Potrebbero piacerti anche
- Garment Production for Fashion Start-ups: Overseas Apparel Production Series, #1Da EverandGarment Production for Fashion Start-ups: Overseas Apparel Production Series, #1Nessuna valutazione finora
- CuttingDocumento30 pagineCuttingsatish.121180% (5)
- Apparelmanufacturingprocess 140214034521 Phpapp01Documento121 pagineApparelmanufacturingprocess 140214034521 Phpapp01Bianca AndronacheNessuna valutazione finora
- Readymade Garment Manufacturing.Documento23 pagineReadymade Garment Manufacturing.Yasir Sheikh83% (6)
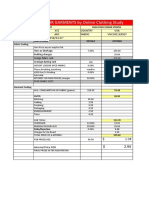
- Garment Sample Costing SheetDocumento3 pagineGarment Sample Costing SheetVijaya KrishnaNessuna valutazione finora
- Garment Manufacturing ProcessDocumento84 pagineGarment Manufacturing ProcessMuhamed80% (5)
- Lead Time Reduction in Pre-Production Processes: Mid Term EvaluationDocumento22 pagineLead Time Reduction in Pre-Production Processes: Mid Term Evaluationaman rajNessuna valutazione finora
- Garment Costing: Minnie BastinDocumento73 pagineGarment Costing: Minnie BastinBastinNessuna valutazione finora
- Seam and Stitch Analysis of A GarmentDocumento1 paginaSeam and Stitch Analysis of A GarmentArnavpaitandy100% (2)
- SOP For Sewing Operator Recruitment and TrainingDocumento10 pagineSOP For Sewing Operator Recruitment and TrainingChodathKulangareth BhagavathiTemple100% (2)
- Time and Action Calendar or TNADocumento17 pagineTime and Action Calendar or TNAruchi ratan100% (1)
- Apparel Internship VNGL: By: Kenneth Kikan Siddhant KaushikDocumento26 pagineApparel Internship VNGL: By: Kenneth Kikan Siddhant KaushikApoorv MohanNessuna valutazione finora
- Garment Manufacturing Process Fabric To Finished ProductDocumento12 pagineGarment Manufacturing Process Fabric To Finished ProductEmmanuel Tunde Renner100% (1)
- Apparel Quality ManagementDocumento36 pagineApparel Quality ManagementAsine AmonNessuna valutazione finora
- Garment ManufacturingDocumento9 pagineGarment ManufacturingSauumye Chauhan0% (1)
- Garment Plant LayoutDocumento66 pagineGarment Plant LayoutsprakashsalemNessuna valutazione finora
- Garment Costing: Bahir Dar University Ethiopian Institute of Textile and Fashion Technology 2021Documento36 pagineGarment Costing: Bahir Dar University Ethiopian Institute of Textile and Fashion Technology 2021wendosen seife100% (3)
- Automation in Garments Manufacturing 2Documento22 pagineAutomation in Garments Manufacturing 2tusharNessuna valutazione finora
- Assignment On Garment Manufacturing - Quality Control PDFDocumento48 pagineAssignment On Garment Manufacturing - Quality Control PDFAsm Towheed94% (17)
- SMV Calculation by RPM & CPM Calculation of LineDocumento4 pagineSMV Calculation by RPM & CPM Calculation of LineSalil Biswas83% (6)
- KPIs For Garment Manufacturers PDFDocumento2 pagineKPIs For Garment Manufacturers PDFمصطفى عبدالرحيم100% (7)
- Cutting Room PlanningDocumento28 pagineCutting Room Planningsameer_mishra_589% (27)
- Pre Manufacturing Delays in Garments UnitDocumento73 paginePre Manufacturing Delays in Garments Unitthegodkannan95% (19)
- Garment Industry DepartmentsDocumento60 pagineGarment Industry DepartmentsRajesh Kasetty82% (11)
- ERP in Apparel IndustryDocumento8 pagineERP in Apparel IndustrykrishnasamytextNessuna valutazione finora
- Garment CM Cost Estimation Using SAM or SMVDocumento4 pagineGarment CM Cost Estimation Using SAM or SMVAbdul Rabban100% (3)
- Architechtural BriefDocumento54 pagineArchitechtural Briefashpika100% (3)
- IDM Assignment 1Documento24 pagineIDM Assignment 1KARISHMA RAJNessuna valutazione finora
- Swati Shukla PDFDocumento74 pagineSwati Shukla PDFkvNessuna valutazione finora
- University of South Asia: Apparel MerchandisingDocumento14 pagineUniversity of South Asia: Apparel MerchandisingSHAKEEL AKHTARNessuna valutazione finora
- Garment Costing: Variable FunctionDocumento15 pagineGarment Costing: Variable Functionfjaman31396% (26)
- Garment CostingDocumento12 pagineGarment Costingjoreva10_257827399100% (1)
- Sop of Garment TechnologistDocumento9 pagineSop of Garment TechnologistMUDASSAR AFZAL100% (1)
- Garments Merchandising ProcessDocumento3 pagineGarments Merchandising ProcessWasipfc100% (2)
- TrousersDocumento6 pagineTrousersJeremy Charles100% (1)
- Garment Costing SheetDocumento1 paginaGarment Costing Sheetkannra75% (4)
- Cost Sheet of Garment (By Pooja Kumari)Documento11 pagineCost Sheet of Garment (By Pooja Kumari)Pooja KumariNessuna valutazione finora
- Actual Garment Production Cost of A Garments CompanyDocumento26 pagineActual Garment Production Cost of A Garments CompanySOUMANLALA50% (2)
- Final Report PDFDocumento204 pagineFinal Report PDFES MaxternNessuna valutazione finora
- Garment Manufacturing Process From Fabric To PoductDocumento72 pagineGarment Manufacturing Process From Fabric To PoductPoonam Peswani100% (1)
- Costing Shirt FinalDocumento13 pagineCosting Shirt FinalAnkita RajNessuna valutazione finora
- Garment QualityDocumento73 pagineGarment QualityVitesh Tyagi100% (6)
- SMV of Different GarmentsDocumento17 pagineSMV of Different Garmentsmorshed_mahamud7055100% (3)
- Garment Manufacturing and Quality AssuranceDocumento9 pagineGarment Manufacturing and Quality AssuranceGaurav BharadwajNessuna valutazione finora
- Defect Analysis in Garment IndustryDocumento47 pagineDefect Analysis in Garment Industrythegodkannan89% (9)
- Sonal Apparel Pvt. LTD Apparel Document FinalDocumento160 pagineSonal Apparel Pvt. LTD Apparel Document FinalAkanksha GuptaNessuna valutazione finora
- Apparel Internship CollgDocumento135 pagineApparel Internship CollgHanish SinglaNessuna valutazione finora
- Apparel Merchandising & Costing DocumentDocumento21 pagineApparel Merchandising & Costing DocumentPooja GuptaNessuna valutazione finora
- A Study On Apparel Export Order From The Time of Receipt Till The Time of ShipmentDocumento44 pagineA Study On Apparel Export Order From The Time of Receipt Till The Time of ShipmentSHRUTI CHUGH100% (1)
- Quality Control for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #3Da EverandQuality Control for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #3Valutazione: 5 su 5 stelle5/5 (1)
- Carr and Latham's Technology of Clothing ManufactureDa EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerValutazione: 4 su 5 stelle4/5 (1)
- Buying Eco Fabrics for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #2Da EverandBuying Eco Fabrics for Fashion Start-ups with Chris Walker: Overseas Apparel Production Series, #2Nessuna valutazione finora
- Rapid Manufacturing: An Industrial Revolution for the Digital AgeDa EverandRapid Manufacturing: An Industrial Revolution for the Digital AgeNessuna valutazione finora
- Cutting Room TechnologiesDocumento52 pagineCutting Room TechnologiesMuhammad Iqbal ShaikhNessuna valutazione finora
- Cutting Room LastDocumento39 pagineCutting Room LastSwapnil LalNessuna valutazione finora
- Cutting Room in Apparel IndustryDocumento25 pagineCutting Room in Apparel IndustryPriyanka RoyNessuna valutazione finora
- Cutting RoomDocumento34 pagineCutting RoomKumar AnkurNessuna valutazione finora
- Cutting Room Planning: ATDC, BhubaneswarDocumento37 pagineCutting Room Planning: ATDC, BhubaneswarBinoy MundaNessuna valutazione finora
- MFTDocumento63 pagineMFTvenkatwsNessuna valutazione finora
- SortDocumento174 pagineSortPeter CampellNessuna valutazione finora
- 1Z0 083 Questions PDFDocumento6 pagine1Z0 083 Questions PDFministerNessuna valutazione finora
- BCA Self Assessment English and TagalogDocumento3 pagineBCA Self Assessment English and TagalogReymundo Pantonial Tugbong JrNessuna valutazione finora
- Tundish RefractoryDocumento15 pagineTundish RefractoryMashiur RahmanNessuna valutazione finora
- Solutions Manual 4th EditionDocumento57 pagineSolutions Manual 4th Editionabdul5721100% (6)
- Chapter 70 Multi Mooring Systems 2010Documento135 pagineChapter 70 Multi Mooring Systems 2010Araby Gamal GamalNessuna valutazione finora
- Chan SHP Final-NolinksDocumento3 pagineChan SHP Final-NolinksaliNessuna valutazione finora
- ICT & ICT LabDocumento22 pagineICT & ICT LabM Asif 72 2MNessuna valutazione finora
- A1 - Full Papers PS1 10834 2022Documento18 pagineA1 - Full Papers PS1 10834 2022DmitryNessuna valutazione finora
- Economics Project YsDocumento21 pagineEconomics Project YsYashasvi SharmaNessuna valutazione finora
- Codd's 12 Rules For Relational DatabasesDocumento5 pagineCodd's 12 Rules For Relational DatabasesArul VermanNessuna valutazione finora
- Proceedings of Spie: Design and Simulation Analysis of A Magnetic Shielding Box For Ring Laser GyroscopeDocumento9 pagineProceedings of Spie: Design and Simulation Analysis of A Magnetic Shielding Box For Ring Laser GyroscopeTanzil ZaidiNessuna valutazione finora
- Air Vent Heads DNV 2003 PDFDocumento7 pagineAir Vent Heads DNV 2003 PDFBhargav PatelNessuna valutazione finora
- External Interface (XINTF)Documento38 pagineExternal Interface (XINTF)AlonsoNessuna valutazione finora
- Reasoning Calendar Questions Finding Day or Date, Concepts, Shortcuts ExplainedDocumento8 pagineReasoning Calendar Questions Finding Day or Date, Concepts, Shortcuts ExplainedManish KumarNessuna valutazione finora
- Vx5 5 ManualDocumento76 pagineVx5 5 Manualphoto38911Nessuna valutazione finora
- Structural SteelDocumento17 pagineStructural SteelliNessuna valutazione finora
- Christie Roadster S+20K Serial CommunicationsDocumento87 pagineChristie Roadster S+20K Serial Communicationst_wexNessuna valutazione finora
- 6-Heat Transfer in Multi Phase Materials PDFDocumento460 pagine6-Heat Transfer in Multi Phase Materials PDFJoselinaSosaZavalaNessuna valutazione finora
- Process Pumps - Api-610: Single Stage Volute Casing PumpsDocumento5 pagineProcess Pumps - Api-610: Single Stage Volute Casing Pumpsmehrzad1373Nessuna valutazione finora
- Lecture 3 - Enzyme and Enzyme Kinetics PDFDocumento8 pagineLecture 3 - Enzyme and Enzyme Kinetics PDFJulius BersabeNessuna valutazione finora
- Business Magazine SOFIA FABALDocumento4 pagineBusiness Magazine SOFIA FABALSofia FabalNessuna valutazione finora
- SMS CommandDocumento51 pagineSMS CommandMẫn Chiếm QuangNessuna valutazione finora
- Unit 5 - Mathematical Reasoning and AptitudeDocumento21 pagineUnit 5 - Mathematical Reasoning and AptitudeAbhishek Dali100% (1)
- Datasheet Solis 110K 5GDocumento2 pagineDatasheet Solis 110K 5GAneeq TahirNessuna valutazione finora
- Better Volume Other Formats 19aug12Documento11 pagineBetter Volume Other Formats 19aug12VijayNessuna valutazione finora
- Anatomy of GallbladderDocumento14 pagineAnatomy of GallbladderSamridhi DawadiNessuna valutazione finora
- Coca Cola Potentiometric TitrationDocumento5 pagineCoca Cola Potentiometric TitrationDaniela Delgadillo RestrepoNessuna valutazione finora
- DYA Series 2018Documento22 pagineDYA Series 2018Abo MohammedNessuna valutazione finora