Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- DPL MDDocumento3 pagineDPL MDCoy IngramNessuna valutazione finora
- Sex, Law, and Society in Late Imperial China (Law, Society, and Culture in China) by Matthew SommerDocumento444 pagineSex, Law, and Society in Late Imperial China (Law, Society, and Culture in China) by Matthew SommerFer D. MONessuna valutazione finora
- Student Exploration: Electron Configuration: 8-27-2005 Joshua Perez-LunaDocumento14 pagineStudent Exploration: Electron Configuration: 8-27-2005 Joshua Perez-LunaJoshua Perez-Luna67% (3)
- SLB Project Management Essentials 0 IntroductionDocumento25 pagineSLB Project Management Essentials 0 IntroductionmashanghNessuna valutazione finora
- Hydrogen Sulfide ProtocolDocumento32 pagineHydrogen Sulfide Protocolmashangh100% (1)
- Driick Man Hand Book: Getting Tied Off!Documento2 pagineDriick Man Hand Book: Getting Tied Off!mashanghNessuna valutazione finora
- App Safety AwardsDocumento1 paginaApp Safety AwardsmashanghNessuna valutazione finora
- Maintenance Bulletin 1062-BDocumento13 pagineMaintenance Bulletin 1062-BmashanghNessuna valutazione finora
- QMS11403-1 20160705 Joining-Instruction BOSIET EDocumento5 pagineQMS11403-1 20160705 Joining-Instruction BOSIET EmashanghNessuna valutazione finora
- 3IOSH Mentor Scheme Reward Sept 2016Documento1 pagina3IOSH Mentor Scheme Reward Sept 2016mashanghNessuna valutazione finora
- Human Factors in Incident Investigation and AnalysisDocumento150 pagineHuman Factors in Incident Investigation and AnalysismashanghNessuna valutazione finora
- Corrsoin Coupon Retriveal Incident Shell Action Alert May 2012Documento1 paginaCorrsoin Coupon Retriveal Incident Shell Action Alert May 2012mashanghNessuna valutazione finora
- Lowering The Bill With Trelleborg Floatover SolutionsDocumento2 pagineLowering The Bill With Trelleborg Floatover SolutionsmashanghNessuna valutazione finora
- Nor Scot BrochureDocumento218 pagineNor Scot BrochureHaridevNessuna valutazione finora
- Human Factors in Incident Investigation and AnalysDocumento151 pagineHuman Factors in Incident Investigation and AnalysmashanghNessuna valutazione finora
- Shift Handover HF KilDocumento119 pagineShift Handover HF KilmashanghNessuna valutazione finora
- Executive Shirt CompanyDocumento6 pagineExecutive Shirt CompanyPramod kNessuna valutazione finora
- 2 Design Thinking - EN - pptx-ALVDocumento18 pagine2 Design Thinking - EN - pptx-ALVSalma Dhiya FauziyahNessuna valutazione finora
- Executive Summary: 0.1 Name of The WorkDocumento12 pagineExecutive Summary: 0.1 Name of The WorkDevdoot SahuNessuna valutazione finora
- Catholic Social TeachingsDocumento21 pagineCatholic Social TeachingsMark de GuzmanNessuna valutazione finora
- Case Analysis, Case 1Documento2 pagineCase Analysis, Case 1Aakarsha MaharjanNessuna valutazione finora
- 翻译件 2021 The - Early - Life - of - Marx's - "Mode - 【彩云小译】Documento61 pagine翻译件 2021 The - Early - Life - of - Marx's - "Mode - 【彩云小译】James BNessuna valutazione finora
- Maya Evaluating InterfacesDocumento6 pagineMaya Evaluating InterfacesChristopher WalkerNessuna valutazione finora
- Stearic Acid MSDSDocumento6 pagineStearic Acid MSDSJay LakhaniNessuna valutazione finora
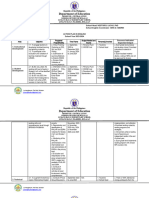
- English Action Plan 2023-2024Documento5 pagineEnglish Action Plan 2023-2024Gina DaligdigNessuna valutazione finora
- Civil & Structural Designer'S Data Pack: Section 7: MasonryDocumento5 pagineCivil & Structural Designer'S Data Pack: Section 7: MasonryMirea Florentin0% (1)
- SRM OverviewDocumento37 pagineSRM Overviewbravichandra24Nessuna valutazione finora
- Renaissance QuestionsDocumento3 pagineRenaissance QuestionsHezel Escora NavalesNessuna valutazione finora
- Jurong Junior College: Preliminary Examination 2009Documento16 pagineJurong Junior College: Preliminary Examination 2009cjcsucksNessuna valutazione finora
- A Microscope For Christmas: Simple and Differential Stains: Definition and ExamplesDocumento4 pagineA Microscope For Christmas: Simple and Differential Stains: Definition and ExamplesGwendolyn CalatravaNessuna valutazione finora
- Gravitational Fields 1Documento18 pagineGravitational Fields 1Smart linkNessuna valutazione finora
- Nteq Lesson PlanDocumento4 pagineNteq Lesson Planeva.bensonNessuna valutazione finora
- Question 1: As Shown in Figure 1. A 6-Pole, Long-Shunt Lap-Wound CompoundDocumento4 pagineQuestion 1: As Shown in Figure 1. A 6-Pole, Long-Shunt Lap-Wound Compoundالموعظة الحسنه chanelNessuna valutazione finora
- Seventh Pay Commission ArrearsDocumento11 pagineSeventh Pay Commission Arrearssantosh bharathyNessuna valutazione finora
- El Nido RW 33 Headwind 1120 + CLWDocumento2 pagineEl Nido RW 33 Headwind 1120 + CLWRanny LomibaoNessuna valutazione finora
- Wbuhs PG ThesisDocumento7 pagineWbuhs PG Thesisgbx272pg100% (2)
- SAGC Compliance Awareness-Grid UsersDocumento66 pagineSAGC Compliance Awareness-Grid Userskamal_khan85Nessuna valutazione finora
- Student Material CN Version - 2017.11.10Documento25 pagineStudent Material CN Version - 2017.11.10Jagaddeesha BRNessuna valutazione finora
- JMPGuitars 18 Watt Tremolo TMB Reverb LayoutDocumento1 paginaJMPGuitars 18 Watt Tremolo TMB Reverb LayoutRenan Franzon GoettenNessuna valutazione finora
- Bibliografi 3Documento3 pagineBibliografi 3Praba RauNessuna valutazione finora
- s145 Series HMM 201902 PDFDocumento73 pagines145 Series HMM 201902 PDFEuNessuna valutazione finora
- 10 DLAH-Vessel Movement 28 Nov - 7 Dec 2020Documento3 pagine10 DLAH-Vessel Movement 28 Nov - 7 Dec 2020herlambangNessuna valutazione finora
- ZEOS-AS ManualDocumento2 pagineZEOS-AS Manualrss1311Nessuna valutazione finora