Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Diaphragm Valves: Prof. DR: Nazih BayomiDocumento68 pagineDiaphragm Valves: Prof. DR: Nazih BayomiMohamed FouadNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Kind of ValvesDocumento2 pagineKind of ValvesMohamed FouadNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- 9-Valves Rating9Documento29 pagine9-Valves Rating9Mohamed FouadNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Pump CalcDocumento8 paginePump CalcMohamed FouadNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Detail - MTU OnlineDocumento1 paginaDetail - MTU OnlineMohamed FouadNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Propeller Performance and Weight Predictions Appended To The Navy/NASADocumento40 paginePropeller Performance and Weight Predictions Appended To The Navy/NASAMohamed FouadNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Cont RoundDocumento1 paginaCont RoundMohamed FouadNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- 1211 1365 PDFDocumento14 pagine1211 1365 PDFMohamed FouadNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Brochure Marine ServicesDocumento12 pagineBrochure Marine ServicesMohamed FouadNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Hydraulically Driven Deck MachineryDocumento2 pagineHydraulically Driven Deck MachineryMohamed FouadNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Pre-Feasibility Study: S H I P B R E A K I N GDocumento46 paginePre-Feasibility Study: S H I P B R E A K I N GMohamed FouadNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
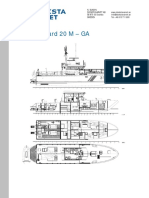
- 20m Ga Drawings1Documento1 pagina20m Ga Drawings1Mohamed FouadNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- ForanTribon Into 3D Naval Architect Jan12Documento2 pagineForanTribon Into 3D Naval Architect Jan12Mohamed FouadNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- 09-116 - NG-9000CDocumento2 pagine09-116 - NG-9000CMohamed FouadNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Numerical Analysis of Jacking Operations For A Self-Elevated Jack-Up UnitDocumento8 pagineNumerical Analysis of Jacking Operations For A Self-Elevated Jack-Up UnitMohamed FouadNessuna valutazione finora
- RR 177Documento115 pagineRR 177Mohamed FouadNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- LATJ-JackUp Loading SoftwareDocumento18 pagineLATJ-JackUp Loading SoftwareMohamed FouadNessuna valutazione finora
- WORKSHOP MANUAL Aprilia MA - MY 50 Usa PDFDocumento54 pagineWORKSHOP MANUAL Aprilia MA - MY 50 Usa PDFwiyasatamaNessuna valutazione finora
- Physics 151 LectureDocumento72 paginePhysics 151 LecturechioNessuna valutazione finora
- +++ Off-Road Vehicle DynamicsDocumento37 pagine+++ Off-Road Vehicle Dynamicsnadjib62Nessuna valutazione finora
- Model Da8: (Formerly DA8/9) Direct-Acting, Positive Bias Differential Back Pressure RegulatorDocumento18 pagineModel Da8: (Formerly DA8/9) Direct-Acting, Positive Bias Differential Back Pressure RegulatorBoubekeur HamegNessuna valutazione finora
- Output 16 TO 1540 KW Pressure Jet Fuel Oil BurnersDocumento16 pagineOutput 16 TO 1540 KW Pressure Jet Fuel Oil BurnersRawan Alwan ZarifNessuna valutazione finora
- CE 332 Geotechnical Engineering I: Lecture 5: Compaction vs. ConsolidationDocumento6 pagineCE 332 Geotechnical Engineering I: Lecture 5: Compaction vs. ConsolidationNickson KomsNessuna valutazione finora
- NPTEL Course: Ground ImprovementDocumento35 pagineNPTEL Course: Ground ImprovementmmNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Lab Report On Robotic WeldingDocumento8 pagineLab Report On Robotic WeldingSanatan ChoudhuryNessuna valutazione finora
- Reliablef 1 FR 56 FmwhitespksDocumento4 pagineReliablef 1 FR 56 FmwhitespksjajakaNessuna valutazione finora
- Actual Cycle Review QuestionsDocumento5 pagineActual Cycle Review QuestionsYoseph MershaNessuna valutazione finora
- Act 01 AnsDocumento1 paginaAct 01 AnsSrinivasulu PuduNessuna valutazione finora
- Exercises On Stress StateDocumento4 pagineExercises On Stress StatecusanhNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- IHC Hydrohammer Gold Training Rev1-2Documento37 pagineIHC Hydrohammer Gold Training Rev1-2Ehab Gamal Eldin Barakat100% (1)
- SidewallPropeller Catalog PDFDocumento44 pagineSidewallPropeller Catalog PDFVontrex EngrNessuna valutazione finora
- Atlas Copco Air Compressor G200 PDFDocumento66 pagineAtlas Copco Air Compressor G200 PDFFetra100% (1)
- Toyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p027Documento1 paginaToyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p027sơn forkliftNessuna valutazione finora
- Toyota/Lexus: Boost Valve Kit 3 Oversized Lockup Control Valve Kit 1Documento1 paginaToyota/Lexus: Boost Valve Kit 3 Oversized Lockup Control Valve Kit 1Aays thNessuna valutazione finora
- Muhammad Hanif Hidayat - 33120016 - LT2A - English Script PresentationDocumento2 pagineMuhammad Hanif Hidayat - 33120016 - LT2A - English Script PresentationMuhammad Hanif HidayatNessuna valutazione finora
- E3120.07vratex - Pvcexcon 3F30 PG62 V07V20 As Ar Fa FR AtexDocumento1 paginaE3120.07vratex - Pvcexcon 3F30 PG62 V07V20 As Ar Fa FR AtexCustomer ServiceNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- BFP Performance Assessment Article HelpfulDocumento10 pagineBFP Performance Assessment Article HelpfulUdhayakumar VenkataramanNessuna valutazione finora
- Full Line Catalog: P-SeriesDocumento44 pagineFull Line Catalog: P-Seriesyoopr2Nessuna valutazione finora
- Morin, Actuator, MRPDocumento6 pagineMorin, Actuator, MRPinstrument chapNessuna valutazione finora
- Alfa Laval Sru Rotary Lobe Pump Product LeafletDocumento7 pagineAlfa Laval Sru Rotary Lobe Pump Product LeafletErickson HamonanganNessuna valutazione finora
- Potter OsysuDocumento3 paginePotter OsysuAnwar SyedNessuna valutazione finora
- Ray Bowl MillDocumento9 pagineRay Bowl MillAnup MinjNessuna valutazione finora
- 11.4 Formulas For Flat Plates With Straight Boundaries and Constant Thickness (Continued)Documento1 pagina11.4 Formulas For Flat Plates With Straight Boundaries and Constant Thickness (Continued)Anant KumbhejkarNessuna valutazione finora
- Manual For S PumpsDocumento4 pagineManual For S PumpsPinguim FariaNessuna valutazione finora
- Masonry Box Behavior (Marques, R. 2015)Documento181 pagineMasonry Box Behavior (Marques, R. 2015)Jose ManuelNessuna valutazione finora
- Adv Therm Week 9Documento38 pagineAdv Therm Week 9Tegin Berkay BudakNessuna valutazione finora
- Design Practice For General Piping DesignDocumento28 pagineDesign Practice For General Piping DesignAnanto Yusuf WNessuna valutazione finora