Potrebbero piacerti anche
- The Secret Language of AttractionDocumento278 pagineThe Secret Language of Attractionsandrojairdhonre89% (93)
- Asig1balance PDFDocumento14 pagineAsig1balance PDFDiegoNessuna valutazione finora
- Properties of Gasoline and Fuel Gases: de La Salle UniversityDocumento10 pagineProperties of Gasoline and Fuel Gases: de La Salle UniversityNazario Emil LintagNessuna valutazione finora
- Material and Energy BalanceDocumento23 pagineMaterial and Energy BalanceSaurabh KumarNessuna valutazione finora
- Stmma-Fd: Zhejiang Castchem New Material Co.,Ltd&Castchem (Hangzhou), IncDocumento2 pagineStmma-Fd: Zhejiang Castchem New Material Co.,Ltd&Castchem (Hangzhou), IncYash RaoNessuna valutazione finora
- Experiment 8Documento5 pagineExperiment 8Aldoz Karl Polinar MejosNessuna valutazione finora
- Sugar ProjectDocumento56 pagineSugar ProjectYonas ChakaNessuna valutazione finora
- Ejercicio de AbsorciónDocumento1 paginaEjercicio de AbsorciónfreddyNessuna valutazione finora
- Calorimetry Coffee Cup ExperimentDocumento8 pagineCalorimetry Coffee Cup ExperimentDana Georgiana CrivoiNessuna valutazione finora
- Gasoline Vapour RecoveryDocumento48 pagineGasoline Vapour Recoveryusaid saifullahNessuna valutazione finora
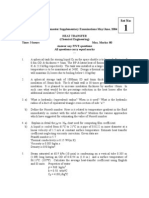
- Heat Transfer May2004 NR 310803Documento8 pagineHeat Transfer May2004 NR 310803Nizam Institute of Engineering and Technology LibraryNessuna valutazione finora
- EvaporationDocumento10 pagineEvaporationtroitrangNessuna valutazione finora
- Final Me Lab ReportDocumento15 pagineFinal Me Lab ReportMigelle Jose BarlisNessuna valutazione finora
- Tray Drying Lab Experiment 1Documento5 pagineTray Drying Lab Experiment 1Elaine PuiNessuna valutazione finora
- 3 - Vegetable Oil and BiofuelsDocumento15 pagine3 - Vegetable Oil and BiofuelsVenus Abigail GutierrezNessuna valutazione finora
- Me LabDocumento12 pagineMe LabRhea TrillanesNessuna valutazione finora
- CH-4 Plant Location & LayoutDocumento10 pagineCH-4 Plant Location & LayoutShivam PanchalNessuna valutazione finora
- Lecture 1-Fluid Statics 2003Documento6 pagineLecture 1-Fluid Statics 2003Leonardo LibresNessuna valutazione finora
- Experiment No 7Documento10 pagineExperiment No 7Florante ProtacioNessuna valutazione finora
- Natural Draft Tray DrierDocumento4 pagineNatural Draft Tray DrierAshish VermaNessuna valutazione finora
- Class 2 Plant DesignDocumento73 pagineClass 2 Plant DesignPratanu Kayet100% (1)
- LITERATURE REVIEW Exp 6Documento3 pagineLITERATURE REVIEW Exp 6Meenakchi Anuradha100% (2)
- Comparison Between Biodiesel Production From Raw Vegetable Oil and Waste Cooking OilsDocumento11 pagineComparison Between Biodiesel Production From Raw Vegetable Oil and Waste Cooking OilsSowmiya. A Asst. Prof / ChemicalNessuna valutazione finora
- Economic Analysis of Setting Up A Chemical Plant - DrIrJayNambiarDocumento34 pagineEconomic Analysis of Setting Up A Chemical Plant - DrIrJayNambiarYusuf ShanoNessuna valutazione finora
- Me Lab 3 Exp 2Documento7 pagineMe Lab 3 Exp 2Benedict TumlosNessuna valutazione finora
- Drill-9 EecoDocumento17 pagineDrill-9 EecoTine AbellanosaNessuna valutazione finora
- Grinding LawsDocumento4 pagineGrinding LawsRajesh PantinaNessuna valutazione finora
- Block Diagram of A Chemical-Reactor Control SystemDocumento13 pagineBlock Diagram of A Chemical-Reactor Control Systemکبری ادریس رسولNessuna valutazione finora
- Experiment No.10: Introduction of Kneader MixerDocumento4 pagineExperiment No.10: Introduction of Kneader MixerUsama0% (1)
- ENG1021 Electronic Principles: Kirchoff's Laws ExplainedDocumento134 pagineENG1021 Electronic Principles: Kirchoff's Laws ExplainedRobert MaxwellNessuna valutazione finora
- RVP DETERMINATIONDocumento9 pagineRVP DETERMINATIONnisasoberi100% (1)
- Comparative Decolorization of Dyes in Textile Wastewater Using Biological and Chemical TreatmentDocumento5 pagineComparative Decolorization of Dyes in Textile Wastewater Using Biological and Chemical TreatmentsnowhuliNessuna valutazione finora
- Landfills: DisposalDocumento21 pagineLandfills: DisposalAniket PrajapatiNessuna valutazione finora
- Simple DistillationDocumento6 pagineSimple DistillationAlfonso Dominguez GonzalezNessuna valutazione finora
- Fired Heater Decoking StepsDocumento2 pagineFired Heater Decoking StepssaadNessuna valutazione finora
- Extraction and Leaching PPT Notes PDFDocumento15 pagineExtraction and Leaching PPT Notes PDFJeaz JeazeNessuna valutazione finora
- Chapter Ii 7Documento9 pagineChapter Ii 7GodisGood AlltheTimeNessuna valutazione finora
- Sanitary Landfill: Nur Syafiqah BT Fauzan UMPDocumento58 pagineSanitary Landfill: Nur Syafiqah BT Fauzan UMPAmir AsyrafNessuna valutazione finora
- 1R16 - Project StudyDocumento27 pagine1R16 - Project StudyRenzo Cadag MacasilNessuna valutazione finora
- Combustion Worksheet: Gas, Liquid, Propane/Butane Fuel ProblemsDocumento3 pagineCombustion Worksheet: Gas, Liquid, Propane/Butane Fuel ProblemsLin Xian XingNessuna valutazione finora
- Relos Lab Rep 3 Me139l-2 E02Documento10 pagineRelos Lab Rep 3 Me139l-2 E02Jj JmNessuna valutazione finora
- Optimum Chemical Process Design and EconomicsDocumento15 pagineOptimum Chemical Process Design and EconomicsIvandale GundranNessuna valutazione finora
- Multiple Particle SystemsDocumento5 pagineMultiple Particle SystemsGerry Lou QuilesNessuna valutazione finora
- AE 233 (Chapter 2) Fluid Mechanics For Chemical EngineeringDocumento36 pagineAE 233 (Chapter 2) Fluid Mechanics For Chemical EngineeringKemalMalovcic100% (1)
- All About LeachingDocumento3 pagineAll About Leachinganon_850753764Nessuna valutazione finora
- H Stoll - Assignment2 - Marked - DrillingDocumento8 pagineH Stoll - Assignment2 - Marked - DrillingAlex StollNessuna valutazione finora
- 4 - Rotary DryerDocumento24 pagine4 - Rotary DryerkhawarNessuna valutazione finora
- 2.principle and Design of Waste MinimizationDocumento27 pagine2.principle and Design of Waste MinimizationFx NiubieNessuna valutazione finora
- Standard Test Method for Water in Crude OilDocumento6 pagineStandard Test Method for Water in Crude OilBryar HusenNessuna valutazione finora
- 5 - Counting Probability of Event Part2Documento29 pagine5 - Counting Probability of Event Part2Ulayya FarahNessuna valutazione finora
- Final Paper 1 Reg Set A20.04.2017 PDFDocumento15 pagineFinal Paper 1 Reg Set A20.04.2017 PDFAnudeep ChittluriNessuna valutazione finora
- Hook Gauge - Evaporation Measurement DeviceDocumento1 paginaHook Gauge - Evaporation Measurement DeviceArina MhtNessuna valutazione finora
- Pensky Martin (2015uch1708)Documento6 paginePensky Martin (2015uch1708)Manoj MorwalNessuna valutazione finora
- Lecture 7. HumidificationDocumento29 pagineLecture 7. HumidificationNOBLEMAN100% (1)
- Exercise No 4Documento20 pagineExercise No 4Abby RosalesNessuna valutazione finora
- Humidification and Drying ProblemsDocumento2 pagineHumidification and Drying ProblemsKuo SarongNessuna valutazione finora
- Calorific Value Course Using Boys CalorimeterDocumento7 pagineCalorific Value Course Using Boys CalorimeterJOHANAN OROKNessuna valutazione finora
- Experiment No,-3 (A) : Mass Transfer Lab IIT KGPDocumento3 pagineExperiment No,-3 (A) : Mass Transfer Lab IIT KGPSiddharth MohapatraNessuna valutazione finora
- Inverse Square Law of HeatDocumento9 pagineInverse Square Law of HeatAl Drexie BasadreNessuna valutazione finora
- ASS - HTO Lectures Topic-2Documento39 pagineASS - HTO Lectures Topic-2Rohit Ramesh KaleNessuna valutazione finora
- Chee 312 Lab 1 FinalDocumento22 pagineChee 312 Lab 1 FinalTshegofatso GotsilengNessuna valutazione finora
- HVAC Psychrometric Analysis To Avoid Moisture ProblemsDocumento30 pagineHVAC Psychrometric Analysis To Avoid Moisture ProblemsmohdrashidNessuna valutazione finora
- Scan Doc by CamScannerDocumento1 paginaScan Doc by CamScannerNorman OngNessuna valutazione finora
- To PrintDocumento34 pagineTo PrintNorman OngNessuna valutazione finora
- Frequency - Set 1 - 2 - 3Documento6 pagineFrequency - Set 1 - 2 - 3Norman OngNessuna valutazione finora
- Power - Set 2Documento6 paginePower - Set 2Norman OngNessuna valutazione finora
- C Program Source CodeDocumento118 pagineC Program Source CodeNorman OngNessuna valutazione finora
- Oil Extraction DataDocumento6 pagineOil Extraction DataNorman OngNessuna valutazione finora
- Eco Friendly HouseDocumento6 pagineEco Friendly HouseNorman OngNessuna valutazione finora
- Power - Set 3Documento6 paginePower - Set 3Norman OngNessuna valutazione finora
- Emergency Exit Route-ModelDocumento1 paginaEmergency Exit Route-ModelNorman OngNessuna valutazione finora
- Nickel DepositsDocumento12 pagineNickel DepositsNorman OngNessuna valutazione finora
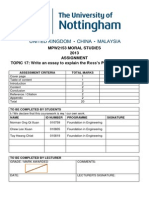
- Ross's Prima Facie Duties ExplainedDocumento17 pagineRoss's Prima Facie Duties ExplainedNorman OngNessuna valutazione finora
- Ross's Prima Facie Duties ExplainedDocumento17 pagineRoss's Prima Facie Duties ExplainedNorman OngNessuna valutazione finora
- Eco Friendly HouseDocumento6 pagineEco Friendly HouseNorman OngNessuna valutazione finora
- Ross's Prima Facie Duties ExplainedDocumento17 pagineRoss's Prima Facie Duties ExplainedNorman OngNessuna valutazione finora
- Serto Up To Date 33Documento7 pagineSerto Up To Date 33Teesing BVNessuna valutazione finora
- L P 10Documento13 pagineL P 10Bình Minh HoàngNessuna valutazione finora
- New Company Profile.Documento8 pagineNew Company Profile.Allen AsirNessuna valutazione finora
- Your Results For: "Multiple-Choice Questions: B": DelayDocumento4 pagineYour Results For: "Multiple-Choice Questions: B": DelayawairmalikNessuna valutazione finora
- Professional Builder - Agosto 2014Documento32 pagineProfessional Builder - Agosto 2014ValNessuna valutazione finora
- SPSS-TEST Survey QuestionnaireDocumento2 pagineSPSS-TEST Survey QuestionnaireAkshay PatelNessuna valutazione finora
- Surface water drainage infiltration testingDocumento8 pagineSurface water drainage infiltration testingRay CooperNessuna valutazione finora
- Asus X553MA Repair Guide Rev2.0Documento7 pagineAsus X553MA Repair Guide Rev2.0UMA AKANDU UCHENessuna valutazione finora
- How To Install Windows XP From Pen Drive Step by Step GuideDocumento3 pagineHow To Install Windows XP From Pen Drive Step by Step GuideJithendra Kumar MNessuna valutazione finora
- Chapter 7 - The Political SelfDocumento6 pagineChapter 7 - The Political SelfJohn Rey A. TubieronNessuna valutazione finora
- 4 Exploring Your Personality Q and Scoring Key (Transaction Analysis)Documento3 pagine4 Exploring Your Personality Q and Scoring Key (Transaction Analysis)Tarannum Yogesh DobriyalNessuna valutazione finora
- Journal Sleep Walking 1Documento7 pagineJournal Sleep Walking 1Kita SemuaNessuna valutazione finora
- 740 (Q50, V40, Awa 4Documento10 pagine740 (Q50, V40, Awa 4rawat2583Nessuna valutazione finora
- New Japa Retreat NotebookDocumento48 pagineNew Japa Retreat NotebookRob ElingsNessuna valutazione finora
- Gantt Chart Engr110 - Gantt Chart Template 3Documento1 paginaGantt Chart Engr110 - Gantt Chart Template 3api-375485735Nessuna valutazione finora
- Parking Garage LED Retrofit - 1 - Lighting-Guide - Rev.082015 PDFDocumento2 pagineParking Garage LED Retrofit - 1 - Lighting-Guide - Rev.082015 PDFmonsNessuna valutazione finora
- FED - Summer Term 2021Documento18 pagineFED - Summer Term 2021nani chowdaryNessuna valutazione finora
- How To Oven and Sun Dry Meat and ProduceDocumento12 pagineHow To Oven and Sun Dry Meat and ProduceLes BennettNessuna valutazione finora
- Digitrip 520Documento40 pagineDigitrip 520HACNessuna valutazione finora
- Direction: Read The Questions Carefully. Write The Letters of The Correct AnswerDocumento3 pagineDirection: Read The Questions Carefully. Write The Letters of The Correct AnswerRomyross JavierNessuna valutazione finora
- Beyond VaR OfficialDocumento76 pagineBeyond VaR OfficialmaleckicoaNessuna valutazione finora
- MF-QA-001 PDIR ReportDocumento2 pagineMF-QA-001 PDIR ReportBHUSHAN BAGULNessuna valutazione finora
- Clustering Social Network GraphsDocumento12 pagineClustering Social Network GraphsRáhùl SréédhãrNessuna valutazione finora
- XYZ Company Asset Inventory ReportDocumento1 paginaXYZ Company Asset Inventory ReportNini KitsNessuna valutazione finora
- MMADDocumento2 pagineMMADHariharan SNessuna valutazione finora
- Activities/Assessments 2:: Determine The Type of Sampling. (Ex. Simple Random Sampling, Purposive Sampling)Documento2 pagineActivities/Assessments 2:: Determine The Type of Sampling. (Ex. Simple Random Sampling, Purposive Sampling)John Philip Echevarria0% (2)
- Dryers in Word FileDocumento5 pagineDryers in Word FileHaroon RahimNessuna valutazione finora
- Types of Stress: Turdalieva Daria HL 2-19 ADocumento9 pagineTypes of Stress: Turdalieva Daria HL 2-19 ADaria TurdalievaNessuna valutazione finora