Potrebbero piacerti anche
- NIKHIL PATEL - Application EngineerDocumento3 pagineNIKHIL PATEL - Application EngineerPatel NikhilNessuna valutazione finora
- 41Documento5 pagine41gowtham priyaNessuna valutazione finora
- Intel® System Identification UtilityDocumento2 pagineIntel® System Identification UtilityPatel NikhilNessuna valutazione finora
- Covering Letter: To, The H.R. Manager Sub: Application For The Post of Mechanical Design EngineerDocumento1 paginaCovering Letter: To, The H.R. Manager Sub: Application For The Post of Mechanical Design EngineerPatel NikhilNessuna valutazione finora
- Poly Works Beginners GuideDocumento121 paginePoly Works Beginners GuideMałgorzata Butkiewicz100% (1)
- New Text DocumentDocumento1 paginaNew Text DocumentPatel NikhilNessuna valutazione finora
- 41Documento5 pagine41gowtham priyaNessuna valutazione finora
- Sample Resignation LetterDocumento1 paginaSample Resignation LetterSivaneshen JeevakrishnanNessuna valutazione finora
- Mechanical Interview QuestionsDocumento6 pagineMechanical Interview QuestionsVerma AbhiNessuna valutazione finora
- User Guide: Default Shortcut KeysDocumento3 pagineUser Guide: Default Shortcut KeysPatel NikhilNessuna valutazione finora
- GeomagicDesignX ReleaseNotes v2016.2.0Documento12 pagineGeomagicDesignX ReleaseNotes v2016.2.0Patel NikhilNessuna valutazione finora
- Advt No 32 2016 17 SyllabusDocumento5 pagineAdvt No 32 2016 17 SyllabusAshish DabhiNessuna valutazione finora
- Cad Cam Cae: Autocad TrainingDocumento2 pagineCad Cam Cae: Autocad TrainingPatel NikhilNessuna valutazione finora
- Age Calculation CalculatorDocumento1 paginaAge Calculation CalculatorPatel NikhilNessuna valutazione finora
- Dme 1Documento2 pagineDme 1Patel NikhilNessuna valutazione finora
- Sloting MachineDocumento5 pagineSloting MachinePatel NikhilNessuna valutazione finora
- Detain ListDocumento1 paginaDetain ListPatel NikhilNessuna valutazione finora
- Bharti y Band HaranDocumento53 pagineBharti y Band HaranpankajdumadiyaNessuna valutazione finora
- Pneumatic Punching MachineDocumento26 paginePneumatic Punching MachinePatel NikhilNessuna valutazione finora
- Bharti y Band HaranDocumento53 pagineBharti y Band HaranpankajdumadiyaNessuna valutazione finora
- Press MachineDocumento34 paginePress MachinePatel Nikhil100% (1)
- Steam TurbineDocumento20 pagineSteam TurbinePatel NikhilNessuna valutazione finora
- Slot IngDocumento1 paginaSlot IngPatel NikhilNessuna valutazione finora
- Solar Energy ProjectDocumento86 pagineSolar Energy ProjectLaksh RajNessuna valutazione finora
- AbstractDocumento1 paginaAbstractPatel NikhilNessuna valutazione finora
- Pneumatic Slotting MachineDocumento4 paginePneumatic Slotting MachinePatel NikhilNessuna valutazione finora
- Design of Automatic Pneumatic Hole Punching Machine: International Research Journal of Engineering and Technology (IRJET)Documento6 pagineDesign of Automatic Pneumatic Hole Punching Machine: International Research Journal of Engineering and Technology (IRJET)Patel NikhilNessuna valutazione finora
- Mechanical Interview QuestionsDocumento6 pagineMechanical Interview QuestionsVerma AbhiNessuna valutazione finora
- Pneumatic Punching Machine DesignDocumento3 paginePneumatic Punching Machine DesignAmrinder SinghNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Experiment: Major Loss in Pipe: ObjectiveDocumento14 pagineExperiment: Major Loss in Pipe: Objectivetesfa negaNessuna valutazione finora
- Siemens SPPA P3000Documento2 pagineSiemens SPPA P3000shahin_bNessuna valutazione finora
- NUST Machine Design Lecture on Stress, Strength and UncertaintyDocumento19 pagineNUST Machine Design Lecture on Stress, Strength and UncertaintyMuhammad Zun Nooren BangashNessuna valutazione finora
- V. Jovicic and M. R. Coop1997 - Stiffness, Coarse Grained Soils, Small StrainsDocumento17 pagineV. Jovicic and M. R. Coop1997 - Stiffness, Coarse Grained Soils, Small StrainsxiangyugeotechNessuna valutazione finora
- Eclate 719520-51100 2tne68-ErDocumento10 pagineEclate 719520-51100 2tne68-ErTheo HuqueleuxNessuna valutazione finora
- Solved Problems in PsychrometryDocumento86 pagineSolved Problems in Psychrometrylakshminarayanan67% (9)
- Ball Screw SKFDocumento53 pagineBall Screw SKFRandima Gajanayaka0% (1)
- Power Systems For The 21st Century - H Gas Turbine Combined Cycles GER3935bDocumento22 paginePower Systems For The 21st Century - H Gas Turbine Combined Cycles GER3935bLTE002Nessuna valutazione finora
- ENSC-283 Assignment #8Documento5 pagineENSC-283 Assignment #8AishwaryShuklaNessuna valutazione finora
- ColumnsDocumento66 pagineColumnsArchana GSNessuna valutazione finora
- Instructions for Oil Accessory Kit InstallationDocumento7 pagineInstructions for Oil Accessory Kit InstallationOnofreNessuna valutazione finora
- Evapco Evaporative Condenser Engineering Manual 1 1 PDFDocumento32 pagineEvapco Evaporative Condenser Engineering Manual 1 1 PDFImpulsora DemaNessuna valutazione finora
- Tilt-Up Concrete Structures: (Reapproved 1997, 2003)Documento46 pagineTilt-Up Concrete Structures: (Reapproved 1997, 2003)Nazar BazaraaNessuna valutazione finora
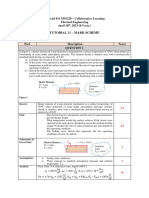
- Tutorial 11 - MS3220 Rekayasa Termal (Mark Scheme)Documento6 pagineTutorial 11 - MS3220 Rekayasa Termal (Mark Scheme)i need documentsNessuna valutazione finora
- Grade Markings For Steel Bolts and ScrewsDocumento3 pagineGrade Markings For Steel Bolts and Screwsrexie2canos8964Nessuna valutazione finora
- NPTEL Fluid Mechanics MCQDocumento14 pagineNPTEL Fluid Mechanics MCQVijayan SnNessuna valutazione finora
- Astm Nos For PipingDocumento6 pagineAstm Nos For PipingJessica HerringNessuna valutazione finora
- Modelling and Field-Oriented Control of A Synchronous ReluctanceDocumento215 pagineModelling and Field-Oriented Control of A Synchronous ReluctanceSneha ShendgeNessuna valutazione finora
- Caja Transfer MTC - SpecDocumento2 pagineCaja Transfer MTC - SpecDanny M Hurtado TaypeNessuna valutazione finora
- Datasheet Downhole-Fluid-Sampler en ScreenDocumento8 pagineDatasheet Downhole-Fluid-Sampler en ScreenArash PourshoushtarNessuna valutazione finora
- YDG2700 / 3700E: Parts CatalogDocumento34 pagineYDG2700 / 3700E: Parts CatalogvivsencoNessuna valutazione finora
- Mesurement and Inspection SheetDocumento3 pagineMesurement and Inspection SheetSaifur RahmanNessuna valutazione finora
- Hdpe Pipe Price List 2017Documento2 pagineHdpe Pipe Price List 2017sukiraj100% (2)
- LBSC Steam CraneDocumento7 pagineLBSC Steam CraneSantiago Londoño LopezNessuna valutazione finora
- 1955 3 EngDocumento21 pagine1955 3 EngTateNessuna valutazione finora
- All in One MC 50 (2023)Documento98 pagineAll in One MC 50 (2023)YashuNessuna valutazione finora
- Catalogo Cny1000Documento1 paginaCatalogo Cny1000humbertoNessuna valutazione finora
- Calculation Salim 1Documento9 pagineCalculation Salim 1Abdullahi AwwalNessuna valutazione finora
- Tugas 07Documento6 pagineTugas 07aingNessuna valutazione finora
- Town and Contry 4.0 2008Documento4 pagineTown and Contry 4.0 2008Jessica BustillosNessuna valutazione finora