Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Abrasive Blasting and Spray Painting SafetyDocumento10 pagineAbrasive Blasting and Spray Painting SafetyOgala OscarNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Airless AccessoriesDocumento28 pagineAirless AccessorieshainguyenbkvhvNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- للمزيد من المعلومات، زوروا صفحتنا علي الفيس بوكDocumento1 paginaللمزيد من المعلومات، زوروا صفحتنا علي الفيس بوكAsad SohailNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Sponge Media For Profiling & AbradingDocumento1 paginaSponge Media For Profiling & AbradinghainguyenbkvhvNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- DNV Comparison of Offshore Structural StandardsDocumento219 pagineDNV Comparison of Offshore Structural StandardsNils Antoine Freund100% (2)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Abrasive Blasters 1.5 - 20 Cu. FT: Operation and Maintenance ManualDocumento86 pagineAbrasive Blasters 1.5 - 20 Cu. FT: Operation and Maintenance Manualhainguyenbkvhv100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- AmphiBlastBrochure062017 NortonForEmailDocumento8 pagineAmphiBlastBrochure062017 NortonForEmailhainguyenbkvhvNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Construction HandbookDocumento480 pagineConstruction Handbooksmacfarlane1463089% (27)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Reinforced Branch Connection in A Piping System - Set-On TypeDocumento2 pagineReinforced Branch Connection in A Piping System - Set-On TypeRajendra LabadeNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Chapter 9 - Reducing Project DurationDocumento20 pagineChapter 9 - Reducing Project DurationhainguyenbkvhvNessuna valutazione finora
- Primavera P6 Exercise WorksheetDocumento35 paginePrimavera P6 Exercise Worksheetdyeyson3095% (19)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Calcium Silicate Insulation BrochureDocumento52 pagineCalcium Silicate Insulation Brochureibson045001256Nessuna valutazione finora
- VV3160-009-A-102!4!0001 - Method Statement For Piping Carbon Steel InstallationDocumento42 pagineVV3160-009-A-102!4!0001 - Method Statement For Piping Carbon Steel InstallationhainguyenbkvhvNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- 93334Documento110 pagine93334hainguyenbkvhvNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Bounce For Kids 1 PDFDocumento100 pagineBounce For Kids 1 PDFHelga Carola Fritz Viertel100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Method StatementDocumento15 pagineMethod StatementhainguyenbkvhvNessuna valutazione finora
- Confirmation Letter Wet Garnet Blasting 20 YearsDocumento1 paginaConfirmation Letter Wet Garnet Blasting 20 YearshainguyenbkvhvNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Mechanical Engineering Drawing: SR KaleDocumento22 pagineMechanical Engineering Drawing: SR KaleAdnan RanaNessuna valutazione finora
- 1 PDFDocumento695 pagine1 PDFhainguyenbkvhvNessuna valutazione finora
- Ch3pro220 PDFDocumento25 pagineCh3pro220 PDFhainguyenbkvhvNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Power Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011Documento332 paginePower Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011hainguyenbkvhv100% (6)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Power Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011Documento332 paginePower Boilers-A Guide To Section I of The Asme Bpvc-2nd Ed.-2011hainguyenbkvhv100% (6)
- Mechanical Engineering Drawing: SR KaleDocumento22 pagineMechanical Engineering Drawing: SR KaleAdnan RanaNessuna valutazione finora
- BS 976 Part 1Documento13 pagineBS 976 Part 1hainguyenbkvhvNessuna valutazione finora
- Api 510Documento4 pagineApi 510dandiar1100% (2)
- JPCL Web Burgess ContainDocumento52 pagineJPCL Web Burgess ContainhainguyenbkvhvNessuna valutazione finora
- Ceramic Polymer STP Ep HV Part A - V 1,04 - 2016!02!19 - GB en CP 90 ADocumento10 pagineCeramic Polymer STP Ep HV Part A - V 1,04 - 2016!02!19 - GB en CP 90 AhainguyenbkvhvNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Reinforced Branch Connection in A Piping System - Set-On TypeDocumento2 pagineReinforced Branch Connection in A Piping System - Set-On TypeRajendra LabadeNessuna valutazione finora
- Ceramic Polymer QuotationDocumento1 paginaCeramic Polymer QuotationhainguyenbkvhvNessuna valutazione finora
- Dept of Chemistry 18CHE12/22 Sai Vidya Institute of TechnologyDocumento22 pagineDept of Chemistry 18CHE12/22 Sai Vidya Institute of TechnologyshreyaNessuna valutazione finora
- Joint Operating Body: Pertamina Medco E&P SkkmigasDocumento2 pagineJoint Operating Body: Pertamina Medco E&P SkkmigasAriNessuna valutazione finora
- Si34-601 Troubleshooting by Remote ControllerDocumento1 paginaSi34-601 Troubleshooting by Remote ControllerthanhphongtpNessuna valutazione finora
- CoatingDocumento8 pagineCoatingMuhammad Rizki Ash-ShidiqNessuna valutazione finora
- Buna EP LanxessDocumento51 pagineBuna EP LanxessANHVUDRCNessuna valutazione finora
- Lincoln Electric Pro Cut 80Documento39 pagineLincoln Electric Pro Cut 80ArturoNessuna valutazione finora
- Standard BS 1042 - Part 1 - 1964Documento116 pagineStandard BS 1042 - Part 1 - 1964MPChethan100% (2)
- Welding Journal 1959 10Documento136 pagineWelding Journal 1959 10AlexeyNessuna valutazione finora
- 904 LDocumento3 pagine904 LSahad VarambankallanNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Naphtha Catalytic Cracking For Propylene ProudctionDocumento5 pagineNaphtha Catalytic Cracking For Propylene ProudctionWong Yee SunNessuna valutazione finora
- Drveni Zidovi PDFDocumento35 pagineDrveni Zidovi PDFMartinJankovićNessuna valutazione finora
- Portfolio Entry No. 3: Minerals and Their UsesDocumento4 paginePortfolio Entry No. 3: Minerals and Their UsesReizel Joy Borja RasonaNessuna valutazione finora
- Lecture 27 Chlorine PDFDocumento7 pagineLecture 27 Chlorine PDFMOHAMMA MUSANessuna valutazione finora
- Boys Book of Steam EnginesDocumento282 pagineBoys Book of Steam Enginesmardukzek100% (6)
- Design of Two - Storey Cultural Center Localizing Bubble Deck SystemDocumento279 pagineDesign of Two - Storey Cultural Center Localizing Bubble Deck Systemமாறன் செங்கேணிNessuna valutazione finora
- ACS800 GeneralDocumento14 pagineACS800 GeneralAnonymous AMQMyB2EbNessuna valutazione finora
- Machine Guarding PDFDocumento133 pagineMachine Guarding PDFbrsharmaNessuna valutazione finora
- Automotive Connectors: BAB Connector SISC ConnectorDocumento13 pagineAutomotive Connectors: BAB Connector SISC ConnectorPrabhansh PandeyNessuna valutazione finora
- WSD Probs Module 1.1Documento2 pagineWSD Probs Module 1.1Sharmaine FajutaganaNessuna valutazione finora
- WastewaterOperatorStudyManual PDFDocumento242 pagineWastewaterOperatorStudyManual PDFAnggaNessuna valutazione finora
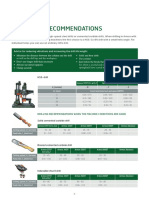
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocumento3 pagineMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNessuna valutazione finora
- Rigid Electrical Steel ConduitDocumento2 pagineRigid Electrical Steel ConduitBuckNessuna valutazione finora
- Advanced Gear Manufacturing and FinishingDocumento1 paginaAdvanced Gear Manufacturing and FinishingImad LamNessuna valutazione finora
- European Steel Standards PDFDocumento2 pagineEuropean Steel Standards PDFMeikaNessuna valutazione finora
- Thermax Single Effect Hot Water Driven ChillerDocumento12 pagineThermax Single Effect Hot Water Driven ChillerKetan ChandravadiyaNessuna valutazione finora
- Swan Teasmade Instructions 14140Documento8 pagineSwan Teasmade Instructions 14140Roy RussellNessuna valutazione finora
- 1-Mix Design UHPGC (W-B (0.35) (Ca 0.3) - Effect of MolarityDocumento93 pagine1-Mix Design UHPGC (W-B (0.35) (Ca 0.3) - Effect of MolaritySawa Zayia MichaelNessuna valutazione finora
- ΝΟ-Inspection and Maintenance of Wooden Poles StructuresDocumento5 pagineΝΟ-Inspection and Maintenance of Wooden Poles Structureshalel111Nessuna valutazione finora
- Document: Structural CalculationDocumento209 pagineDocument: Structural CalculationStephen Mari CanoNessuna valutazione finora
- Aplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarDocumento15 pagineAplikasi Teknologi Pengolahan Air Asin Desa Tarupa Kecamatan Taka Bonerate Kabupaten SelayarChrist ManapaNessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (52)
- Environmental Justice: Issues, Policies, and SolutionsDa EverandEnvironmental Justice: Issues, Policies, and SolutionsNessuna valutazione finora
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaDa EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaValutazione: 4 su 5 stelle4/5 (1)
- The Rights of Nature: A Legal Revolution That Could Save the WorldDa EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldValutazione: 5 su 5 stelle5/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontDa EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontValutazione: 4.5 su 5 stelle4.5/5 (18)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretDa EverandWaste: One Woman’s Fight Against America’s Dirty SecretValutazione: 5 su 5 stelle5/5 (1)
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionDa Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNessuna valutazione finora