Potrebbero piacerti anche
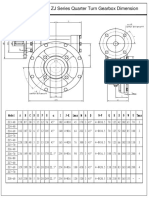
- Greatork-ZJ Series Gearbox DimensionDocumento3 pagineGreatork-ZJ Series Gearbox DimensionCan PoonsawatNessuna valutazione finora
- Vacuum Breaker ValveDocumento2 pagineVacuum Breaker ValveRaghunath YeturiNessuna valutazione finora
- KCDocumento3 pagineKCSandheepKumarNessuna valutazione finora
- Project Report (Design of Slurry Pump For Siliminate Extraction)Documento10 pagineProject Report (Design of Slurry Pump For Siliminate Extraction)Sreekuttan NairNessuna valutazione finora
- Conbextra GP2 PDFDocumento4 pagineConbextra GP2 PDFRaja SundaramNessuna valutazione finora
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDa EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineValutazione: 5 su 5 stelle5/5 (1)
- Pages From API Standard 610 Centrifugal PumpsDocumento1 paginaPages From API Standard 610 Centrifugal PumpsAgustin A.100% (1)
- Standard For Hydraulic Turbine and Generator Shaft Couplings and Shaft Runout TolerancesDocumento22 pagineStandard For Hydraulic Turbine and Generator Shaft Couplings and Shaft Runout Toleranceschecho_mdz100% (1)
- Manual: STD: Is-5120: Series: VCPDocumento21 pagineManual: STD: Is-5120: Series: VCPKaushik ChakrabortyNessuna valutazione finora
- Continuous Thread Stud Double End Stud ADocumento11 pagineContinuous Thread Stud Double End Stud AMarius Mihai Buzduga0% (1)
- Type SCR 25W Sizes 18 To 52 - EngDocumento2 pagineType SCR 25W Sizes 18 To 52 - EngKUNALJAY100% (1)
- Oil Whirl and WhipDocumento8 pagineOil Whirl and WhipAsim GillaniNessuna valutazione finora
- 002-Steam Turbines Basics For BeginnersDocumento10 pagine002-Steam Turbines Basics For BeginnersGeorge J AlukkalNessuna valutazione finora
- Fan Calculation MooreDocumento8 pagineFan Calculation MooreArjun GirishNessuna valutazione finora
- IIT-Intake and Exhaust Manifold DesignDocumento28 pagineIIT-Intake and Exhaust Manifold DesignVasudev GuptaNessuna valutazione finora
- Noreva Valve Cat - 2018 Online Download PDFDocumento46 pagineNoreva Valve Cat - 2018 Online Download PDFSirvan HomaNessuna valutazione finora
- Thyristor Control Heater Panel GuideDocumento63 pagineThyristor Control Heater Panel Guidevaithy1990Nessuna valutazione finora
- Pelton Turbine Erection ProcedureDocumento91 paginePelton Turbine Erection Procedurebhanu prasad100% (1)
- GBT 8564 2003 Specification For Installation of Hydraulic Turbine Generator UnitsDocumento104 pagineGBT 8564 2003 Specification For Installation of Hydraulic Turbine Generator UnitsvietnhuNessuna valutazione finora
- A New Method For Calculating The Busemann Head Coefficients For Radial ImpellersDocumento7 pagineA New Method For Calculating The Busemann Head Coefficients For Radial ImpellersIvan RaulNessuna valutazione finora
- Jeida Farm Supply Corporation Catalog 2014Documento10 pagineJeida Farm Supply Corporation Catalog 2014Taj Deluria100% (3)
- Horizontal MultiStage Pump Data SheetDocumento6 pagineHorizontal MultiStage Pump Data Sheetسمير البسيونىNessuna valutazione finora
- BPCL Training ReportDocumento34 pagineBPCL Training ReportVishalVaishNessuna valutazione finora
- Is 4721Documento7 pagineIs 4721dak2anshulNessuna valutazione finora
- Pressure Safety Relief Valves Pressure Safety Relief Valves: Technical Bulletin 3 Technical Bulletin 3-IDocumento16 paginePressure Safety Relief Valves Pressure Safety Relief Valves: Technical Bulletin 3 Technical Bulletin 3-Isabi_shiNessuna valutazione finora
- Iec60045-1 (Ed1 0) B Img PDFDocumento11 pagineIec60045-1 (Ed1 0) B Img PDFshaanNessuna valutazione finora
- Hydraulicturbines DrtinaDocumento19 pagineHydraulicturbines DrtinanazarasimNessuna valutazione finora
- Air-Operated Valve Maintenance Guide PDFDocumento301 pagineAir-Operated Valve Maintenance Guide PDFSuprapto Desmosedici100% (1)
- Effect of Viscosity On PumpsDocumento4 pagineEffect of Viscosity On PumpsChemkhiNessuna valutazione finora
- Run Away SpeedDocumento15 pagineRun Away SpeedSouravSawNessuna valutazione finora
- 23 09 13.33 - Control ValvesDocumento25 pagine23 09 13.33 - Control Valvesforevertay2000Nessuna valutazione finora
- Is Iec 41 1991Documento214 pagineIs Iec 41 1991OmerfAta100% (1)
- Comet Diaphragm Pump Instruction ManualDocumento7 pagineComet Diaphragm Pump Instruction ManualAnonymous FnTx4lxZNiNessuna valutazione finora
- ID Khargone ProtoDocumento17 pagineID Khargone ProtojeetendraNessuna valutazione finora
- Vertical Solid Shaft (VSS), High Thrust, TEFCDocumento9 pagineVertical Solid Shaft (VSS), High Thrust, TEFCeliahudNessuna valutazione finora
- Hda Operational ManualDocumento48 pagineHda Operational ManualDouglas DuarteNessuna valutazione finora
- TurbinesDocumento34 pagineTurbinesSharath ChandraNessuna valutazione finora
- Ludeca Vertical Turbine Bearing AlignmentDocumento6 pagineLudeca Vertical Turbine Bearing AlignmentSivananthaa MurtheeNessuna valutazione finora
- Improved Analysis of External Loads On Flanged JointsDocumento1 paginaImproved Analysis of External Loads On Flanged JointsTiHoRNessuna valutazione finora
- 07MnMoVR Steel chn786s1 - T PDFDocumento11 pagine07MnMoVR Steel chn786s1 - T PDFAnonymous AkzeMHNTUyNessuna valutazione finora
- Vorecon Applications PDFDocumento46 pagineVorecon Applications PDFlancasaNessuna valutazione finora
- Hyundai: Vertical Mixed / Axial FlowDocumento12 pagineHyundai: Vertical Mixed / Axial FlowdkspplNessuna valutazione finora
- 541 - E5 PADocumento3 pagine541 - E5 PARamesh Yadla0% (1)
- Bettis CBA 725Documento16 pagineBettis CBA 725kutts76100% (1)
- Benefits of HI 14-6 FINAL FULL VERSION PDFDocumento8 pagineBenefits of HI 14-6 FINAL FULL VERSION PDF1sympatyagaNessuna valutazione finora
- Butterfly ValveDocumento8 pagineButterfly ValvebrunoNessuna valutazione finora
- COUPLINGDocumento11 pagineCOUPLINGabduallah rabahNessuna valutazione finora
- Bombas Sumergibles KSBDocumento92 pagineBombas Sumergibles KSBArturPNessuna valutazione finora
- Basic Valve & SizingDocumento8 pagineBasic Valve & SizingRio Ananda PutraNessuna valutazione finora
- Unit 4steamturbine 160705174835Documento48 pagineUnit 4steamturbine 160705174835Ruby ShajiNessuna valutazione finora
- Virtual Model Test For A Francis Turbine: Home Search Collections Journals About Contact Us My IopscienceDocumento11 pagineVirtual Model Test For A Francis Turbine: Home Search Collections Journals About Contact Us My Iopsciencecojo_drNessuna valutazione finora
- Modern Design For Variable Speed Motor-GeneratorsDocumento18 pagineModern Design For Variable Speed Motor-Generatorsmunagala balasubramanyamNessuna valutazione finora
- Is Rod Drop Measurement Right For My CompressorDocumento4 pagineIs Rod Drop Measurement Right For My CompressorMadhana GopalNessuna valutazione finora
- Elliott Brush Ring Seals: Installation KitDocumento2 pagineElliott Brush Ring Seals: Installation Kitfouzi gher100% (1)
- Catalogo de Bombas de Caudal VariableDocumento29 pagineCatalogo de Bombas de Caudal VariableRaul Rivera100% (1)
- Petrosadid - Centrifugal (API 617)Documento16 paginePetrosadid - Centrifugal (API 617)lafsifatNessuna valutazione finora
- Control Valve Technical Specification For Severe Service - CCIDocumento5 pagineControl Valve Technical Specification For Severe Service - CCIVikas SinghNessuna valutazione finora
- Profile of the International Pump Industry: Market Prospects to 2010Da EverandProfile of the International Pump Industry: Market Prospects to 2010Valutazione: 1 su 5 stelle1/5 (1)
- Vertical Axis Hydrokinetic Turbines: Numerical and Experimental Analyses: Volume 5Da EverandVertical Axis Hydrokinetic Turbines: Numerical and Experimental Analyses: Volume 5Nessuna valutazione finora
- Modern Developments in the Mechanics of ContinuaDa EverandModern Developments in the Mechanics of ContinuaSalamon EskinaziNessuna valutazione finora
- Structural Health MonitoringDa EverandStructural Health MonitoringDaniel BalageasNessuna valutazione finora
- PS-2.0109 - Pole Balance and ImpedanceDocumento8 paginePS-2.0109 - Pole Balance and ImpedanceSuresh RamanujaluNessuna valutazione finora
- HVPSI Standard DC-DC ConvertersDocumento1 paginaHVPSI Standard DC-DC ConvertersSuresh RamanujaluNessuna valutazione finora
- Generator Field Winding Shorted Turns: Observed Conditions and CausesDocumento11 pagineGenerator Field Winding Shorted Turns: Observed Conditions and CausesFritz HasugianNessuna valutazione finora
- Genadvisor Shaft Volt Current Mon PSPG b10244 00 7600 en LR Fina PDFDocumento2 pagineGenadvisor Shaft Volt Current Mon PSPG b10244 00 7600 en LR Fina PDFSourav RanaNessuna valutazione finora
- The Effects of High Vibration On The Steam Turbo-Generator MachinesDocumento55 pagineThe Effects of High Vibration On The Steam Turbo-Generator MachinesFarhad YahyaieNessuna valutazione finora
- Insulation AnalyzerDocumento2 pagineInsulation AnalyzerSuresh RamanujaluNessuna valutazione finora
- Industrial: Test and Instruments CatalogDocumento16 pagineIndustrial: Test and Instruments CatalogSuresh RamanujaluNessuna valutazione finora
- Rotor Earth Fault ProtectionDocumento8 pagineRotor Earth Fault ProtectionSuresh RamanujaluNessuna valutazione finora
- Catelogue Mtekprof 1Documento12 pagineCatelogue Mtekprof 1Suresh RamanujaluNessuna valutazione finora
- The Complete Line of Products (May 2008)Documento2 pagineThe Complete Line of Products (May 2008)Suresh RamanujaluNessuna valutazione finora
- DD and IRC TestDocumento7 pagineDD and IRC Testamrit403Nessuna valutazione finora
- Generator Hydrogen Cooling SystemDocumento2 pagineGenerator Hydrogen Cooling Systemraja020Nessuna valutazione finora
- LL PSKDocumento19 pagineLL PSKSuresh RamanujaluNessuna valutazione finora
- Gen. Seal Oil System Emergency DPR Valve Not Operating-May09Documento4 pagineGen. Seal Oil System Emergency DPR Valve Not Operating-May09Adnan Habib Khan100% (2)
- Generator Hydrogen Cooling SystemDocumento2 pagineGenerator Hydrogen Cooling Systemraja020Nessuna valutazione finora
- RX Marine International: Electrosol PlusDocumento1 paginaRX Marine International: Electrosol PlusSuresh RamanujaluNessuna valutazione finora
- Manaiyadi EnglishDocumento7 pagineManaiyadi EnglishSuresh RamanujaluNessuna valutazione finora
- Swing CheckDocumento3 pagineSwing CheckSuresh RamanujaluNessuna valutazione finora
- CKYC Individual.1Documento4 pagineCKYC Individual.1Suresh RamanujaluNessuna valutazione finora
- Vastu ShastraDocumento32 pagineVastu ShastraHarsha ShivannaNessuna valutazione finora
- RX Marine International: Electrosol PlusDocumento1 paginaRX Marine International: Electrosol PlusSuresh RamanujaluNessuna valutazione finora
- CRD-100X2 Datasheet PDFDocumento2 pagineCRD-100X2 Datasheet PDFSuresh RamanujaluNessuna valutazione finora
- RX Marine International: Electrosol PlusDocumento1 paginaRX Marine International: Electrosol PlusSuresh RamanujaluNessuna valutazione finora
- Major ActivitiesDocumento5 pagineMajor ActivitiesSuresh RamanujaluNessuna valutazione finora
- 2.7-3502-0001 Insulation Resistance Test Slip RingDocumento1 pagina2.7-3502-0001 Insulation Resistance Test Slip RingSuresh RamanujaluNessuna valutazione finora
- Dew Point TemperatureDocumento1 paginaDew Point TemperatureSuresh RamanujaluNessuna valutazione finora
- Rotor Assembly ProcedureDocumento66 pagineRotor Assembly ProcedureSuresh RamanujaluNessuna valutazione finora
- Pages From (Demagnetisation of Gen Rotor) PDFDocumento1 paginaPages From (Demagnetisation of Gen Rotor) PDFSuresh RamanujaluNessuna valutazione finora
- Apollo15 Colossus3 CMC Data CardsDocumento18 pagineApollo15 Colossus3 CMC Data CardsPablo De LeonNessuna valutazione finora
- Vale International Pellet Plant PDFDocumento2 pagineVale International Pellet Plant PDFSrinivasanNessuna valutazione finora
- FDP ECE BrochureDocumento3 pagineFDP ECE BrochureBalasanthosh SountharajanNessuna valutazione finora
- Zipf's Law and Heaps LawDocumento10 pagineZipf's Law and Heaps Lawadvita sharmaNessuna valutazione finora
- Bakker Et Al 2016 GroundwaterDocumento7 pagineBakker Et Al 2016 GroundwaterkmcoulibNessuna valutazione finora
- Antonio Stradivari, Cello, Cremona, 1726, The 'Comte de Saveuse' - TarisioDocumento1 paginaAntonio Stradivari, Cello, Cremona, 1726, The 'Comte de Saveuse' - TarisioUrko LarrañagaNessuna valutazione finora
- Operating Manual: Wheel Loader L538 - 432 From 13100Documento284 pagineOperating Manual: Wheel Loader L538 - 432 From 13100Jacques Van Niekerk80% (5)
- 2 BoilersDocumento83 pagine2 BoilersSurasan ThepsiriNessuna valutazione finora
- Adxrs610 Yaw Rate GyroDocumento12 pagineAdxrs610 Yaw Rate GyroTarek Car MillaNessuna valutazione finora
- AT&T Syntax MMXDocumento17 pagineAT&T Syntax MMXakirank1Nessuna valutazione finora
- Title Proposal Form For StudentsDocumento3 pagineTitle Proposal Form For StudentsHelen AlalagNessuna valutazione finora
- Summer Training ReportDocumento133 pagineSummer Training ReportRitesh Meena100% (3)
- CIV211 - Module1Documento49 pagineCIV211 - Module1Dayalan JayarajNessuna valutazione finora
- Brakel Eura Excellent: Highly Insulated Louvred VentilatorDocumento4 pagineBrakel Eura Excellent: Highly Insulated Louvred VentilatorhjduarteNessuna valutazione finora
- CO2 System ManualDocumento11 pagineCO2 System Manualthugsdei100% (1)
- Chemical EarthingDocumento18 pagineChemical EarthingDivay ChadhaNessuna valutazione finora
- LTE KPI StatisticsDocumento11 pagineLTE KPI Statisticskhurramrno100% (1)
- Ip Nat Guide CiscoDocumento418 pagineIp Nat Guide CiscoAnirudhaNessuna valutazione finora
- Skills, Techniques and Production in Contemporary Art HANDOUT PDFDocumento4 pagineSkills, Techniques and Production in Contemporary Art HANDOUT PDFKeyy TaezaNessuna valutazione finora
- Participatory EvaluationDocumento4 pagineParticipatory EvaluationEvaluación Participativa100% (1)
- The Diffusion of Innovation and Adopter CategoriesDocumento3 pagineThe Diffusion of Innovation and Adopter CategoriesMark Angelo TitcoNessuna valutazione finora
- Coding CarnivalDocumento12 pagineCoding CarnivalSuchitra WathiNessuna valutazione finora
- Id Based Multicast Secret-Key Management Scheme (SKMS) in ManetsDocumento10 pagineId Based Multicast Secret-Key Management Scheme (SKMS) in ManetsSandhya RaniNessuna valutazione finora
- Lesson Plan MathsDocumento3 pagineLesson Plan MathsRuthira Nair AB KrishenanNessuna valutazione finora
- Brevity CodeDocumento18 pagineBrevity CodeArash AziziNessuna valutazione finora
- M180: Data Structure and Algorithms in Java Arab Open UniversityDocumento18 pagineM180: Data Structure and Algorithms in Java Arab Open Universityamr201020Nessuna valutazione finora
- Hyb 96 MhuaDocumento13 pagineHyb 96 Mhuaأبو زينب المهندسNessuna valutazione finora
- A 2G Rfid Based e Health Care SystemDocumento1 paginaA 2G Rfid Based e Health Care SystemrthilipNessuna valutazione finora
- Move All Database Objects From One Tablespace To AnotherDocumento2 pagineMove All Database Objects From One Tablespace To AnotherJabras GuppiesNessuna valutazione finora
- Full Circle Magazine Issue 19Documento34 pagineFull Circle Magazine Issue 19vwvr9Nessuna valutazione finora