metal lquido, de modo
manual ou automtico. Normalmente o metal vazado a partir dos fornos de fuso ou dos fornos
de manuteno para colheres. Aps a movimentao destas para os locais de vazamento o metal
lquido ento vertido a partir destas colheres para aquelas cavidades.
O processo de arrefecimento que se segue permitir obter o conjunto da pea, dos gitos e dos
alimentadores o cacho. Aps o perodo de arrefecimento a moldao pode ser aberta para as
posteriores fases aplicadas aos cachos.
9 Desmoldao
Nesta fase, depois dos banhos arrefecerem e solidificarem nas moldaes, segue-se uma
operao, que pode ser automtica em circuitos de moldao, limitados a cachos at 250 kg de
ferro fundido ou ao, ou com interveno humana, com a deslocao das moldaes com auxlio
de pontes rolantes, quando se ultrapassa aqueles valores, em fundies com sistemas de
moldao de pequena srie. As moldaes, em areia, so separadas do componente metlico, os
cachos peas (os fundidos) mais gitos mais alimentadores, num processo automtico ou numa
ao manual numa grelha de abate. comum proceder no final desta etapa, quando fisicamente
possvel, a um controlo de qualidade primrio, necessariamente simples.
10 Acabamento
Nesta fase a areia aderida ao cacho retirada, procede-se ao corte das partes ligadas pea e
procede-se ainda ao acabamento da geometria e condio superficial da pea. Esta etapa
compreende assim diversas operaes, designadamente:
a) granalhagem (remoo da areia aderida);
b) corte de gitos e alimentadores;
c) rebarbagem, lixamento e polimento, cinzelamento;
11 Controlo da qualidade
Esta fase consiste na verificao da conformidade metalrgica, geomtrica e dimensional,
sanidade, conformidade mecnica ou outras com requisitos especificados, normalmente
constantes de normas de produto.
Na fundio de areia no ocorrem as seguintes fases descritas no Quadro IV.1: Pr-aquecimento
das moldaes e remoo da cera (6) que especfica da fundio com modelo de cera perdida e
Injeo (8) especfica da fundio injetada.
Armazenamento do produto acabado
Aps as fases de produo apresentadas as peas so colocadas em reas de armazenamento,
em geral designadas por armazenamento de produto acabado (tambm podem incluir o
armazenamento intermdio de peas).
Man_C / S IV / R04 /2014-12-05
Pg. 7 / 24
MANUAL da Segurana e Sade no Trabalho
2.1.2 Fundio injetada
Neste processo no ocorrem as fases Preparao de areias (2), Moldao (3), Fabrico de machos
(4) e Vazamento (7) do Quadro IV.1. A fase especfica deste tipo de fundio a Injeo (8). De
facto o banho metlico injetado para um molde metlico montado numa mquina dedicada, a
mquina de fundio injetada. A Figura IV.2 representa um exemplo de uma mquina deste tipo.
Figura IV.2 Mquina de fundio injetada de cmara fria horizontal (configurao tpica)
Aps arrefecimento do banho e constituio da pea a mquina procede desmoldao que
consiste na separao das duas partes do molde metlico a partir da linha de apartao (ver
Figura IV.3). Esta operao permite a retirada do fundido.
Figura IV.3 Molde metlico em mquina de injeo horizontal
2.1.3 Processo de fundio em coquilha
A fundio em coquilha, ou fundio em molde metlico com vazamento por gravidade, um
processo em que a cavidade moldante realizada em material metlico, reutilizvel para vrios
Man_C / S IV / R04 /2014-12-05
Pg. 8 / 24
MANUAL da Segurana e Sade no Trabalho
vazamentos e na qual se podem utilizar machos metlicos, neste caso retilneos, ou machos em
areia, com a geometria e complexidade desejada. O vazamento do banho metlico realizado por
ao da gravidade tal como no processo de fundio em areia convencional.
Figura IV.4 Processo de fundio em coquilha
2.1.4 Fundio com modelo de cera perdida (fundio de preciso)
O processo de fundio com modelo de cera perdido inicia-se pelo fabrico do molde metlico,
onde se injeta a cera ou plstico para fabrico dos modelos. Posteriormente, os modelos de cera
so encastelados no cacho, tambm de cera. O cacho revestido com uma barbotina cermica
apropriada liga metlica a vazar. Aps cada camada de barbotina aplicada uma camada de
areia, at que o cacho de cera esteja revestido por um nmero suficiente de camadas. Segue-se o
processo de aquecimento em autoclave para remoo da cera e o pr-aquecimento do
revestimento temperatura necessria ao vazamento da liga. Depois da liga solidificada e
arrefecida o refratrio retirado numa operao de abate. A Figura IV.5 ilustra as fases do ciclo
produtivo.
Man_C / S IV / R04 /2014-12-05
Pg. 9 / 24
MANUAL da Segurana e Sade no Trabalho
Figura IV.5 Processo de fundio com modelo de cera perdida Fases do ciclo produtivo
Sistemas de utilidades
Numa fundio existem, como suporte s tecnologias especficas utilizadas no processo de
fundio, os sistemas de utilidades seguintes que existem basicamente em qualquer indstria:
a)
sistema de distribuio de energia eltrica (em baixa, mdia e/ou alta tenso);
b)
sistema de ar comprimido (produo e distribuio);
c)
sistema de distribuio de gs combustvel.
Manuteno instalaes, equipamentos e sistemas
So ainda para considerar neste mbito as atividades de manuteno, compreendendo as
intervenes do tipo mecnico (incluindo nos sistemas pneumticos e hidrulicos) e do tipo
eltrico.
Por conveno europeia, no seio do CAEF, as operaes de fundio terminam no acabamento,
estando excludos: fabrico de moldes e afins, tratamentos trmicos e tratamentos superficiais ou
operaes de acabamento como a maquinao.
2.2 Locais de trabalho
O ciclo produtivo descrito ocorre nas instalaes identificadas e tem associados fluxos de
trabalhadores, equipamentos e materiais em vias de circulao internas e/ou externas que
constituem individualmente ou em conjunto locais de trabalho. Aos locais de trabalho so exigidas
caractersticas dos elementos estruturais. Estas principais caractersticas so:
P direito com mnimo de 3 m;
Man_C / S IV / R04 /2014-12-05
Pg. 10 / 24
MANUAL da Segurana e Sade no Trabalho
Pavimentos fixos, estveis, antiderrapantes, sem inclinaes exageradas, salincias ou
cavidades, com resistncia mecnica e qumica adequadas, impermeveis, no inflamveis e
suscetveis de lavagem.
Paredes e tetos lisos, de fcil limpeza, de cores claras e no brilhantes, no inflamvel, com
revestimento impermevel em zonas especficas, designadamente por razes biolgicas
(instalaes sanitrias, por exemplo). Os materiais a utilizar podero ser condicionados por razes
de proteo contra agentes como o rudo, vibraes, entre outros.
Coberturas resistentes s aes dos elementos atmosfricos, designadamente o vento, e dotadas
de escoamento das guas pluviais. Devem ainda constituir um elemento geral para a manuteno
de condies ambientais adequadas ao conforto trmico dos trabalhadores, incluindo a iluminao
(geralmente conjugadas com condies dos sistemas de aquecimento ventilao - ar
condicionado, conforme apropriado). As coberturas devero ter uma conceo que permita
operaes de manuteno em condies de segurana.
Janelas com caractersticas adequadas para proporcionar boa iluminao e contribuir para as
condies de conforto trmico, bem com para a manuteno das respetivas caractersticas.
Portas e portes com dimensionamento adequado para a circulao de pessoas, materiais e
equipamentos, designadamente em situaes de emergncia. Para alm disso constituiro
sempre produtos seguros respeitando requisitos de segurana aplicveis, por exemplo no caso
das portas corta-fogo.
Vias de circulao horizontais com dimensionamento adequado circulao de pessoas,
materiais e equipamentos. Nas vias de utilizao comuns dever existir uma separao fsica
entre estas. As vias de circulao para pessoas no devero ter inclinao exagerada, e
ocorrendo risco de queda em altura devero ser providas de resguardos laterais (altura mnima de
0,90 m) e, quando necessrio, rodaps.
Cais e rampas de carga com dimensionamento adequado s movimentaes de carga e
descarga, com desnveis sinalizados e protegidos.
Postos de trabalho
Os locais fixos de realizao das atividades profissionais ou postos de trabalho devero
apresentar condies especficas mnimas de superfcie livre, volume de ar e de renovao de ar,
por trabalhador.
Os aspetos relativos a postura, posio e todas as interfaces com os equipamentos de trabalho
devero respeitar princpios ergonmicos, designadamente nos acionamentos de comandos e
controlos de mquinas.
Man_C / S IV / R04 /2014-12-05
Pg. 11 / 24
MANUAL da Segurana e Sade no Trabalho
3 Aplicao do processo da gesto do risco indstria de fundio
3.1 Conceito base
A presente seco apresenta a aplicao do processo da gesto do risco (ver SIII, 3.2.1) s
atividades profissionais desenvolvidas nas fases tpicas do ciclo produtivo dos processos de
fundio. Deste modo procede-se identificao objetiva do que as fundies podem desenvolver
com o fim ltimo de melhorar as condies de trabalho assim controlando a um nvel aceitvel os
riscos profissionais, tornando-os compatveis com um alto nvel de segurana e sade no trabalho
associado respetiva atividade.
A aplicao estruturada desta abordagem e a produo associada dos respetivos registos,
identificveis e rastreveis, contribuir para a melhoria das prticas de trabalho e consequente
melhoria do desempenho em segurana e sade no trabalho.
O desempenho na segurana e sade no trabalho hoje reconhecido como um fator relevante na
competitividade empresarial, designadamente em mercados socialmente desenvolvidos onde a
Indstria de fundio nacional detm os seus clientes.
3.2 Instrumentos utilizados Ficha do risco e Ficha da apreciao do risco
Com base no conceito explicitado em 3.1 foram elaborados dois instrumentos complementares:
Fichas do risco.
Fichas de Apreciao do risco.
O conjunto destas fichas contm a informao pertinente associada a todas as fases do processo
da gesto do risco proposto, designadamente:
definio do contexto;
apreciao do risco;
tratamento do risco.
3.2.1 Ficha do risco (FR)
A FR elaborada por atividade desenvolvida no mbito das fases integrantes do ciclo produtivo
do processo da fundio. A FR tem a informao repartida em quatro (4) campos seguidamente
identificadas com indicao do respetivo contedo.
Campo 1 - Fase (no ciclo produtivo do processo de fundio)
A Fase (ponto 1 da FR) Identifica a fase do ciclo produtivo do processo da fundio em que ocorre
a atividade (ver seco 2.1, Quadro IV.1 e Figura IV.1).
Foram identificadas as seguintes nove (9) fases, relativamente ao processo de fundio principal,
a fundio em areia:
Man_C / S IV / R04 /2014-12-05
Pg. 12 / 24
MANUAL da Segurana e Sade no Trabalho
preparao das cargas de fuso;
preparao das areias;
fuso;
fabrico de machos;
moldao;
vazamento;
desmoldao (abate);
acabamento;
controlo da qualidade;
Para a fundio injetada registe-se a maior diferena que consiste na existncia de uma fase
especfica (ver 2.1.2):
injeo,
e ainda as especificidades associadas fuso, ao nvel do tipo de forno utilizado, desmoldao
realizada pela prpria mquina de injeo e ausncia de areias como matria prima.
Campo 2 - Atividade
A atividade (ponto 2 da FR) identificada por dois conjuntos principais de informao:
descrio geral da atividade (ponto 2.1 da FR) que descreve sucintamente a atividade
desenvolvida;
equipamentos de trabalho (ponto 2.2 da FR) que identifica as mquinas utilizadas, bem como
ferramentas e acessrios necessrios, outros produtos utilizados, designadamente produtos
qumicos.
Campo 3 - Identificao do risco
A identificao do risco (ponto 3 da FR) realizada de modo estruturado a partir das fontes do
risco (perigos) conhecidos ou identificveis. Esta estruturao baseia-se na anlise sistemtica
dos componentes materiais do trabalho envolvidos, incluindo o ambiente de trabalho e a
organizao do trabalho.
A identificao do risco constituda por dois (2) conjuntos de informao:
fontes do risco (os perigos) (ponto 3.1 da FR) que identifica os perigos reconhecidos na
atividade em anlise que podero representar um risco profissional;
designao do risco (ponto 3.2 da FR) que identifica os perigos reconhecidos na atividade em
anlise que podero representar um risco profissional.
Man_C / S IV / R04 /2014-12-05
Pg. 13 / 24
MANUAL da Segurana e Sade no Trabalho
A designao do risco utiliza uma nomenclatura, como segue. Esta identifica a natureza do risco
em dois grandes grupos:
acidentes de trabalho (AT);
afees da sade (AS) e doenas profissionais (DP).
No caso dos AT especificam-se tipos de risco suscetveis de ocorrer e que se cr de maior
verosimilhana, por exemplo, esmagamento, eletrocusso.
No caso das AS, pela enorme possibilidade de designaes a utilizar s so identificadas pela
expresso geral. Contudo, para os casos em que esto reconhecidas doenas profissionais
constantes de legislao dedicada, procede-se respetiva identificao. Esta identificao a
referida naquela legislao - concretamente o DR 76/2007.
Campo 4 - Apreciao do risco
Neste campo identifica-se o nmero da Ficha de Apreciao do risco (FAR) correspondente ao
risco/tipologia de risco em causa.
A seco 3.4 apresenta os principais riscos identificados resultantes da elaborao das FR.
3.3 Ficha da apreciao do risco (FAR)
A FAR elaborada por tipo fonte de risco (perigo) identificado na Ficha do risco (seco 3.1).
A FAR retoma a designao do risco constante na FR e apresenta a informao relativa
apreciao do risco respetiva, repartida pelas trs fases que integram o processo da gesto do
risco, segundo a ISO 31000. Assim A FAR compreende os trs (3) campos de informao
correspondentes:
Contexto do risco;
Anlise e avaliao do risco (a fase de identificao do risco j est feita na FR);
Tratamento do risco.
3.3.1 Campo 1 Contexto
Este campo desdobra-se em trs conjuntos de informao:
contexto legislativo (ponto 1.1 da FAR);
Contm o conjunto dos diplomas aplicveis ao risco em estudo, sendo considerados tanto os
diplomas de carcter genrico como os especficos do risco, eventualmente existentes;
contexto normativo (ponto 1.2 da FAR);
Contm o conjunto dos documentos normativos - normas ou outros documentos (nacionais,
regionais ou internacionais) que constituem informao diretamente aplicvel no mbito da
apreciao do risco em estudo. As normas podero ter ou no carcter legislativo;
contexto - outros (ponto 1.3 da FAR);
Man_C / S IV / R04 /2014-12-05
Pg. 14 / 24
MANUAL da Segurana e Sade no Trabalho
Contm o conjunto de elementos de informao que servem para a apreciao do risco,
podendo ser documentos de apoio implementao dos requisitos legislativos,
designadamente de diretivas da UE (guias de orientao), outros requisitos subscritos pelas
empresas ou objetivos da prpria empresa;
Este campo seco pode ainda ser completado por Notas que apoiam a utilizao de alguns dos
instrumentos identificados. No conjunto destas notas eventualmente a mais importante a que se
refere ao fato de algum dos elementos identificados poder constituir (ou incluir) um critrio do
risco, aplicvel ao risco em estudo.
Esta situao refere-se essencialmente aos agentes qumicos, fsicos e biolgicos bem como a
alguns aspetos ergonmicos.
3.3.2 Campo 2 Anlise e avaliao do risco
Este campo compreende os mesmos trs tipos de informao que so identificadas no contexto
(legislativo, normativo, outros) mas s so considerados aqueles que contribuem para apoiar a
determinao do nvel do risco (anlise do risco) associado ao risco em estudo.
Neste aspeto so cruciais os aspetos da estratgia de amostragem a adotar em funo dos
agentes especficos em estudo como no caso dos agentes qumicos ou das vibraes mecnicas.
Como vimos, no conjunto, estas duas fases constituem a parte central do processo da apreciao
do risco. Esto assim na base da consequente deciso quanto aceitabilidade ou no do risco
em estudo.
A avaliao do risco e a correspondente deciso relativa aceitabilidade genericamente mais
fivel quando existem critrios do risco definidos, como nos casos da existncia de valores limite
de exposio profissional (caso dos agente qumicos ou alguns agentes fsicos).
3.3.3 Campo 3 Tratamento do risco
Este campo compreende dois conjuntos de informao:
Tipo de controlo do risco (ponto 3.1 da FAR).
O tratamento do risco identifica os tipos de controlo que podero ser adotados para limitar os
nveis de exposio ao risco atravs da identificao da medida a adotar e da ao especfica
a desenvolver.
Ao a desenvolver (ponto 3.2 da FAR)
No caso do tipo de controlo a desenvolver a FAR distingue ainda a natureza das medidas de
acordo com a ordem decrescente de eficcia de controlo do risco de modo a evidenciar a
abordagem de preveno que tem de ser inerente nas prticas da gesto do risco da SST.
So considerados quatro tipos de controlo segundo uma ordem decrescente de nvel de eficcia,
de acordo com os princpios diretiva quadro da SST. Assim, so considerados os seguintes
controlos:
Man_C / S IV / R04 /2014-12-05
Pg. 15 / 24
MANUAL da Segurana e Sade no Trabalho
Engenharia (ponto 3.1.1 da FAR)
Proteo coletiva (ponto 3.1.2 da FAR)
Administrativo (ponto 3.1.3 da FAR)
Equipamento de proteo individual (EPI) (ponto 3.1.4 da FAR).
Man_C / S IV / R04 /2014-12-05
Pg. 16 / 24
MANUAL da Segurana e Sade no Trabalho
3.4 Principais riscos da indstria de fundio
Como consequncia da elaborao das FR apresentam-se seguidamente os principais riscos
identificados nas fases do ciclo produtivo dos processos de fundio em areia, injetada e em
coquilha, conforme o Quadro IV.1
3.4.1 Preparao das cargas (ferrosos)
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Cargas em elevao, descida e em translao
geralmente sobrelevadas em rotao
AT choque, esmagamento
Rudo
AS; DP 42.01
Vibraes
AS; DP 44.02 (CI)
Campos eletromagnticos
AS
Radiaes ionizantes
AS; DP 41.01
Poeiras
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Queda do material suspenso das pontes, prticos ou
dispositivos de preenso
AT esmagamento, corte
Funcionamento inadequado do equipamento de
elevao por falha de componente ou por operao
indevida
AT esmagamento, corte
Ambiente trmico
AT; AS
Iluminao
AT tropeamento, queda, choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
3.4.2 Preparao das cargas (no ferrosos fundio injetada)
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Cargas em elevao, descida e em translao
geralmente sobrelevadas em rotao
AT choque, esmagamento
Rudo
AS; DP 42.01
Vibraes
AS; DP 44.02 (CI)
Campos eletromagnticos
AS
Radiaes ionizantes
AS; DP 41.01
Poeiras
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Man_C / S IV / R04 /2014-12-05
Pg. 17 / 24
MANUAL da Segurana e Sade no Trabalho
Queda do material suspenso das pontes, prticos ou
dispositivos de preenso
AT esmagamento, corte
Funcionamento inadequado do equipamento de
elevao por falha de componente ou por operao
indevida
AT esmagamento, corte
Ambiente trmico
AT AS
Iluminao
AT tropeamento, queda choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
3.4.3 Preparao de areias e moldao
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Ar comprimido
AT choque, corte.
Vibraes
AS; DP 44.01 (SMB)
Rudo
AS; DP 42.01
Campos eletromagnticos (1)
AS
Poeiras
AS; DP 22.01, 23.01
Ambiente trmico
AT AS
Movimentao manual de cargas
AT corte; AS; DP 45.01
Postura
AS; DP 22.01, 23.01
Queda das caixas de moldao
AT corte, choque
Entupimento das condutas de dispensa da areia
AT corte, abraso
Movimentao (incluindo a rotao) das meias
moldaes
AT corte
Incndio
AT queimadura, queda
Iluminao
AT tropeamento, queda, choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
3.4.5 Fuso
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica (ferrosos - fornos de induo ou de
resistncias)
AT choque, electrocuo
Man_C / S IV / R04 /2014-12-05
Pg. 18 / 24
MANUAL da Segurana e Sade no Trabalho
Gs combustvel (no ferrosos fundio injetada fornos a gs de soleira inclinada)
AT queimadura
Projeo de material em fuso
AT queimadura, choque, esmagamento
Rudo
AS; DP 42.01
Vibraes
AS; DP 44.02 (CI)
Campos eletromagnticos (ferrosos - fornos e induo
ou por resistncias)
AS
Radiao tica IV, UV
AS; DP 41.02, 41.03
Gases, poeiras e fumos
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Postura
AS; DP 22.01, 23.01
Queda do material suspenso das pontes, prticos ou
dispositivos de preenso
AT esmagamento, corte
Queda do material a partir das caixas no elevador de
acesso alimentao do forno (no ferrosos fundio
injetada - fornos a gs de soleira inclinada)
AT esmagamento, corte
Queda da carga da caleira quando vibra para
alimentao do forno (ferrosos fornos de induo ou
de resistncias)
AT esmagamento, corte
Projeo de banho ou peas em processo de fuso
devido a introduo de gua/lquidos
AT queimadura, choque
Exploso do forno por introduo de quantidade
significativa de gua/lquido no banho
AT queimadura, esmagamento, seccionamento
Incndio
AT queimadura, queda
Ambiente trmico
AT AS
Iluminao
AT tropeamento, queda choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps
mecnicas)(1)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
Notas:
1)
Essencialmente na zona de vazamento / transvase do banho dos fornos
3.4.6 Vazamento
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica(1)
AT choque, electrocuo
Projeo de material em fuso
AT queimadura, choque, esmagamento
Rudo
AS; DP 42.01
Campos eletromagnticos(1)
AS
Man_C / S IV / R04 /2014-12-05
Pg. 19 / 24
MANUAL da Segurana e Sade no Trabalho
Radiao tica IV, UV
AS; DP 41.02, 41.03
Ambiente trmico
AT AS
Gases, poeiras e fumos
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Postura
AS; DP 22.01, 23.01
Queda da colher suspensa do equipamento de elevao AT queimadura, esmagamento, corte
Quantidade excessiva de banho vazado
AT queimadura
Falha do refratrio da colher
AT queimadura
Falha da estrutura da colher
AT queimadura, esmagamento
Incndio
AT queimadura, queda
Iluminao
AT tropeamento, queda choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)2) AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
Notas:
1)
No caso de acionamento eltrico da colher
2)
Essencialmente na zona de vazamento / transvase do banho dos fornos
3.4.7 Desmoldao (abate)
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Ar comprimido
AT choque, corte.
Vibraes
AS; DP 44.02 (CI)
Rudo
AS; DP 42.01
Campos eletromagnticos(1)
AS
Ambiente trmico
AT AS
Poeiras
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Postura
AS; DP 22.01, 23.01
Queda dos conjuntos fundidos da grelha/mesa, dos
transportadores, do equipamento de elevao ou dos
empilhadores
AT queimadura, corte
Desencravamento do fluxo dos cachos nos tapetes ou
separao dos cachos na grelha/mesa
AT queda, queimadura; AS
Deslocao e permanncia na grelha/mesa para
promover a separao dos cachos
AT queda, queimadura; AS; DP 44.02 (CI)
Man_C / S IV / R04 /2014-12-05
Pg. 20 / 24
MANUAL da Segurana e Sade no Trabalho
Incndio
AT queimadura, queda
Iluminao
AT tropeamento, queda, choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
Notas:
1)
No caso de acionamento eltrico de componentes/sistemas
3.4.8 Acabamento (Corte de gitos e alimentadores) (ferrosos)
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Ar comprimido
AT choque, corte.
Vibraes
AS; DP 44.02 (CI)
Rudo
Campos eletromagnticos(
AS; DP 42.01
1)
AS
Ambiente trmico
AT AS
Poeiras
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Postura
AS; DP 22.01, 23.01
Queda dos cachos da mesa, dos transportadores ou do
equipamento de elevao
AT queimadura, corte
Desencravamento do fluxo dos cachos
AT queda, queimadura; AS
Corte mecnico dos gitos e alimentadores
AT projeo de partculas, partes de componentes
Incndio
AT queimadura, queda
Iluminao
AT tropeamento, queda, choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
Notas:
1)
No caso de acionamento eltrico de componentes/sistemas
Man_C / S IV / R04 /2014-12-05
Pg. 21 / 24
MANUAL da Segurana e Sade no Trabalho
3.4.9 Acabamento (Rebarbagem, lixamento, polimento)
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Ar comprimido
AT choque, corte.
Componentes/rgos em rotao
AT corte, rasgamento
Rudo
AS; DP 42.01
Vibraes
AS; DP 44.01 (SMB)
Campos eletromagnticos
AS
Partculas em projeo
AT queimadura, corte
Poeiras
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT esmagamento; AS; DP 45.01
Postura
AS; DP 45.02, 45.03
Disposio do local de trabalho
AS; DP 45.01
Desagregao e projeo do disco de abraso/corte ou
ferramenta similar
AT corte, rasgamento
Incndio / Exploso
AT queimadura, queda
Ambiente trmico
AT AS
Iluminao
AT tropeamento, queda choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
3.4.10 Acabamento (Granalhagem)
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia eltrica
AT choque, electrocuo
Ar comprimido
AT choque, corte.
Componentes/rgos em rotao
AT corte, rasgamento
Rudo
AS; DP 42.01
Vibraes
AS; DP 44.01 (SMB)
Campos eletromagnticos
AS
Partculas em projeo
AT queimadura, corte
Poeiras
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT esmagamento; AS; DP 45.01
Postura
AS; DP 45.02, 45.03
Man_C / S IV / R04 /2014-12-05
Pg. 22 / 24
MANUAL da Segurana e Sade no Trabalho
Disposio do local de trabalho
AS; DP 45.01
Arranque inesperado do equipamento
AT corte, rasgamento
Desagregao e projeo da turbina, de componentes
ou de fundidos
AT corte, rasgamento
Projeo de granalha
AT corte, rasgamento
Incndio
AT queimadura, queda
Exploso
AT queimadura, queda
Ambiente trmico
AT AS
Iluminao
AT tropeamento, queda choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Circulao de viaturas (empilhadores, ps mecnicas)
AT choque, atropelamento
Arrumao geral, limpeza
AT tropeamento, queda; AS
3.4.11 Injeo
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia hidrulica
AT impacto, corte
Ar comprimido
AT impacto, corte.
Projeo de material em fuso
AT queimadura, choque
Rudo
AS; DP 42.01
Campos eletromagnticos
AS
Ambiente trmico
AT AS
Gases, fumos, aerossol
AS; DP 22.01, 23.01
Movimentao manual de cargas
AT corte; AS; DP 45.01
Postura
AS; DP 22.01, 23.01
Movimento inesperado da parte mvel da mquina de
injeo
AT esmagamento, corte, queimadura,
Fuga/projeo de banho metlico pela superfcie de
apartao ou outra
AT queimadura
Movimento inesperado dos ejetores
AT esmagamento, corte, queimadura
Falha dos sistemas de proteo da zona de injeo
AT queimadura, esmagamento
Iluminao
AT tropeamento, queda choque; AS; DP 41.04
Movimentao de materiais
AT choque
Contacto com peas e equipamentos de trabalho
AT abraso, corte, tropeamento
Man_C / S IV / R04 /2014-12-05
Pg. 23 / 24
MANUAL da Segurana e Sade no Trabalho
Arrumao geral, limpeza
AT tropeamento, queda; AS
3.5 Utilizao dos resultados do processo da gesto do risco
A apreciao do risco profissional na indstria da fundio deve revestir-se de um carcter
dinmico, significando este facto duas realidades: por um lado deve ser desenvolvida com a
participao dos trabalhadores pois estes conhecem pormenores operacionais, designadamente
limitaes dos equipamentos e das operaes individuais que raramente esto documentadas,
por outro lado o desenvolvimento da apreciao do risco e a reflexo sobre as decises da
aceitabilidade permitem o aprofundamento do conhecimento da natureza e demais caractersticas
do riscos identificados.
O conhecimento adquirido na apreciao do risco profissional permite desenvolver aes que
constituem instrumentos de melhoria da segurana e sade no trabalho:
- aes de informao e formao dos trabalhadores (requisito da L 102/2009);
- aes de consulta dos trabalhadores (requisito da L 102/2009);
- aes de inspeo e auditoria a equipamentos, atividades e processos.
Man_C / S IV / R04 /2014-12-05
Pg. 24 / 24
MANUAL da Segurana e Sade no Trabalho
SECO IV
ANEXOS
FICHAS DO RISCO
MANUAL da Segurana e Sade no Trabalho
1 FASE
PREPARAO DE CARGAS
2 ATIVIDADE
Preparao de cargas de fuso (ferrosos)
2.1 Descrio geral
Constituio da carga (lote de material) que vai ser abastecido ao alimentador do
forno de fuso. O principal volume provm do armazm das matrias-primas
metlicas (lingotes, chapa de ao retalhada, partes resultantes do abate ou fundidos
rejeitados). O material movimentado por pontes rolantes geralmente equipadas
com eletroman. Pode ocorrer a constituio de lotes previamente ao fornecimento
do alimentador do forno; neste caso existe um sistema de transporte (suspenso) de
contentores com o lote de material metlico.
PCRG_01 R00
2.2 Equipamentos de trabalho
Pontes rolantes, prticos com eletroman ou outro tipo de dispositivo de preenso. Pode existir um sistema
de transporte de contentores da zona de armazenagem para a zona da fuso.
O armazenamento feito em zonas cobertas.
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Cargas em elevao, descida e em
translao geralmente sobrelevadas em
rotao
Rudo
AT choque, esmagamento
AR03
AS; DP 42.01
AR04
Vibraes
AS; DP 44.02 (CI)
AR05
CEM
AS
AR06
Radiaes ionizantes
AS; DP 41.01
AR20
Poeiras
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Queda do material suspenso das pontes, AT esmagamento, corte
prticos ou dispositivos de preenso
Funcionamento inadequado do
AT esmagamento, corte
equipamento de elevao por falha de
componente ou por operao indevida
AR11
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
FR_PCRG_01 R00
3.2 Designao do risco
AR11
4 APRECIAO
DO RISCO
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Ambiente trmico
AT AS
AR 17
Iluminao
AT tropeamento, queda choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
ps mecnicas)
Arrumao geral, limpeza
Notas:
FR_PCRG_01 R00
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
FUSO
2 ATIVIDADE
Fuso de cargas (ferrosos)
2.1 Descrio geral
Fuso da carga alimentada ao forno at se constituir um banho metlico com
composio, temperatura e volume adequados aos fundidos a obter.
A operao realizada em fornos eltricos de induo ou de arco.
A carga fornecida ao forno por caleiras vibratrias que fazem parte da seco de
fuso ou diretamente a partir de equipamentos de elevao e transporte de cargas
metlicas.
O acerto da composio qumica dos banhos realizado por dosagem automtica
ou manual de ferro ligas. Nos casos de dosagem manual existe uma zona de
armazenagem de ferro ligas e outros componentes e sistema de pesagem.
So realizadas atividades manuais para remoo da escria sobrenadante dos
banhos, medio de temperatura com cana piromtrica e retirada de amostras para
controlo da composio qumica do banho.
FS_01 R01
2.2 Equipamentos de trabalho
Forno de induo ou forno de arco. Os fornos podem estar equipados com sistema de extrao de gases,
fumos, poeiras.
Caleiras vibratrias.
Pontes rolantes, prticos.
Ps e ferramentas para remoo de escria; retirada de amostras do banho; medio da temperatura do
banho (cana piromtrica).
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Rudo
AS; DP 42.01
AR04
Vibraes
AS; DP 44.02 (CI)
AR05
CEM
AS
AR06
Projeo de material em fuso
AT queimadura, choque, esmagamento
AR03
Gases, poeiras e fumos
AS; DP 22.01, 23.01
AR08
Radiao tica IV, UV
AS; DP 41.02, 41.03
AR20
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Postura
AS; DP 22.01, 23.01
AR09
FR_FS_01 R01
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Queda do material suspenso das pontes,
prticos ou dispositivos de preenso
Queda da carga da caleira quando vibra
para alimentao do forno
Projeo de banho ou peas em
processo de fuso devido a introduo de
gua/lquidos
Exploso do forno por introduo de
quantidade significativa de gua/lquido
no banho
Incndio
AT esmagamento, corte
AR11
AT esmagamento, corte
AR11
AT queimadura, choque
AR11
AT queimadura, esmagamento,
seccionamento
AR21
AT queimadura, queda
AR12
Ambiente trmico
AT AS
AR 17
Iluminao
AT tropeamento, queda choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
1)
ps mecnicas)
Arrumao geral, limpeza
Notas:
1)
Essencialmente na zona de vazamento / transvase do banho dos fornos
FR_FS_01 R01
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
2 ATIVIDADE
2.1 Descrio geral
MOLDAO
MLD_01 R00
Obteno das meias moldaes (superior e inferior) por enchimento das caixas de
moldao com areia preenchendo os espaos entre o modelo e a caixa e volta
dos machos de fundio.
A operao pode ser manual ou realizada em linhas automticas / semiautomticas.
As meias caixas de moldao so preenchidas com areia dispensada por
alimentadores de areia. A areia compactada por vibrao do conjunto da meia
caixa e/ou por calcao com ferramentas dedicadas (calcadores/martelos
calcadores).
2.2 Equipamentos de trabalho
Sistema de moldao (conjunto semi automticos ou automticos)
Alimentadores de areia.
Compactadores de areia.
Equipamento de elevao, tipicamente uma ponte rolante, e/ou empilhador.
Tapete transportador.
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Ar comprimido
AT choque, corte.
AR02
Vibraes
AS; DP 44.01 (SMB)
AR05
Rudo
AS; DP 42.01
AR04
CEM
AS
AR06
Poeiras
AS; DP 22.01, 23.01
AR08
Ambiente trmico
AT AS
AR17
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Postura
AS; DP 22.01, 23.01
AR09
1)
R_MLD_01 R00
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Queda das caixas de moldao
AT corte, choque
AR11
Entupimento das condutas de dispensa
da areia
Movimentao (incluindo a rotao) das
meias moldaes
Incndio
AT corte, abraso
AR11
AT corte
AR11
AT queimadura, queda
AR12
Iluminao
AT tropeamento, queda, choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
ps mecnicas)
Arrumao geral, limpeza
Notas:
1)
No caso de acionamento eltrico de componentes/sistemas
R_MLD_01 R00
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
VAZAMENTO
2 ATIVIDADE
Vazamento do banho metlico nas moldaes (ferrosos)
2.1 Descrio geral
O banho metlico contido na colher, suspensa de uma ponte rolante, vertido para
cada moldao atravs da respetiva bacia de vazamento. Para o efeito a colher
suspensa rodada de modo a que o banho flua. Seguidamente a colher rodada
para a sua posio vertical para, mediante um movimento de translao, avanar
at prxima moldao e repetir o ciclo de vazamento.
O movimento de rotao da colher obtido por acionamento manual atravs de um
volante ou por acionamento eltrico.
As colheres para alm do tipo descrito (tipo bica) podem proporcionar o fluxo do
banho pelo fundo.
VAZ_01 R00
2.2 Equipamentos de trabalho
Colher (2 tipos identificados), dotada de um modo de acionamento (manual ou eltrico).
Equipamento de elevao, tipicamente uma ponte rolante. Sistema de suspenso da carga que inclui o
gancho de carga.
3 IDENTIFICAO DO RISCO
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Projeo de material em fuso
AT queimadura, choque, esmagamento
AR03
Rudo
AS; DP 42.01
AR04
CEM
AS
AR06
Radiao tica IV, UV
AS; DP 41.02, 41.03
AR20
Ambiente trmico
AT AS
AR17
Gases, poeiras e fumos
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Postura
AS; DP 22.01, 23.01
AR09
3.1 Fontes do risco (perigos)
1)
1)
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
FR_VAZ_01 R00
4 APRECIAO
DO RISCO
3.2 Designao do risco
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Queda da colher suspensa do
equipamento de elevao
Quantidade excessiva de banho vazado
AT queimadura, esmagamento, corte
AR11
AT queimadura
AR11
Falha do refratrio da colher
AT queimadura
AR11
Falha da estrutura da colher
AT queimadura, esmagamento
AR11
Incndio
AT queimadura, queda
AR12
Iluminao
AT tropeamento, queda choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
2)
ps mecnicas)
Arrumao geral, limpeza
Notas:
1)
No caso de acionamento eltrico da colher
2)
Essencialmente na zona de vazamento / transvase do banho dos fornos
FR_VAZ_01 R00
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
2 ATIVIDADE
2.1 Descrio geral
INJEO
INJ_01 R00
Introduo do banho metlico na moldao metlica montada na mquina de
injeo (no ferrosos)
O banho metlico alimentado a partir de um forno de manuteno diretamente ou
por uma colher (em mquinas de cmara fria como a representada nas figuras). O
banho metlico depois introduzido sob presso no molde metlico onde deixado
arrefecer. Aps arrefecimento a parte mvel do molde recua deixando espao para
a extrao da pea que comea por ser feita pelos extratores existentes no prprio
molde e concluda pelo operador da mquina ou por um robot. Aps extrao da
pea o molde pulverizado com um produto desmoldante que promove tambm o
seu arrefecimento aps o que o molde fechado por deslocao da sua meia parte
mvel ficando pronta para receo de banho metlico e assim um novo ciclo de
injeo. O ciclo da mquina comandado automaticamente ou pelo operador a
partir do quadro de comando.
2.2 Equipamentos de trabalho
Mquina de injeo (de cmara fria). Forno de manuteno do banho metlico. Colher que transporte o
banho metlico do forno de manuteno at ao ponto de vazamento na mquina de injeo.
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Energia hidrulica
AT impacto, corte
AR01
Projeo de material em fuso
AT queimadura, choque, esmagamento
AR03
Rudo
AS; DP 42.01
AR04
Campos eletromagnticos
AS
AR06
Ambiente trmico
AT AS
AR17
Gases, fumos, aerossol
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Postura
AS; DP 22.01, 23.01
AR09
FR_INJ_01 R00
MANUAL da Segurana e Sade no Trabalho
Movimento inesperado da parte mvel da AT esmagamento, corte, queimadura,
mquina de injeo
Fuga/projeo de banho metlico pela
AT queimadura
superfcie de apartao ou outra
Movimento inesperado dos ejetores
AT esmagamento, corte, queimadura
Falha dos sistemas de proteo da zona
de injeo
Incndio
AR11
AR11
AR11
AT queimadura, esmagamento
AR11
AT queimadura, queda
AR12
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Iluminao
AT tropeamento, queda choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Arrumao geral, limpeza
Notas:
FR_INJ_01 R00
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
ABATE
2 ATIVIDADE
Obteno do cacho (bruto de fundio) aps arrefecimento na moldao por
remoo das caixas de moldao e da areia de moldao (ferrosos)
2.1 Descrio geral
ABT_01 R01
Aps arrefecimento do banho vazado nas moldaes e remoo das caixas de
moldao a areia que no se destaca removida por vibrao do cacho envolto em
areia numa grelha/mesa vibratria.
O cacho segue para o acabamento (granalhagem).
A areia resultante de todo o processo recolhida no sistema de recuperao de
areias para processamento e posterior incluso no sistema de preparao de
areias.
Nos sistemas que integram sistema de ventilao as poeiras so captadas em filtros
de mangas e recolhidas em reservatrios ou sacos para posterior remoo.
2.2 Equipamentos de trabalho
Grelha/mesa vibratria. As grelhas/mesas integram, geralmente, um conjunto equipado com sistema de
extrao de poeiras.
Marreta para destaque de rebarbas ou partes parcialmente destacadas.
Tapete transportador para alimentao dos conjuntos vazados e remoo dos cachos.
Tapete transportador do sistema de recolha das areias de moldao.
Equipamento de elevao, tipicamente uma ponte rolante ou empilhador.
Varas para separao de cachos entrelaados.
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Ar comprimido
AT choque, corte.
AR02
Vibraes
AS; DP 44.02 (CI)
AR05
Rudo
AS; DP 42.01
AR04
CEM
AS
AR06
Ambiente trmico
AT AS
AR17
Poeiras
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Postura
AS; DP 22.01, 23.01
AR09
1)
R_ABT_01 R01
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Queda dos conjuntos fundidos da
grelha/mesa, dos transportadores, do
equipamento de elevao ou dos
empilhadores
Desencravamento do fluxo dos cachos
nos tapetes ou separao dos cachos na
grelha/mesa
Deslocao e permanncia na
grelha/mesa para promover a separao
dos cachos
Incndio
AT queimadura, corte
AR11
AT queda, queimadura; AS
AR11
AT queda, queimadura; AS; DP 44.02 (CI)
AR11
AR05
AT queimadura, queda
AR12
Iluminao
AT tropeamento, queda, choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
ps mecnicas)
Arrumao geral, limpeza
Notas:
1)
No caso de acionamento eltrico de componentes/sistemas
R_ABT_01 R01
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
ACABAMENTO
2 ATIVIDADE
Rebarbagem; Lixamento, Polimento
2.1 Descrio geral
Limpeza e enformao da superfcie de peas fundidas (ligas ferrosas ou noferrosas) com remoo de material por abraso ou arranque de apara.
A operao realizada com as peas sobre bancadas, cavaletes ou assentes no
cho, dependendo das dimenses da pea a tratar.
ACAB_01 R00
2.2 Equipamentos de trabalho
Rebarbadora, rebolo, m fixa ou mvel. Martelo cinzelador para o caso de corte por arranque de apara.
Os equipamentos so dotados de elementos de abraso na forma de discos, cones ou cilindros. So cinzis
no caso dos martelos cinzeladores.
O acionamento pode ser eltrico ou pneumtico (este utilizado em exclusividade no caso dos martelos
cinzeladores).
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Ar comprimido
AT choque, corte.
AR02
Componentes/rgos em rotao
AT corte, rasgamento
AR03
Rudo
AS; DP 42.01
AR04
Vibraes
AS; DP 44.01 (SMB)
AR05
CEM
AS
AR06
Partculas em projeo
AT queimadura, corte
AR07
Poeiras
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT esmagamento; AS; DP 45.01
AR09
Postura
AS; DP 45.02, 45.03
AR10
Disposio do local de trabalho
AS; DP 45.01
Desagregao e projeo do disco de
abraso/corte ou ferramenta similar
Incndio / Exploso
AT corte, rasgamento
AR11
AT queimadura, queda
AR12
FR_ACAB_01 R00
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Ambiente trmico
AT AS
AR 17
Iluminao
AT tropeamento, queda choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
ps mecnicas)
Arrumao geral, limpeza
Notas:
FR_ACAB_01 R00
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
ACABAMENTO
2 ATIVIDADE
Obteno do fundido por corte dos gitos e dos alimentadores do cacho (ferrosos)
2.1 Descrio geral
Aps a granalhagem os gitos e os alimentadores so removidos por corte mecnico
ou por choque. O corte realizado com expansores ou tesouras de acionamento
hidrulico. O choque realizado com recurso a marretas.
O fundido assim obtido segue para outras operaes de acabamento ou para
controlo da qualidade.
Os gitos e os alimentadores so recolhidos em contentores metlicos e
transportados para armazm para posterior incorporao na preparao de cargas.
ACAB_03 R00
2.2 Equipamentos de trabalho
Expansores e tesouras mecnicas para corte de metal.
Marreta para destaque de alimentadores ou gitos.
Tapete transportador para alimentao dos cachos e remoo dos fundidos.
Equipamento de elevao, tipicamente uma ponte rolante.
Empilhadores.
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Ar comprimido
AT choque, corte.
AR02
Vibraes
AS; DP 44.02 (CI)
AR05
Rudo
AS; DP 42.01
AR04
CEM
AS
AR06
Ambiente trmico
AT AS
AR17
Poeiras
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT corte; AS; DP 45.01
AR09
Postura
AS; DP 22.01, 23.01
AR09
1)
R_ACAB_03 R00
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Queda dos cachos da mesa, dos
transportadores ou do equipamento de
elevao
Desencravamento do fluxo dos cachos
AT queimadura, corte
AR11
AT queda, queimadura; AS
AR11
Corte mecnico dos gitos e
alimentadores
Incndio
AT projeo de partculas, partes de
componentes
AT queimadura, queda
AR11
Iluminao
AT tropeamento, queda, choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
ps mecnicas)
Arrumao geral, limpeza
Notas:
1)
No caso de acionamento eltrico de componentes/sistemas
R_ACAB_03 R00
AR12
AR14
MANUAL da Segurana e Sade no Trabalho
1 FASE
ACABAMENTO
2 ATIVIDADE
Granalhagem
2.1 Descrio geral
Limpeza superficial dos fundidos pelo efeito do impacto de material abrasivo
(granalha) na forma de granulado projetado sobre o fundido.
A operao realizada em instalao dedicada num equipamento fechado para o
qual os fundidos so abastecidos geralmente montados em cabides e retirados
aps a operao concluda. A operao pode ocorrer em equipamentos pequenos
com alimentao manual e tratamento fundido a fundido ou em pequenos
conjuntos.
ACAB_02 R00
2.2 Equipamentos de trabalho
Equipamento de granalhagem constitudo por cmara de granalhagem e por um sistema de transporte dos
fundidos, geralmente suspensos de cabides, que permite a entrada e sada das peas em contnuo.
O equipamento pode ser assistido por tapetes transportadores que permitem o abastecimento e a remoo
dos fundidos j limpos.
3 IDENTIFICAO DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
4 APRECIAO
DO RISCO
Energia eltrica
AT choque, electrocuo
AR01
Ar comprimido
AT choque, corte.
AR02
Componentes/rgos em rotao
AT corte, rasgamento
AR03
Rudo
AS; DP 42.01
AR04
Vibraes
AS; DP 44.01 (SMB)
AR05
CEM
AS
AR06
Partculas em projeo
AT queimadura, corte
AR07
Poeiras
AS; DP 22.01, 23.01
AR08
Movimentao manual de cargas
AT esmagamento; AS; DP 45.01
AR09
Postura
AS; DP 45.02, 45.03
AR10
Disposio do local de trabalho
AS; DP 45.01
Arranque inesperado do equipamento
AT corte, rasgamento
AR11
Desagregao e projeo da turbina, de
componentes ou de fundidos
AT corte, rasgamento
AR11
FR_ACAB_02 R00
MANUAL da Segurana e Sade no Trabalho
3 IDENTIFICAO DO RISCO
4 APRECIAO
DO RISCO
3.1 Fontes do risco (perigos)
3.2 Designao do risco
Projeo de granalha
AT corte, rasgamento
AR11
Incndio
AT queimadura, queda
AR12
Exploso
AT queimadura, queda
AR19
Ambiente trmico
AT AS
AR17
Iluminao
AT tropeamento, queda choque; AS;
DP 41.04
AT choque
AR13
AT abraso, corte, tropeamento
AR15
AT choque, atropelamento
AR16
AT tropeamento, queda; AS
AR18
Movimentao de materiais
Contacto com peas e equipamentos de
trabalho
Circulao de viaturas (empilhadores,
ps mecnicas)
Arrumao geral, limpeza
Notas:
FR_ACAB_02 R00
AR14
MANUAL da Segurana e Sade no Trabalho
SECO IV
ANEXOS
FICHAS DA APRECIAO DO RISCO
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR01
R00
Acidente de trabalho associado utilizao de energia eltrica
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
RGSHTEI; RGSTECES
DL 226/2005; Prt 949-A/2006
DL 6/2008; Dir 2006/95/CE
1.2 Normativo
1-
1.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento normativo muito diversificado de acordo com os elementos (produtos) que integram a rede de
distribuio de energia eltrica e com os produtos consumidores da energia;
2- O critrio do risco aplicvel aos riscos associados ao funcionamento do equipamento na instalao fabril poder ser
o que integra a metodologia do mtodo de anlise / avaliao do risco selecionado pela empresa (genericamente
identificado por mtodo da matriz);
3- O critrio do risco aplicvel tambm poder ser constitudo por um ou mais dos ndices estatsticos.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 226/2005; Prt 949-A/2006
DL 6/2008; Dir 2006/95/CE
2.2 Normativo
EN ISO 12100
2.2.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
baixa tenso e/ou
compatibilidade eletromagntica
e/ou equipamentos de trabalho
Rede de distribuio de acordo
com o regulamento das
instalaes eltricas de baixa
tenso
3.1.2 Proteo coletiva
Ao do Tcnico Responsvel
pela Explorao das
Instalaes Eltricas
Rede de distribuio de energia
eltrica de acordo com o projeto
aprovado
Utilizao dos equipamentos
nas gamas definidas pelo
produtor
Formao dos utilizadores
FAR01 R00
3.2 Ao a desenvolver
Selecionar e especificar o equipamento em conformidade com o
DL 6/2008 (Dir 2006/95/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005 (para os equipamentos
consumidores de energia eltrica).
Projetar, construir e comissionar a rede de distribuio de energia de
acordo com as regras tcnicas aplicveis.
Assegurar a realizao das verificaes e ensaios previstos para controlo
pelo Tcnico Responsvel pela Explorao das Instalaes Eltricas
(com elaborao de relatrio).
Utilizar o rede de distribuio da energia eltrica de acordo com as bases
do projeto.
Utilizar os equipamento consumidores de energia eltrica de acordo com
as informaes do produtor, contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
Proporcionar formao especfica relativa a:
funcionamento das redes de distribuio da energia eltrica e
respetivos meios de proteo incorporados;
utilizao dos equipamentos consumidores de energia eltrica.
MANUAL da Segurana e Sade no Trabalho
Sinalizao da segurana e/ou
sade
Manuteno da rede de
distribuio de energia eltrica
dos equipamentos utilizadores
A formao deve ser ministrada no incio do desempenho da funo
associada atividade que utiliza a energia eltrica e periodicamente.
Sinalizar os produtos ou reas com riscos de electrocuo ou com
obrigatoriedade da utilizao de EPI
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Notas:
1) Dever ser analisada a necessidade de implementao de procedimentos de autorizao de trabalho para
realizao de algumas intervenes especficas
2) No caso de utilizao de prestadores de servios dever ser:
prevista a qualificao prvia do prestador, do ponto de vista da SST;
dado conhecimento dos riscos associados interveno a realizar, incluindo os riscos associados ao ambiente
de trabalho e s atividades das zonas circundantes rea de interveno.
3.1.3 Administrativo
-
3.1.4 Equipamento de proteo individual (EPI)
Luvas de proteo
EN 420; EN 388
Notas:
1) Outros EPI a definir, de acordo com a apreciao do risco a realizar no mbito da preparao dos trabalhos a
realizar.
FAR01 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR02
R00
Acidente de trabalho associado utilizao de ar comprimido
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
RGSHTEI
DL 103/2008; Dir 2006/42/CE
DL 211/99; Dir 97/23/CE
DL 90/2010; Dir 2009/105/CE
1.2 Normativo
EN ISO 12100
1.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento normativo no especfico para o tipo de mquina em anlise;
2- O critrio do risco aplicvel aos riscos associados ao funcionamento do equipamento na instalao fabril poder ser
o que integra a metodologia do mtodo de anlise / avaliao do risco selecionado pela empresa (genericamente
identificado por mtodo da matriz);
3- O critrio do risco aplicvel tambm poder ser constitudo por um ou mais dos ndices estatsticos.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
DL 211/99; Dir 97/23/CE
DL 90/2010; Dir 2009/105/CE
2.2 Normativo
EN ISO 12100
2.2.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
mquinas e/ou compatibilidade
eletromagntica e/ou
equipamentos de trabalho e/ou
equipamentos sob presso e/ou
equipamentos sob presso
simples
3.2 Ao a desenvolver
Selecionar e especificar o equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE); DL 325/2007 (Dir 2004/108/CE); DL
211/998 (Dir 97/23/CE) ou DL 90/2010 (Dir 2009/105/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Notas:
1- Considera-se o sistema constitudo por: compressor, arrefecedor intermdio, arrefecedor final, tubagens e
reservatrio de armazenagem;
2- Os arrefecedores finais so tipicamente equipamentos sob presso como os reservatrios de ar e as tubagens de
interligao e de distribuio.
3.1.2 Proteo coletiva
Localizao da instalao de
produo de ar comprimido fora
dos locais de trabalho, em
sala/edifcio dedicado e com
caractersticas de isolamento
acstico e de vibraes e
utilizao nas gamas definidas
pelo produtor.
Utilizao dos equipamentos
nas gamas definidas pelo
produtor.
FAR02 R00
Utilizar o equipamento produtor de ar comprimido de acordo com as
informaes do produtor, contidas no(s) Manual(ais) do equipamento e
verificar as caractersticas de controlo no arranque e durante o
funcionamento da unidade.
Utilizar os equipamento consumidores de ar comprimido de acordo com
as informaes do produtor, contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
MANUAL da Segurana e Sade no Trabalho
Formao dos operadores e
dos utilizadores
Sinalizao da segurana e/ou
sade
Manuteno dos equipamentos
que integram a unidade de ar
comprimido
Proporcionar formao especfica relativa a:
operao das unidades de ar comprimido;
utilizao de ar comprimido em equipamentos fabris.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade que utiliza ar comprimido e periodicamente.
Sinalizar a obrigatoriedade de utilizao de EPI (proteo auditiva) para
os operadores que entrem na instalao de produo.
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Notas:
1) Estabelecer a proibio absoluta de utilizar o ar comprimido para limpeza da instalao, de equipamentos e,
sobretudo, do fato de trabalho,
2) A utilizao de ar comprimido para efeitos de limpeza s possvel com acessrios especficos concebidos para
caudais de baixa presso
3.1.3 Administrativo
-
3.1.4 Equipamento de proteo individual (EPI)
Proteo auditiva
Protetores auditivos de acordo com EN 352
Notas:
1) Obrigatrio na sala da unidade produtora de ar comprimido
FAR02 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR04
R00
Afeo da sade / doena profissional associada exposio ao rudo
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 182/2006; Dir 2003/10/CE
DR 76/2007;
REC 2003/670/CEE
RGSHTEI
RGSTECES
1.2 Normativo
ISO 1999
1.3 Outros
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento legislativo inclui critrio do risco para cada um dos tipos de exposio pessoal diria/semanal e
presso sonora de pico.
2- Outros critrios do risco: por exemplo, ACGIH e respetiva Documentao dos TLV.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
DL 182/2006; Dir 2003/10/CE
2.2 Normativo
ISO 1999
2.2.3 Outros
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
mquinas e/ou compatibilidade
eletromagntica e/ou
equipamentos de trabalho
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o DL
103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Disposio (layout) das zonas
Adotar uma disposio das zonas fabris, de circulao e de
fabris que permita segregar as armazenagem que contribuam para a separao de reas de ocorrncia
zonas ruidosas, compatvel com de nveis de rudo inaceitveis
os requisitos processuais
Notas:
1 Proceder realizao de conceo/projeto acstico, designadamente em instalaes novas.
3.1.2 Proteo coletiva
Utilizao dos equipamentos
nas gamas definidas pelo
produtor, tendo em ateno as
condies operativas
Sinalizao da segurana e/ou
sade
Formao dos trabalhadores
expostos
Manuteno do equipamento
FAR04 R00
Utilizar os equipamento de acordo com as informaes do produtor,
contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
Sinalizar a ocorrncia de zonas em que obrigatrio utilizar equipamento
de proteo individual contra o rudo
Proporcionar formao especfica sobre rudo (natureza, riscos) em
funo do nvel do risco da exposio e dos resultados do controlo
mdico.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
MANUAL da Segurana e Sade no Trabalho
3.1.3 Administrativo
Diminuio do tempo de
exposio ao rudo, compatvel
com a atividade
Limitar o nmero de horas de trabalho dirio da exposio ao rudo para
assegurar um nvel do risco aceitvel por:
rotao entre atividades com e sem exposio ao rudo;
rotao entre atividades com diferentes nveis de exposio ao rudo.
3.1.4 Equipamento de proteo individual (EPI)
Protetores auriculares
Selecionar e especificar o EPI aplicvel, de acordo com a natureza e tipo
de exposio (EN 352).
Notas:-
FAR04 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR05
R00
Afeo da sade / doena profissional associada exposio a vibraes mecnicas
(Sistema mo-brao SMB e corpo inteiro - CI)
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 46/2006; Dir 2002/44/CE
DR 76/2007;
REC 2003/670/CEE
RGSHTEI
RGSTECES
1.2 Normativo
ISO 5349-1 (SMB)
ISO 5349-2 (SMB)
ISO 2631-1 (CI)
1.3 Outros
Linhas de orientao para aplicao da
Dir 2002/44/CE
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento legislativo inclui um critrio do risco para cada um dos tipos de exposio SMB e CI.
2- Outros critrios do risco: por exemplo, ACGIH e respetiva Documentao dos TLV.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
DL 46/2006; Dir 2002/44
2.2 Normativo
ISO 5349-1
ISO 2631-1
2.2.3 Outros
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
mquinas e/ou compatibilidade
eletromagntica e/ou
equipamentos de trabalho
Discos ou outros consumveis
abrasivos recomendados pelo
produtor
3.1.2 Proteo coletiva
Utilizao dos equipamentos e
outros consumveis nas gamas
definidas pelo produtor, tendo
em ateno o material a
processar
Montagem adequada dos
discos no equipamento
Manuteno do equipamento
Formao dos trabalhadores
expostos
FAR05 R00
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o DL
103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Selecionar e especificar os discos e outros consumveis em conformidade
com as recomendaes do produtor ou da BS 4481 (ou similar).
Utilizar o equipamento e os consumveis de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
Proceder substituio dos discos e outros consumveis, de acordo com
as informaes do produtor, contidas no(s) Manual(ais) do equipamento,
incluindo a utilizao das ferramentas aconselhadas.
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Proporcionar formao especfica sobre VM (natureza, riscos e
equipamento) em funo do nvel do risco da exposio e dos resultados
do controlo mdico.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
MANUAL da Segurana e Sade no Trabalho
3.1.3 Administrativo
Diminuio do tempo de
exposio s VM, compatvel
com a atividade
Limitar o nmero de horas de trabalho dirio com o equipamento produtor
de VM para assegurar um nvel do risco aceitvel por:
rotao entre atividades com e sem exposio a VM;
rotao entre atividades com diferentes nveis de exposio a VM.
3.1.4 Equipamento de proteo individual (EPI)
Notas:
1) No so conhecidos EPI eficazes
FAR05 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR06
R00
Afeo da sade associada exposio a agentes fsicos campos eletromagnticos (CEM)
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
Dir 2004/40/CE; 2008/46/CE
1.2 Normativo
EN 50413
EN 50499
1.3 Outros
Linhas de orientao para aplicao da
Dir 2004/40/CE.
Objetivos da empresa (se aplicvel).
Notas:
1- O enquadramento legislativo (diretiva) inclui critrios do risco aplicveis para diferentes bandas do espetro
eletromagntico, na forma de valores limite de exposio;
2- Existem critrios do risco aplicveis no mbito da sade pblica (rea ambiente) aplicveis exposio profissional;
3- Outros critrios do risco: por exemplo, ACGIH e respetiva Documentao dos TLV.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
Dir 2004/40/CE
2.2 Normativo
EN 50413
EN 50499
2.3 Outros
Notas:
1- A anlise do risco e a estratgia de medio so dependentes da natureza da radiao, caracterizada
essencialmente pela respetiva frequncia.
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em conformidade
com as diretivas mquinas e/ou
compatibilidade eletromagntica
e/ou equipamentos de trabalho
3.1.2 Proteo coletiva
Utilizao dos equipamentos nas
gamas definidas pelo produtor,
tendo em ateno as condies
operativas
Sinalizao da segurana e/ou
sade
Formao dos trabalhadores
expostos
Manuteno do equipamento
3.1.3 Administrativo
Diminuio do tempo de
exposio ao CEM em
considerao, compatvel com a
atividade
FAR06 R00
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Utilizar o equipamento de acordo com as informaes do produtor,
contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes
do incio do turno de trabalho.
Sinalizar a existncia de campos eletromagnticos e/ou a restrio da
presena de pessoas com implantes suscetveis a interferncias.
Proporcionar formao especfica sobre o(s) CEM (natureza, riscos e
equipamento) em funo do nvel do risco da exposio e dos
resultados do controlo mdico.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Proceder verificao, inspeo e ensaio de acordo com as
informaes do produtor, contidas no(s) Manual(ais) do equipamento.
Limitar o nmero de horas de trabalho de exposio ao CEM em
considerao para assegurar um nvel do risco aceitvel por:
rotao entre atividades com e sem exposio ao CEM;
rotao entre atividades com diferentes nveis de exposio ao CEM.
MANUAL da Segurana e Sade no Trabalho
3.1.4 Equipamento de proteo individual (EPI)
Luvas, fatos de trabalho
Selecionar e especificar o(s) EPI(s) aplicvel(is) de acordo com o tipo
de CEM
Nota:
Os EPI devem ser verificados relativamente s caractersticas que atuam na proteo do efeito indesejado (funo da
frequncia do CEM).
FAR06 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR08
R00
Afeo da sade / doena profissional associada exposio a agentes qumicos
1 CONTEXTO
1.1 Legislativo
1.2 Normativo
Agentes qumicos - geral
L 102/2009; Dir 89/391/CEE
EN 1540
DL 24/2012; Dir 98/24/CE
EN 689
Dir 2000/39/CE; Dir 2009/161/UE EN 481
REG 453/2010
NP 1796
DR 76/2007; REC 2003/670/CEE
RGSHTEI
RGSTECES
Agentes cancergenos ou mutagnicos
DL 301/2000; Dir 2004/37/CE
Idem
Amianto
DL 266/2007; Dir 2009/148/CE
Idem
1.3 Outros
Linhas de orientao para aplicao da
Dir 98/24/CE.
Acordo slica cristalina (SDA) e Manual
associado.
Objetivos da empresa (se aplicvel).
Objetivos da empresa (se aplicvel).
Objetivos da empresa (se aplicvel).
Notas:
1- O enquadramento legislativo inclui critrios do risco para diversos agentes qumicos (ligeiramente acima de 100
agentes), na forma de valores limite de exposio (obrigatrios e indicativos);
2- A NP 1796 contm critrios do risco para mais de 600 agentes qumicos, adotados dos TLV da ACGIH e referentes a
um ano identificado; os valores VLE da NP 1796 devem ser utilizados em conjuno com a Documentao dos TLV;
3- Outros critrios do risco: por exemplo, ACGIH e respetiva Documentao dos TLV.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
DL 24/2012; Dir 98/24/CE
Dir 2000/39/CE; Dir 2009/161/UE
2.2 Normativo
EN 689
EN 481
NP 1796
2.3 Outros
Acordo slica cristalina (SDA) e Manual
associado.
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em conformidade
com as diretivas mquinas e/ou
compatibilidade eletromagntica
e/ou equipamentos de trabalho
Sistemas de ventilao (geral,
local) em conformidade com as
diretivas mquinas e/ou
equipamentos de trabalho
3.1.2 Proteo coletiva
Utilizao dos equipamentos e
dos consumveis nas gamas
definidas pelo produtor, tendo em
ateno as condies operativas
Manuteno das embalagens que
contm a substncias/agente
fechadas e com a menor
quantidade possvel da
FAR08 R00
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Selecionar e especificar os sistemas de ventilao em conformidade
com requisitos rastreveis, especficos para o(s) agente(s) que se
pretende(m) controlar.
Utilizar o equipamento e os consumveis de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes
do incio do turno de trabalho.
Assegurar que as embalagens esto rotuladas de acordo com os
requisitos aplicveis e que so mantidas fechadas a no ser pelo tempo
necessrio utilizao e/ou transvase.
MANUAL da Segurana e Sade no Trabalho
substncia/agente
Ficha de dados de segurana
disponvel e com contedo
conhecido
Sinalizao da segurana e/ou
sade
Formao dos trabalhadores
expostos
Manuteno do equipamento
3.1.3 Administrativo
Diminuio do tempo de
exposio ao agente em
considerao, compatvel com a
atividade
Assegurar a disponibilidade da FDS, atualizada, no local de
utilizao/presena do agente.
Assegurar que a FDS conhecida pelo operador e foi aprovada no
mbito do processo de aprovisionamento.
Sinalizao de obrigatoriedade de utilizao de EPI (luvas, mscara,
culos de proteo), conforme aplicvel.
Proporcionar formao especfica sobre o(s) agente(s) (natureza, riscos
e equipamento) em funo do nvel do risco da exposio e dos
resultados do controlo mdico.
A formao inclui a anlise das FDS associadas s atividades
desenvolvidas, bem como todos os tipos de tratamento do risco.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Proceder verificao, inspeo e ensaio de acordo com as
informaes do produtor, contidas no Manual(ais) do equipamento.
Limitar o nmero de horas de trabalho de exposio ao agente em
considerao para assegurar um nvel do risco aceitvel por:
rotao entre atividades com e sem exposio ao agente;
rotao entre atividades com diferentes nveis de exposio ao
agente.
3.1.4 Equipamento de proteo individual (EPI)
Luvas, mscara, culos de
Selecionar e especificar o(s) EPI(s) aplicvel(is) de acordo com o tipo
proteo
de agente, a forma de apresentao, o processo tecnolgico e o nvel
de exposio (conforme aplicvel).
Genericamente:
Luvas: EN 374
Mscaras (meias mscaras e quartos de mscara): EN 140
culos de proteo: EN 166
Notas:-
FAR08 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR09
R00
Afeo da sade / doena profissional associada movimentao manual de cargas
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 330/93; Dir 90/269/CEE
RGSHTEI
RGSTECES
1.2 Normativo
1.3 Outros
Objetivos da empresa (se aplicvel).
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
2.2 Normativo
2.3 Outros
L 102/2009; Dir 89/391/CEE
DL 330/93; Dir 90/269/CEE
Nota:
1 O enquadramento legislativo inclui critrios do risco para a movimentao manual de cargas;
2 Outros critrios do risco: por exemplo, Guia NIOSH de movimentao manual de cargas.
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Locais de trabalho com
disposio ergonomicamente
adequada, incluindo os
contentores para armazenamento
temporrio e/ou transporte
Equipamentos de elevao e
transporte de carga especificados
e comissionados antes da entrada
em servio.
Equipamentos em conformidade
com as diretivas mquinas e/ou
compatibilidade eletromagntica
e/ou equipamentos de trabalho
3.1.2 Proteo coletiva
Locais de trabalho com condies
de movimentao adequadas
Formao dos trabalhadores
expostos
FAR09 R00
3.2 Ao a desenvolver
Conceber os locais de trabalho com as caractersticas ergonmicas
adequadas s atividades de MMC a desenvolver
Selecionar e especificar o sistema de elevao e de transporte de
cargas de modo a eliminar a movimentao manual ou assegurar
cargas dentro dos limites requeridos do DL 330/93.
Selecionar e especificar equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Manter os locais de trabalho com os espaos adequados para as
movimentaes e operao funcional dos equipamentos mecnicos.
Proporcionar formao especfica sobre a MMC (natureza, riscos) em
funo do nvel do risco da exposio e dos resultados do controlo
mdico.
A formao inclui a considerao dos equipamentos a utilizar, bem
como todos os tipos de tratamento do risco.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
MANUAL da Segurana e Sade no Trabalho
3.1.3 Administrativo
Diminuio do tempo de
execuo de MMC, compatvel
com a atividade
Limitar o nmero de horas de trabalho de MMC para assegurar um
nvel do risco aceitvel por:
rotao entre atividades com e sem MMC;
rotao entre atividades com diferentes nveis de exigncia de MMC.
3.1.4 Equipamento de proteo individual (EPI)
Notas:
FAR09 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR10
R00
Afeo da sade / doena profissional associada postura
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 349/93+Prt 988/93;
Dir 90/270/CEE
RGSHTEI
RGSTECES
1.2 Normativo
1.3 Outros
Objetivos da empresa (se aplicvel).
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
2.2 Normativo
2.3 Outros
L 102/2009; Dir 89/391/CEE
DL 349/93+Prt 988/93;
Dir 90/270/CEE
Nota:
1 O enquadramento legislativo inclui referncias associveis a critrios do risco para o caso de atividades com
equipamentos dotados de visor.
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Locais de trabalho com
disposio ergonomicamente
adequada para desenvolvimento
de atividades de p ou sentado
Assentos, apoios de tronco,
pegas, comandos com
especificao de caractersticas
ergonmicas.
3.2 Ao a desenvolver
Conceber os locais de trabalho com as caractersticas ergonmicas
adequadas s posturas associadas s atividades a desenvolver
(alturas, alcances, rotaes).
Selecionar e especificar produtos com caractersticas ergonmicas e
equipamentos que possibilitem uma interface com caractersticas
ergonmicas com os operadores / trabalhadores.
As caractersticas incluem aspetos biomtricos.
Notas:
1) O caso da movimentao manual de cargas tratado em FAR dedicada
3.1.2 Proteo coletiva
Locais de trabalho com condies Manter os locais de trabalho e os produtos associados com as
ergonmicas adequadas
caractersticas ergonmicas especificadas.
Formao dos trabalhadores
Proporcionar formao especfica sobre posturas de trabalho (natureza,
riscos) em funo da atividade e dos resultados do controlo mdico.
A formao inclui a considerao dos equipamentos a utilizar.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
3.1.3 Administrativo
Diminuio do tempo de
Limitar o nmero de horas de trabalho numa dada postura, por rotao
permanncia numa dada postura entre atividades, por exemplo de p e sentado.
3.1.4 Equipamento de proteo individual (EPI)
Notas:
FAR10 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR12
R00
Acidente de trabalho associado ocorrncia de incndio
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
RGSHTEI; RGSTECES
DL 220/2008; Prt 1532/2008
Desp 2074/2009
1.2 Normativo
-
1.3 Outros
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento legislativo define a metodologia de analise/avaliao do risco de incndio;
2 - O critrio do risco aplicvel tambm poder ser constitudo por um ou mais dos ndices estatsticos.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 220/2008; Prt 1532/2008
Desp 2074/2009
2.2 Normativo
-
2.2.3 Outros
Indicadores estatsticos (If, Ig, II)
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Anlise da tipologia do edifcio,
atividade e contedo das
instalaes
3.1.2 Proteo coletiva
Ao da estrutura associada
SCI
Utilizao dos equipamentos
nas gamas definidas pelo
produtor
Formao dos trabalhadores
3.2 Ao a desenvolver
Definir a Utilizao-tipo e a Categoria de risco em funo dos fatores de
risco.
Determinar a densidade de carga de incndio modificada.
Definir as Medidas de Autoproteo.
Implementar as Medidas de Autoproteo
Sinalizao da segurana e/ou
sade
Manuteno dos produtos e
sistemas associados SCI
Utilizar os equipamentos dos sistemas SCI de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento com carcter peridico.
Proporcionar formao especfica relativa a:
incndio e medidas de proteo associadas s atividades
desenvolvidas;
atuao em caso de ocorrncia de incndio no mbito das medidas de
autoproteo.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Sinalizar a proibio de fazer fogo, as vias de emergncia e a existncia e
natureza dos equipamentos associados SCI.
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
3.1.3 Administrativo
-
3.1.4 Equipamento de proteo individual (EPI)
Fato, calado, luvas, capacete Especificar de acordo com as caractersticas necessrias interveno
dos recursos humanos
Notas:
FAR12 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR13
R00
Afeo da sade / doena profissional associada s condies de iluminao
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 347/93; Prt 987/93;
Dir 89/654/CEE
RGSHTEI
RGSTECES
1.2 Normativo
ISO 8995-1
1.3 Outros
Objetivos da empresa (se aplicvel).
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
2.2 Normativo
ISO 8995-1
2.3 Outros
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Sistemas de iluminao com
requisitos de conceo e
instalao adequados aos locais
de trabalho, rastreveis e
comissionados antes da entrada
em servio.
3.1.2 Proteo coletiva
Locais de trabalho (contnuo ou
ocasional) incluindo armazns e
vias de circulao com condies
de iluminao dentro das gamas
especificadas na conceo
Formao dos trabalhadores
Manuteno do equipamento
3.2 Ao a desenvolver
Selecionar e especificar o sistema de iluminao de modo a satisfazer
os requisitos da ISO 8995-1 relativamente s reas de
trabalho/atividades previstas, incluindo as vias de circulao e as reas
de armazenagem intermdias e finais (expedio).
Manter as zonas fabris, de armazenagem e os corredores de circulao
de acordo com a conceo inicial de modo a assegurar as condies de
iluminao projetadas.
Integrar formao sobre iluminao na formao genrica da SST,
relativamente necessidade de manter condies adequadas de
limpeza e disponibilidade.
A formao poder ser especfica para atividades com requisitos
particulares de iluminao como o caso de alguns ensaios no
destrutivos no mbito do controlo da qualidade.
Proceder limpeza, verificao e inspeo dos rgos de iluminao
de modo a manter as caractersticas funcionais otimizadas.
3.1.3 Administrativo
3.1.4 Equipamento de proteo individual (EPI)
Notas:
FAR13 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR14
R00
Acidente de trabalho associado movimentao de materiais (equipamento de elevao)
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
RGSHTEI
1.2 Normativo
EN 15011
1.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento normativo inclui a enumerao dos riscos identificados e controlados (tratamento do risco
efetuado) no mbito da diretiva mquinas;
2 O enquadramento normativo depende do tipo de equipamento selecionado; o caso apresentado refere-se a pontes
rolantes;
3- O critrio do risco aplicvel aos outros riscos associados ao funcionamento do equipamento na instalao fabril
poder ser o que integra a metodologia do mtodo da anlise / avaliao do risco, selecionado pela empresa
(genericamente identificado por mtodo da matriz);
4- O critrio do risco aplicvel tambm poder ser constitudo por um ou mais dos ndices estatsticos.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
2.2 Normativo
EN 15011
2.2.3 Outros
Mtodo da matriz.
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
mquinas e/ou compatibilidade
eletromagntica e/ou
equipamentos de trabalho
3.1.2 Proteo coletiva
Utilizao dos equipamentos
nas gamas definidas pelo
produtor, tendo em ateno as
condies operativas
Sinalizao da segurana e/ou
sade
Formao dos operadores
Manuteno do equipamento
3.1.3 Administrativo
Rotao de atividades
FAR14 R00
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Utilizar os equipamento de acordo com as informaes do produtor,
contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
Sinalizar a ocorrncia de zonas em que podero ocorrer cargas
suspensas.
Proporcionar formao especfica sobre o funcionamento do equipamento
(natureza, riscos) no local de operao previsto.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Promover a rotao de atividades com base no conceito de equipas de
trabalho.
MANUAL da Segurana e Sade no Trabalho
3.1.4 Equipamento de proteo individual (EPI)
Luvas, mscara, culos de
Selecionar e especificar o(s) EPI(s) aplicvel(eis), de acordo com o tipo
proteo, fato de trabalho
de atividade e o processo tecnolgico em causa.
Genericamente:
Luvas: EN 374 / EN: 407;
Mscaras: EN 140;
culos: EN 166
Fato de trabalho: EN 340 / EN 702 / EN 348 / EN ISO 9185 /
EN ISO 11612 / EN ISO 14116.
Notas:
1) Deve ser dada particular ateno s atividades associadas ao transvase, transporte e manuteno dos banhos
lquidos, associadas aos aspetos de visibilidade dos intervenientes em espaos de movimentao simultnea de
equipamentos de elevao e equipamentos de translao (designadamente empilhadores).
FAR14 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR16
R00
Acidente de trabalho associado circulao de viaturas fabris (empilhadores)
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
DL 211/99; Dir 97/23/CE
DL 90/2010; Dir 2009/105/CE
RGSHTEI
1.2 Normativo
EN ISO 12100
1.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento normativo no especfico para o tipo de mquina em anlise;
2- O critrio do risco aplicvel aos riscos associados ao funcionamento do equipamento na instalao fabril poder ser
o que integra a metodologia do mtodo de anlise / avaliao do risco selecionado pela empresa (genericamente
identificado por mtodo da matriz);
3- O critrio do risco aplicvel tambm poder ser constitudo por um ou mais dos ndices estatsticos.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
2.2 Normativo
EN ISO 12100
2.2.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
mquinas e/ou compatibilidade
eletromagntica e/ou
equipamentos de trabalho
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Notas:
1- Considera-se o sistema constitudo por: compressor, arrefecedor intermdio, arrefecedor final, tubagens e
reservatrio de armazenagem;
2- os arrefecedores finais so tipicamente equipamentos sob presso como os reservatrios de ar e as tubagens de
interligao e de distribuio.
Vias de circulao de viaturas
com condies adequadas ao
tipo de viatura e das cargas a
transportar
Vias de circulao de viaturas e
de pessoas separadas
3.1.2 Proteo coletiva
Localizao da instalao de ar
comprimido fora dos locais de
trabalho, em sala/edifcio
dedicado e com caractersticas
de isolamento acstico e de
vibraes.
Formao dos operadores
FAR16 R00
Especificar as vias de circulao com largura e raios de curvatura
adequados aos tipos e caractersticas das viaturas e das cargas a
transportar.
Conceber as vias de circulao com separao das vias destinadas a
viaturas e das destinadas a pessoas e com as correspondentes
sinalizaes horizontal e vertical.
Utilizar os equipamento de acordo com as informaes do produtor,
contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
S operadores designados podero operar os empilhadores.
Proporcionar formao especfica sobre a operao dos empilhadores
(caractersticas, riscos) no prprio local de operao.
MANUAL da Segurana e Sade no Trabalho
Sinalizao da segurana e/ou
sade
Manuteno do equipamento
3.1.3 Administrativo
Rotao de atividades
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Sinalizar a obrigatoriedade de utilizao de EPI (proteo auditiva) para
os operadores que entrem na instalao.
Proceder verificao, inspeo e ensaio de acordo com as informaes
do produtor, contidas no(s) Manual(ais) do equipamento.
Promover a rotao de atividades com base no conceito de equipas de
trabalho.
3.1.4 Equipamento de proteo individual (EPI)
Notas:-
FAR16 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR17
R00
Afeo da sade associada exposio a ambiente trmico
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 347/93; Prt 987/93;
Dir 89/654/CEE
RGSHTEI
RGSTECES
1.2 Normativo
ISO 7730 (1)
ISO 7243 (2)
1.3 Outros
Objetivos da empresa (se aplicvel).
Notas:
1 Para ambientes trmicos mdios.
2 Para ambientes trmicos quentes (stress trmico).
3 O enquadramento legislativo inclui requisitos para ambientes trmicos mdios.
4 O enquadramento legislativo no inclui critrios do risco aplicveis exposio a stress trmico.
5 Outros critrios do risco: por exemplo, ACGIH e respetiva Documentao dos TLV.
6 Deve ser verificada a possibilidade da ocorrncia da exposio a ambiente trmico frio, designadamente de carcter
sazonal.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
2.2 Normativo
ISO 7243
2.3 Outros
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em conformidade
com as diretivas mquinas e/ou
compatibilidade eletromagntica
e/ou equipamentos de trabalho
Disposio (layout) das zonas
fabris que permita segregar as
zonas quentes
Sistemas de ventilao (geral,
local) em conformidade com as
diretivas mquinas e/ou
equipamentos de trabalho
3.1.2 Proteo coletiva
Utilizao dos equipamentos nas
gamas definidas pelo produtor,
tendo em ateno as condies
operativas
Sinalizao da segurana e/ou
sade
Formao dos trabalhadores
expostos
Manuteno do equipamento
FAR17 R00
3.2 Ao a desenvolver
Selecionar e especificar equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE) e o DL 325/2007 (Dir 2004/108/CE).
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Adotar uma disposio das zonas fabris, de circulao e de
armazenagem que contribuam para a separao de reas de
ocorrncia de stress trmico
Selecionar e especificar os sistemas de ventilao em conformidade
com requisitos rastreveis.
Utilizar o equipamento de acordo com as informaes do produtor,
contidas no(s) Manual(ais) do equipamento.
Proceder verificao / inspeo do equipamento pelo operador antes
do incio do turno de trabalho.
Sinalizar a existncia de alta temperatura.
Proporcionar formao especfica sobre stress trmico (natureza,
riscos) em funo do nvel do risco da exposio e dos resultados do
controlo mdico.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Proceder verificao e inspeo, segundo o(s) Manual(ais) dos
MANUAL da Segurana e Sade no Trabalho
equipamentos, relativamente a isolamentos trmicos e crans de
proteo trmica.
3.1.3 Administrativo
Diminuio do tempo de
exposio ao stress trmico,
compatvel com a atividade
Limitar o nmero de horas de trabalho de exposio ao stress trmico
para assegurar um nvel do risco aceitvel por:
rotao entre atividades com e sem exposio ao stress trmico;
rotao entre atividades com diferentes nveis de exposio ao stress
trmico.
3.1.4 Equipamento de proteo individual (EPI)
Luvas, culos, fatos de trabalho
Selecionar e especificar o(s) EPI(s) aplicvel(is) de acordo com o tipo
de exposio (EN 117; EN 407; EN ISO 11612; EN ISO 14116)
Notas:
FAR17 R00
MANUAL da Segurana e Sade no Trabalho
FICHA APRECIAO DO RISCO
AR18
R00
Acidente de trabalho associado ao arranjo geral, limpeza e arrumao dos locais de trabalho e das
vias de circulao
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 347/93+Prt 987/93;
Dir 89/654/CEE
RGSHTEI
RGSTECES
1.2 Normativo
-
1.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
2.2 Normativo
-
2.2.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Conceo dos locais de
trabalho e das vias de
circulao de acordo com
princpios rastreveis
Segregao de produtos e
materiais degradados e no
utilizveis
3.1.2 Proteo coletiva
Arrumao e limpeza dos locais
de trabalho e das vias de
circulao
Formao dos trabalhadores
3.1.3 Administrativo
-
3.2 Ao a desenvolver
Projetar e verificar os locais de trabalho e as vias de circulao de acordo
o DL 347/93+Prt 987/93 e outros referenciais identificados.
Prever locais de segregao de materiais, de forma seletiva para
posterior remoo de acordo com requisitos ambientais.
Implementar atividades de limpeza e de arrumao dos locais de
trabalho, incluindo os equipamentos e as reas de armazenagem, e das
vias de circulao de modo a melhorar as condies de ambiente de
trabalho, de visibilidade e de movimentao de pessoas e equipamentos.
Proporcionar formao especfica relativa necessidade de manter os
locais de trabalho limpos e arrumados.
-
3.1.4 Equipamento de proteo individual (EPI)
-
FAR18 R00
AVALIAO DOS RISCOS PROFISSIONAIS
FICHA APRECIAO DO RISCO
AR03, 07, 11, 15
R00
Acidente de trabalho associado a riscos mecnicos e trmicos gerais
1 CONTEXTO
1.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
RGSHTEI
1.2 Normativo
EN ISO 12100
1.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
Objetivos da empresa (se aplicvel)
Notas:
1- O enquadramento normativo no abrange todo o tipo de exposio ao risco;
2- O critrio do risco aplicvel aos riscos associados ao funcionamento do equipamento na instalao fabril poder ser
o que integra a metodologia do mtodo de anlise / avaliao do risco selecionado pela empresa (genericamente
identificado por mtodo da matriz);
3- O critrio do risco aplicvel tambm poder ser constitudo por um ou mais dos ndices estatsticos.
2 ANLISE E AVALIAO DO RISCO
2.1 Legislativo
L 102/2009; Dir 89/391/CEE
DL 103/2008; Dir 2006/42/CE
2.2 Normativo
EN ISO 12100
2.2.3 Outros
Mtodo da matriz.
Indicadores estatsticos (If, Ig, II)
3 TRATAMENTO DO RISCO
3.1 Tipo de controlo
3.1.1 Engenharia
Equipamentos em
conformidade com as diretivas
mquinas e/ou compatibilidade
eletromagntica e/ou
equipamentos de trabalho
3.2 Ao a desenvolver
Selecionar e especificar o equipamento em conformidade com o
DL 103/2008 (Dir 2006/42/CE);
O equipamento deve possuir marcao CE e ser fornecido com:
Certificado de conformidade;
Manual de instrues, com informaes relativas a utilizao,
manuteno e aspetos de segurana.
Verificar a conformidade com o DL 50/2005.
Locais de trabalho e vias de
Especificar os locais de trabalho, incluindo reas de armazenagem, de
circulao com caractersticas e acordo com caractersticas tcnicas, incluindo ergonmicas adequadas s
disposio adequadas s
atividades a desenvolver
atividades a desenvovler
3.1.2 Proteo coletiva
Utilizao dos equipamentos
Utilizar os equipamento de acordo com as informaes do produtor,
nas gamas definidas pelo
contidas no(s) Manual(ais) do equipamento.
produtor.
Proceder verificao / inspeo do equipamento pelo operador antes do
incio do turno de trabalho.
Utilizao dos consumveis e
Proceder substituio de acessrios e consumveis de acordo com as
acessrios nas gamas definidas informaes do produtor, contidas no Manual(ais) do equipamento.
pelo produtor, tendo em
Proceder verificao do equipamento pelo operador antes do incio do
ateno as condies
turno de trabalho.
operativas
Formao dos operadores e
Proporcionar formao especfica relativa a:
dos utilizadores
riscos associados aos equipamentos e produtos utilizados nas
atividades;
meios de proteo dos riscos identificados.
A formao deve ser ministrada no incio do desempenho da funo
associada atividade e periodicamente.
Sinalizao da segurana e/ou Sinalizar os locais de acordo com os resultados da apreciao do risco
sade
efetuada s atividades do setor em questo
Manuteno dos equipamentos Proceder verificao, inspeo e ensaio de acordo com as informaes
FAR03,07, 11,15 R00
AVALIAO DOS RISCOS PROFISSIONAIS
do produtor, contidas no(s) Manual(ais) do equipamento.
3.1.3 Administrativo
-
3.1.4 Equipamento de proteo individual (EPI)
EPI adequado ao risco a
Especificar os EPI de acordo com os resultados da apreciao do risco
proteger
efetuada s atividades do setor em questo
FAR03,07, 11,15 R00
Potrebbero piacerti anche
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasDa EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNessuna valutazione finora
- Tecnologias habilitadoras da Indústria 4.0 aplicadas para melhoria da segurança do trabalho na construção civilDa EverandTecnologias habilitadoras da Indústria 4.0 aplicadas para melhoria da segurança do trabalho na construção civilNessuna valutazione finora
- LTCAT da Fundição ABCDocumento14 pagineLTCAT da Fundição ABCBelarmino FelixNessuna valutazione finora
- P P R ADocumento27 pagineP P R AAdelmir Brito Franco50% (2)
- GRiscos Analise Risco 9973571Documento22 pagineGRiscos Analise Risco 9973571Ribamar GomesNessuna valutazione finora
- Modelo Relatório Nao ConformidadeDocumento1 paginaModelo Relatório Nao ConformidadeRogério OliveiraNessuna valutazione finora
- PPR Programa Proteção RespiratóriaDocumento44 paginePPR Programa Proteção RespiratóriaEduardo SolerNessuna valutazione finora
- LTCAT Setor Body ShopDocumento66 pagineLTCAT Setor Body ShopRodolfo Paulo BritoNessuna valutazione finora
- Lavajato Saudade Proergo 2018Documento29 pagineLavajato Saudade Proergo 2018Izabela BaselliNessuna valutazione finora
- Planilha - Dose - AbaixoDocumento2 paginePlanilha - Dose - AbaixoWanderley Pereira CoelhoNessuna valutazione finora
- Anexo Ppra NiplanDocumento37 pagineAnexo Ppra Niplanfernando monteiroNessuna valutazione finora
- Acidentalidade e CATs 2009-2018Documento5 pagineAcidentalidade e CATs 2009-2018Bianca LopesNessuna valutazione finora
- Introdução à revisão da NR12Documento90 pagineIntrodução à revisão da NR12Patrick LucasNessuna valutazione finora
- Entendendo o E-Social e Gestão em SSTDocumento35 pagineEntendendo o E-Social e Gestão em SSTDiretoria CezariosNessuna valutazione finora
- Análise Ergonômica da OficinaDocumento22 pagineAnálise Ergonômica da OficinaVitorya MarcelleNessuna valutazione finora
- Gestão de riscos nas organizaçõesDocumento37 pagineGestão de riscos nas organizaçõesAltair Vieira Filho Vieira100% (1)
- Catálogo de Produtos Automação Industrial 2019Documento24 pagineCatálogo de Produtos Automação Industrial 2019KarenNessuna valutazione finora
- CD Fotos Apostila PPRMIP PDFDocumento77 pagineCD Fotos Apostila PPRMIP PDFMarcus Vinicius CarinaNessuna valutazione finora
- Análise de riscos ambientais na área mecânicaDocumento6 pagineAnálise de riscos ambientais na área mecânicaRogerio Santos100% (1)
- 3 Passos para Fazer Uma Análise de Risco e Atender A NR12 - NR12Sem SegredosDocumento9 pagine3 Passos para Fazer Uma Análise de Risco e Atender A NR12 - NR12Sem SegredosSinesio SilgueiroNessuna valutazione finora
- CONTROLE ESTATÍSTICO DE ACIDENTES DE TRABALHO - Planilha ExcelDocumento48 pagineCONTROLE ESTATÍSTICO DE ACIDENTES DE TRABALHO - Planilha ExcelCoutinhojcNessuna valutazione finora
- Programa de Gerenciamento de Resíduos: Ana JúliaDocumento17 paginePrograma de Gerenciamento de Resíduos: Ana JúliaJúlia VieiraNessuna valutazione finora
- Segurança Máquinas EquipamentosDocumento40 pagineSegurança Máquinas Equipamentosmarcos.rochaNessuna valutazione finora
- Modelo de Plano de AçãoDocumento8 pagineModelo de Plano de Açãomundo da laviniaNessuna valutazione finora
- PGR - Programa de Gerenciamento de Riscos da PetroBahiaDocumento21 paginePGR - Programa de Gerenciamento de Riscos da PetroBahiaVLADIMIRNessuna valutazione finora
- Investigação de incidentes SSTDocumento8 pagineInvestigação de incidentes SSTwescleiNessuna valutazione finora
- O Que É Matriz de Risco e Qual Usar No PGRDocumento7 pagineO Que É Matriz de Risco e Qual Usar No PGRdmerces100% (1)
- Modelo de PCP em empresa de mineraçãoDocumento14 pagineModelo de PCP em empresa de mineraçãoFelipe Vantil GonçalvesNessuna valutazione finora
- PPR 2.018 - Guindastes Tatuapé - para AprovaçãoDocumento15 paginePPR 2.018 - Guindastes Tatuapé - para AprovaçãoRonaldoNessuna valutazione finora
- Dimensionamento SESMT empresasDocumento4 pagineDimensionamento SESMT empresasRoberioNessuna valutazione finora
- Anexo Ppra PeyraniDocumento27 pagineAnexo Ppra Peyranifernando monteiroNessuna valutazione finora
- Controle Emissões AtmosféricasDocumento23 pagineControle Emissões AtmosféricasMichelle GomesNessuna valutazione finora
- PPRA Usina de AcucarDocumento94 paginePPRA Usina de AcucarCLAUDIO CESAR ConforteNessuna valutazione finora
- Curso CIPAMIN ModeloDocumento43 pagineCurso CIPAMIN Modelorodrigo100% (2)
- Instalação predial a gás ABNTDocumento3 pagineInstalação predial a gás ABNTisiscarvalho1978Nessuna valutazione finora
- Agente químicos na produção de cartazesDocumento201 pagineAgente químicos na produção de cartazesFS TecnologiaNessuna valutazione finora
- APPerigosDocumento2 pagineAPPerigosJackson SilvaNessuna valutazione finora
- Engenharia Mecanica - Projeto PedagógicoDocumento141 pagineEngenharia Mecanica - Projeto PedagógicoAfonso CardosoNessuna valutazione finora
- Proposta serviços segurança trabalho eSocialDocumento3 pagineProposta serviços segurança trabalho eSocialFúlvio Dias100% (1)
- Ag PpraDocumento51 pagineAg PpraErnilson NegraoNessuna valutazione finora
- Plano de Emergência Retifica Marinho 03.02.2022Documento41 paginePlano de Emergência Retifica Marinho 03.02.2022Alvaro S. Arruda0% (1)
- Treinamento Cipa IIDocumento18 pagineTreinamento Cipa IIDepartamento Pessoal - Construtora EtapaNessuna valutazione finora
- Proposta Atendimento SSTDocumento6 pagineProposta Atendimento SSTRivaldo Nóbrega JuniorNessuna valutazione finora
- Listagem de Perigos e RiscosDocumento25 pagineListagem de Perigos e RiscosJoao GavronNessuna valutazione finora
- PGR 888888 SERVIÇOS GERAISDocumento31 paginePGR 888888 SERVIÇOS GERAISrussel Igor100% (1)
- Calculo de CalorDocumento3 pagineCalculo de CalorRamon NascimentoNessuna valutazione finora
- Procedimento Diante A Ocorrência de Acidente Do TrabalhoDocumento11 pagineProcedimento Diante A Ocorrência de Acidente Do TrabalhoRivaldo Nóbrega JúniorNessuna valutazione finora
- NBRISO12100 DesbloqueadoDocumento101 pagineNBRISO12100 DesbloqueadoClaudinei Aguiar100% (1)
- Programa Soja PlusDocumento15 paginePrograma Soja PlusedusampaioNessuna valutazione finora
- PPRA - Programa de Prevenção de Riscos Ambientais da União EstofadosDocumento62 paginePPRA - Programa de Prevenção de Riscos Ambientais da União EstofadosFelipe MedeirosNessuna valutazione finora
- Canpat Sistema-PgrDocumento65 pagineCanpat Sistema-Pgrecs71Nessuna valutazione finora
- Percepção de Risco VIDADocumento11 paginePercepção de Risco VIDANyemer BaruelNessuna valutazione finora
- Programa de Prevenção de Riscos Ambientais IMELUXDocumento39 paginePrograma de Prevenção de Riscos Ambientais IMELUXClaudio SilvaNessuna valutazione finora
- Funcionamento do Descarregador de Big BagsDocumento4 pagineFuncionamento do Descarregador de Big BagsMarconi SantosNessuna valutazione finora
- Inventário de RiscoDocumento1 paginaInventário de RiscoAndreNessuna valutazione finora
- Lista de durabilidade de EPIsDocumento11 pagineLista de durabilidade de EPIsFernando BorottaNessuna valutazione finora
- Gerenciamento de riscos ocupacionais na Madeiras RFDocumento64 pagineGerenciamento de riscos ocupacionais na Madeiras RFCleide HeidemannNessuna valutazione finora
- Insalubridade e Periculosidade No Brasil A Monetizacao Do Risco Do Trabalho em Sentido Oposto A Tendencia Internacional - pdf-2Documento45 pagineInsalubridade e Periculosidade No Brasil A Monetizacao Do Risco Do Trabalho em Sentido Oposto A Tendencia Internacional - pdf-2Diego Sousa LopesNessuna valutazione finora
- Legislação ambiental postos combustíveisDocumento10 pagineLegislação ambiental postos combustíveisThiago PiresNessuna valutazione finora
- SESMT questões de concursos comentadas sobre segurança do trabalhoDocumento4 pagineSESMT questões de concursos comentadas sobre segurança do trabalhoSPOKBDGNessuna valutazione finora
- Apresentação CEJ Ana Teresa RibeiroDocumento25 pagineApresentação CEJ Ana Teresa RibeiroPaulo Barbosa AlvesNessuna valutazione finora
- Covid 19 11 DerrogacoesCEDocumento10 pagineCovid 19 11 DerrogacoesCEPaulo Barbosa AlvesNessuna valutazione finora
- Responsabilidade Civil Medica 2018Documento97 pagineResponsabilidade Civil Medica 2018Paulo Barbosa AlvesNessuna valutazione finora
- Errata Circuitos Electricos 5 Edicao Revista 18abril2016 1067631447572076be94055Documento2 pagineErrata Circuitos Electricos 5 Edicao Revista 18abril2016 1067631447572076be94055Paulo Barbosa AlvesNessuna valutazione finora
- Segurança de Máquinas e Equipamentos de Trabalho Guias Praticos PDFDocumento31 pagineSegurança de Máquinas e Equipamentos de Trabalho Guias Praticos PDFJúlio FonsecaNessuna valutazione finora
- DFSTPDocumento54 pagineDFSTPPaulo Barbosa Alves100% (1)
- Butantan Guia PraticoDocumento49 pagineButantan Guia PraticoPaulo Barbosa AlvesNessuna valutazione finora
- Máquinas e Equipamentos de TrabalhoDocumento60 pagineMáquinas e Equipamentos de TrabalhoSusana VerasNessuna valutazione finora
- 236 MARTIFER Empresa Do GRUPO MOTA ENGIL para o Segmento Da Construcao Metalica Estabelece Parceria 18 de Marco de 2005Documento1 pagina236 MARTIFER Empresa Do GRUPO MOTA ENGIL para o Segmento Da Construcao Metalica Estabelece Parceria 18 de Marco de 2005Paulo Barbosa AlvesNessuna valutazione finora
- Gustavo CruzDocumento25 pagineGustavo CruzPaulo Barbosa AlvesNessuna valutazione finora
- Técnico de Transportes - Formação TecnológicaDocumento3 pagineTécnico de Transportes - Formação TecnológicaPaulo Barbosa AlvesNessuna valutazione finora
- DecsitmilitarDocumento1 paginaDecsitmilitarPaulo Barbosa AlvesNessuna valutazione finora
- CMR ManualDocumento20 pagineCMR ManualPaulo Barbosa AlvesNessuna valutazione finora
- Escola Da Exegese - TextoDocumento1 paginaEscola Da Exegese - TextoPaulo Barbosa AlvesNessuna valutazione finora
- Código Civil Português Aprovado em 1867Documento776 pagineCódigo Civil Português Aprovado em 1867Paulo Barbosa Alves67% (3)
- Caderno ContraordenacoesDocumento193 pagineCaderno ContraordenacoesPaulo Barbosa Alves100% (1)
- MD Interpretação JurídicaDocumento40 pagineMD Interpretação JurídicaPaulo Barbosa AlvesNessuna valutazione finora
- Condomínio fichaDocumento2 pagineCondomínio fichaPaulo Barbosa AlvesNessuna valutazione finora
- Ana Filipa Novo OliveiraDocumento120 pagineAna Filipa Novo OliveiraPaulo Barbosa AlvesNessuna valutazione finora
- Gestão de resíduos em parques eólicosDocumento21 pagineGestão de resíduos em parques eólicosPaulo Barbosa AlvesNessuna valutazione finora
- AAC01 SAMA 7 GuiaPraticoUtilizacao CartaoCidadaoDocumento1 paginaAAC01 SAMA 7 GuiaPraticoUtilizacao CartaoCidadaoPaulo Barbosa AlvesNessuna valutazione finora
- Todas As Crianças Com Mais de Cinco Anos Têm Direito A DesabafarDocumento3 pagineTodas As Crianças Com Mais de Cinco Anos Têm Direito A DesabafarPaulo Barbosa AlvesNessuna valutazione finora
- Guia Condominio Capitulo2 RegulamentoDocumento17 pagineGuia Condominio Capitulo2 Regulamentonataliasoares1Nessuna valutazione finora
- Conduçao e Manobra de Equipamentos de Movimentaçao de TerrasDocumento18 pagineConduçao e Manobra de Equipamentos de Movimentaçao de TerrasPaulo Barbosa AlvesNessuna valutazione finora
- ReaisDocumento50 pagineReaisPaulo Barbosa AlvesNessuna valutazione finora
- Ficha de Trabalho VIII - ResoluçãoDocumento7 pagineFicha de Trabalho VIII - ResoluçãoPaulo Barbosa AlvesNessuna valutazione finora
- Cond Defensiva PDFDocumento65 pagineCond Defensiva PDFPaulo Barbosa AlvesNessuna valutazione finora
- 4.º Esboço Esquemático Sobre A Responsabilidade CivilDocumento16 pagine4.º Esboço Esquemático Sobre A Responsabilidade CivilPaulo Barbosa AlvesNessuna valutazione finora
- DRELA Influência Da Reforma Territorial Nas Eleições LocaisDocumento16 pagineDRELA Influência Da Reforma Territorial Nas Eleições LocaisPaulo Barbosa AlvesNessuna valutazione finora
- Elementos da soldaDocumento16 pagineElementos da soldaAriel Hennig100% (1)
- Proposta Cancelamento PDFDocumento21 pagineProposta Cancelamento PDFMarcel FernandesNessuna valutazione finora
- Processo ShellDocumento105 pagineProcesso ShellDaniel SilvaNessuna valutazione finora
- Processo de FabricaçãoDocumento9 pagineProcesso de FabricaçãoWalcymara Fonseca Cavalcanti PinhaNessuna valutazione finora
- Artigo ProteseDocumento8 pagineArtigo Protesesaserafim100% (1)
- Catlogo Montagna - DISCO DE LIXADocumento20 pagineCatlogo Montagna - DISCO DE LIXAMatheus VilsonNessuna valutazione finora
- Conexões TupyDocumento110 pagineConexões Tupycar-americoNessuna valutazione finora
- Glossário de termos técnicos em língua inglesa para o curso técnico de transformação de termoplásticosDocumento21 pagineGlossário de termos técnicos em língua inglesa para o curso técnico de transformação de termoplásticosRodrigo_Pozinho0% (1)
- Catálogo - Jfe StellDocumento39 pagineCatálogo - Jfe StellcristianoclemNessuna valutazione finora
- Coquilhadeira automática para fundição - Circuito pneumáticoDocumento1 paginaCoquilhadeira automática para fundição - Circuito pneumáticoproverbio16Nessuna valutazione finora
- Produção laboratorial de silicato de sódioDocumento23 pagineProdução laboratorial de silicato de sódioNathalia Salles100% (1)
- Tintas para FundicaoDocumento21 pagineTintas para FundicaoLuana MartinsNessuna valutazione finora
- Detecção de descontinuidades em soldas e processos de fabricaçãoDocumento3 pagineDetecção de descontinuidades em soldas e processos de fabricaçãoWilker Frazao100% (1)
- Ficha Técnica de Produto - Fundição FN042: Revisão: 00 Data: 24/03/2021 Elaboração: Geani Aprovação: Lucas CódigoDocumento3 pagineFicha Técnica de Produto - Fundição FN042: Revisão: 00 Data: 24/03/2021 Elaboração: Geani Aprovação: Lucas CódigoLucas CunhaNessuna valutazione finora
- Aula - 02 - Processos de Fabricacao TubulacaoDocumento27 pagineAula - 02 - Processos de Fabricacao TubulacaoarthurroblesNessuna valutazione finora
- 03 SobremetalDocumento51 pagine03 SobremetalEduardo MunizNessuna valutazione finora
- MandrilhadoraDocumento35 pagineMandrilhadoraElias Junior MoreschiNessuna valutazione finora
- Catálogo Bíblia 2013Documento460 pagineCatálogo Bíblia 2013chu42Nessuna valutazione finora
- Areia de Moldagem: Tipos, Composição e VariáveisDocumento10 pagineAreia de Moldagem: Tipos, Composição e VariáveisNelson Alves Ferreira JuniorNessuna valutazione finora
- Manual E-Social - Segurança e Medicina Do Trabalho 2.5Documento63 pagineManual E-Social - Segurança e Medicina Do Trabalho 2.5drianoduarte100% (1)
- Ferramentas manuais e equipamentos para caldeirariaDocumento57 pagineFerramentas manuais e equipamentos para caldeirariaRicardo MandeliNessuna valutazione finora
- Ementa Engenharia MecanicaDocumento46 pagineEmenta Engenharia MecanicaTassiane RosaNessuna valutazione finora
- Fundição de metaisDocumento46 pagineFundição de metaisLeonardoNessuna valutazione finora
- Exercícios Sobre FundiçãoDocumento2 pagineExercícios Sobre FundiçãoAlfredo Nunes da Silva100% (1)
- Catálogo Eletrodo Alumínio Fundido Castolin 2101-S - 2010 - 2pDocumento2 pagineCatálogo Eletrodo Alumínio Fundido Castolin 2101-S - 2010 - 2pWellington S. FrançaNessuna valutazione finora
- Ligas de Prata-PaladioDocumento25 pagineLigas de Prata-Paladioramonsan1951Nessuna valutazione finora
- B - Brochas Brochadeiras e BrochamentoDocumento73 pagineB - Brochas Brochadeiras e BrochamentoAdhemar Bocardo Filho100% (1)
- NADCA Standards For High Integrity - En.pt Traduzido de En-PtDocumento204 pagineNADCA Standards For High Integrity - En.pt Traduzido de En-PtPaulo bettoniNessuna valutazione finora
- Aula - Conservação de Vias FérreasDocumento103 pagineAula - Conservação de Vias FérreasFernando DomeniconiNessuna valutazione finora