Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Ebook. Fluid Mechanics by Yunus A. Cengel, John M. CimbalaDocumento5 pagineEbook. Fluid Mechanics by Yunus A. Cengel, John M. CimbalaKiki DhanieNessuna valutazione finora
- Engineering Mathematics - General AptitudeDocumento13 pagineEngineering Mathematics - General AptitudeAli Mehdi RizviNessuna valutazione finora
- Engineering Mathematics-1Documento8 pagineEngineering Mathematics-1Ali Mehdi RizviNessuna valutazione finora
- I.C Engine - Power PlantDocumento9 pagineI.C Engine - Power PlantAli Mehdi RizviNessuna valutazione finora
- Manufacturing Engineering - Heat TransferDocumento14 pagineManufacturing Engineering - Heat TransferAli Mehdi RizviNessuna valutazione finora
- Lec 1 - Basics of Speed and SoundDocumento29 pagineLec 1 - Basics of Speed and SoundAli Mehdi RizviNessuna valutazione finora
- Psychrometric ChartDocumento63 paginePsychrometric ChartCutekarthik Subramanian100% (1)
- Advances in Diverse Industrial Applications of Nano CompositesDocumento588 pagineAdvances in Diverse Industrial Applications of Nano CompositesJosé RamírezNessuna valutazione finora
- 1sty With ToiletDocumento22 pagine1sty With ToiletcimpstazNessuna valutazione finora
- Materials and Processes Quiz 1Documento6 pagineMaterials and Processes Quiz 1RuthNessuna valutazione finora
- 23 - PCA MethodDocumento64 pagine23 - PCA MethodPrashant GargNessuna valutazione finora
- 300 2732 Cat File LangDocumento60 pagine300 2732 Cat File LangZeeshanNessuna valutazione finora
- 01 List Approvals DoP MSDS 2013-09-18Documento9 pagine01 List Approvals DoP MSDS 2013-09-18JoseNessuna valutazione finora
- Types of Caissons:: (I) Single Wall Open Caisson (Ii) Cylindrical Open Caisson (Iii) Open Caisson With Dredging WellsDocumento4 pagineTypes of Caissons:: (I) Single Wall Open Caisson (Ii) Cylindrical Open Caisson (Iii) Open Caisson With Dredging WellsKeith GarridoNessuna valutazione finora
- 1-Internal Heat GainDocumento15 pagine1-Internal Heat GainWunNa100% (1)
- Centrifugal Chiller Fundamentals Guide PDFDocumento33 pagineCentrifugal Chiller Fundamentals Guide PDFKhizerNessuna valutazione finora
- Ceramic Microsphere - G-SeriesDocumento2 pagineCeramic Microsphere - G-Seriessriatul2006Nessuna valutazione finora
- Blue Casa - Cleo CountyDocumento8 pagineBlue Casa - Cleo CountyAbhinav KishoreNessuna valutazione finora
- Artex Provide Best Composite DoorsDocumento35 pagineArtex Provide Best Composite DoorsARTEX Composite DoorsNessuna valutazione finora
- pyreTronLadleHeater PDFDocumento4 paginepyreTronLadleHeater PDFLeon Angel Cardenas AriasNessuna valutazione finora
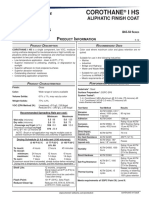
- Protective & Marine Coatings: Corothane IHSDocumento4 pagineProtective & Marine Coatings: Corothane IHSImam SitumeangNessuna valutazione finora
- Proceedings of Spie: High-Field Electrostriction of Elastomeric Polymer Dielectrics For ActuationDocumento14 pagineProceedings of Spie: High-Field Electrostriction of Elastomeric Polymer Dielectrics For ActuationrajainrushNessuna valutazione finora
- Precipitation of Metallic Chromium During Rapid Cooling of CR O SlagsDocumento4 paginePrecipitation of Metallic Chromium During Rapid Cooling of CR O SlagsChayon MondalNessuna valutazione finora
- Mesolayer in Turbulent Pipe and Channel FlowsDocumento7 pagineMesolayer in Turbulent Pipe and Channel Flowsnoorafzal786Nessuna valutazione finora
- Properties of Metals and AlloysDocumento19 pagineProperties of Metals and AlloysIlhamsidiqNessuna valutazione finora
- Brundle Stock Part 1Documento54 pagineBrundle Stock Part 1Colin SimpsonNessuna valutazione finora
- ICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsDocumento6 pagineICEF2010-35139: New Approaches On Material Design For High-Performance 2-Stroke Engine BearingsFLangNessuna valutazione finora
- ArticleDSM PDFDocumento7 pagineArticleDSM PDFlkc 8Nessuna valutazione finora
- Cellular Glass - Thickness CalculationDocumento15 pagineCellular Glass - Thickness CalculationPrabha KaranNessuna valutazione finora
- Approval Document ASSET DOC LOC 570Documento2 pagineApproval Document ASSET DOC LOC 570Shibin PoulNessuna valutazione finora
- Mix Design M50 GradeDocumento2 pagineMix Design M50 GradeLambu Sampath0% (1)
- Marplex - Injection Moulding of ThermoplasticsDocumento24 pagineMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNessuna valutazione finora
- TA-COMPACT-P EN LowDocumento8 pagineTA-COMPACT-P EN Lowjgv001Nessuna valutazione finora
- The Use of Post Tensioning in Marine StructuresDocumento39 pagineThe Use of Post Tensioning in Marine StructuresmonkeyDivanNessuna valutazione finora
- Putalibazar-10 Ward OfficeDocumento18 paginePutalibazar-10 Ward OfficeRam Prasad AwasthiNessuna valutazione finora
- 2017 - Multi V 5 UK Catalogue v1 PDFDocumento91 pagine2017 - Multi V 5 UK Catalogue v1 PDFdarun hussinNessuna valutazione finora