Potrebbero piacerti anche
- Engineering Encyclopedia: Visual InspectionDocumento31 pagineEngineering Encyclopedia: Visual InspectionAnonymous S9qBDVky50% (2)
- VAIL-20-129-S-007 - Fitness For Service Assessment of Static Equipment - Rev. ADocumento25 pagineVAIL-20-129-S-007 - Fitness For Service Assessment of Static Equipment - Rev. Akunnar corrosionNessuna valutazione finora
- Basic Pressure Vessel ConceptsDocumento18 pagineBasic Pressure Vessel ConceptsjishnunelliparambilNessuna valutazione finora
- Requirements For Performing Nondestructive Testing PDFDocumento39 pagineRequirements For Performing Nondestructive Testing PDFAnonymous S9qBDVkyNessuna valutazione finora
- Section 1 Inspection and NDTDocumento84 pagineSection 1 Inspection and NDTariyamanjula2914100% (1)
- Visual InspectionDocumento24 pagineVisual Inspectionaby100% (2)
- Engineering Encyclopedia Saudi AramcoDocumento83 pagineEngineering Encyclopedia Saudi AramcoMANUEL JESÚS GÓMEZ GARCÍA100% (2)
- ASME B31.1 2018 (Inspection-Academy)Documento31 pagineASME B31.1 2018 (Inspection-Academy)royal0% (1)
- COE-101.07, Design For Corrosion ControlDocumento58 pagineCOE-101.07, Design For Corrosion ControlNacer KisyNessuna valutazione finora
- Corrosion BasicsDocumento56 pagineCorrosion BasicsTun Naing WinNessuna valutazione finora
- Mechanical FailuresDocumento33 pagineMechanical Failuresmohamed abd eldayemNessuna valutazione finora
- Saep 1144Documento22 pagineSaep 1144shaban100% (1)
- MG-HSEQ-Q-P-0268 Rev A1 Corporate Procedure For Visual InspectionDocumento11 pagineMG-HSEQ-Q-P-0268 Rev A1 Corporate Procedure For Visual InspectionAbdelrahman Hosny100% (1)
- Electric Motor 9Documento54 pagineElectric Motor 9abdulkadhirNessuna valutazione finora
- SOL LogicDocumento21 pagineSOL LogicJa RiveraNessuna valutazione finora
- Quality - NDT and NDE Present-OKDocumento60 pagineQuality - NDT and NDE Present-OKMan Nguyen TheNessuna valutazione finora
- 3-Eddy CuRRENT WORKSHOP 2016Documento51 pagine3-Eddy CuRRENT WORKSHOP 2016Asif Hameed100% (4)
- 00 Saip 80 PDFDocumento90 pagine00 Saip 80 PDFsaghir hassanNessuna valutazione finora
- Engineering Encyclopedia: Protective Coating ApplicationDocumento24 pagineEngineering Encyclopedia: Protective Coating ApplicationAnonymous S9qBDVkyNessuna valutazione finora
- Downhole Corrosion Survey ToolsDocumento34 pagineDownhole Corrosion Survey ToolsabyNessuna valutazione finora
- Interview Questions For QAQC MechanicalDocumento33 pagineInterview Questions For QAQC MechanicalBalakumar95% (352)
- 2.2.2 Technical Requirements For Weld Overlay, Cladding & HardfacingDocumento6 pagine2.2.2 Technical Requirements For Weld Overlay, Cladding & Hardfacingim4uim4uim4u100% (4)
- Ultrasonic InspectionDocumento20 pagineUltrasonic Inspectionnaspauzan100% (1)
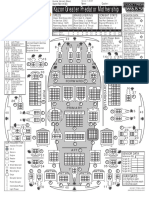
- Kazon Greater Predator MothershipDocumento1 paginaKazon Greater Predator MothershipknavealphaNessuna valutazione finora
- Introduction To Civil Aspects of Piping SystemsDocumento75 pagineIntroduction To Civil Aspects of Piping SystemsPierre DibNessuna valutazione finora
- Welding Inspection Ass 1Documento7 pagineWelding Inspection Ass 1mohd as shahiddin jafriNessuna valutazione finora
- Other NDT TechniquesDocumento12 pagineOther NDT TechniquesabyNessuna valutazione finora
- Other NDT TechniquesDocumento12 pagineOther NDT TechniquesabyNessuna valutazione finora
- Motor Starter Components and StandardsDocumento20 pagineMotor Starter Components and StandardsJellyn BaseNessuna valutazione finora
- List NDT Techniques Commonly Used For Inspecting and ComponentsDocumento12 pagineList NDT Techniques Commonly Used For Inspecting and ComponentscollinsNessuna valutazione finora
- Inspection Test PlanDocumento141 pagineInspection Test PlanKoya ThangalNessuna valutazione finora
- 00-SAIP-90 Maintenance Quality Requirements For High Voltage Electrical AssetsDocumento34 pagine00-SAIP-90 Maintenance Quality Requirements For High Voltage Electrical AssetsAswin KurupNessuna valutazione finora
- Engineering Encyclopedia: Fabrication, Inspection, and Testing of Pressure VesselsDocumento70 pagineEngineering Encyclopedia: Fabrication, Inspection, and Testing of Pressure VesselsAfzaalUmairNessuna valutazione finora
- Engineering Encyclopedia: Saudi Aramco Corrosion Basics - A RefresherDocumento18 pagineEngineering Encyclopedia: Saudi Aramco Corrosion Basics - A Refreshersibi_s_rajNessuna valutazione finora
- Inside:: Issue 4 - February 2004 Bi-Monthly Warhammer E-ZineDocumento40 pagineInside:: Issue 4 - February 2004 Bi-Monthly Warhammer E-ZineJoe BloggsNessuna valutazione finora
- 17 Samss 006Documento13 pagine17 Samss 006Ahamedulla KhanNessuna valutazione finora
- Corrosion CuoponsDocumento70 pagineCorrosion CuoponsWalidbenrhoumaNessuna valutazione finora
- Control Panel Installation GuidelinesDocumento4 pagineControl Panel Installation GuidelinesBalu MNessuna valutazione finora
- Infrared Thermography Testing-Procedure PDFDocumento7 pagineInfrared Thermography Testing-Procedure PDFHoang Diep PhanNessuna valutazione finora
- Saudi Aramco NDT Methods Application On Heat ExchangersDocumento30 pagineSaudi Aramco NDT Methods Application On Heat Exchangersaasatti100% (1)
- Nondestructive Testing PDFDocumento65 pagineNondestructive Testing PDFAnonymous S9qBDVkyNessuna valutazione finora
- Pipe Hanger InspectionDocumento2 paginePipe Hanger InspectionPiyush Agarwal100% (1)
- COE10602, Corrosion FailuresDocumento73 pagineCOE10602, Corrosion Failuresامين100% (1)
- Field Failure Analysis ProceduresDocumento41 pagineField Failure Analysis Proceduresmohamed abd eldayem100% (1)
- Engineering Encyclopedia: Underwater NDTDocumento9 pagineEngineering Encyclopedia: Underwater NDTabyNessuna valutazione finora
- INE 150 Instructor PDFDocumento51 pagineINE 150 Instructor PDFKumar RNessuna valutazione finora
- Samco Saj Saudia AramcoDocumento62 pagineSamco Saj Saudia AramcoFaouzi TlemcenNessuna valutazione finora
- Aramco Engineering - Evaluating Motor SpecificationsDocumento161 pagineAramco Engineering - Evaluating Motor Specificationsdeepu220100% (1)
- NDTDocumento23 pagineNDTPrabhu Subbiah Ramdoss100% (6)
- Welding ParametersDocumento87 pagineWelding ParametersDhanish Kumar100% (3)
- Corrosion Inspection Program PDFDocumento46 pagineCorrosion Inspection Program PDFAnonymous S9qBDVkyNessuna valutazione finora
- Positive Material IdentificationDocumento7 paginePositive Material Identificationsai swaroopNessuna valutazione finora
- Satorp TR Interview Questionnar (Welding)Documento21 pagineSatorp TR Interview Questionnar (Welding)abyNessuna valutazione finora
- Overview of Part 2 Failure AnalysisDocumento12 pagineOverview of Part 2 Failure AnalysisAnonymous S9qBDVkyNessuna valutazione finora
- Saes W 016 PDFDocumento10 pagineSaes W 016 PDFRaj AryanNessuna valutazione finora
- Measurement Assignment EssayDocumento31 pagineMeasurement Assignment EssayBihanChathuranga100% (2)
- Importance of Inspection For CorrosionDocumento23 pagineImportance of Inspection For CorrosionabyNessuna valutazione finora
- Exova TestingDocumento13 pagineExova Testinganwarhas05Nessuna valutazione finora
- ECE Companies ListDocumento9 pagineECE Companies ListPolaiah Geriki100% (1)
- IMCI Chart BookletDocumento43 pagineIMCI Chart Bookletmysticeyes_17100% (1)
- Engineering Encyclopedia: Instrumented ScrapersDocumento16 pagineEngineering Encyclopedia: Instrumented ScrapersabyNessuna valutazione finora
- Electrical ExamDocumento3 pagineElectrical ExamSheraz TariqNessuna valutazione finora
- Saic MPT 2004 Rev 0Documento6 pagineSaic MPT 2004 Rev 0philipyapNessuna valutazione finora
- Vapor Line Inspection by Thermography - Dist. UnitDocumento4 pagineVapor Line Inspection by Thermography - Dist. Unitعزت عبد المنعمNessuna valutazione finora
- IAEABuriedPiping NESeriesWebDocumento389 pagineIAEABuriedPiping NESeriesWebAnonymous 1hOgJqwZuz100% (1)
- 4688 Tube To Tube Sheet Weld Scanning ServiceDocumento2 pagine4688 Tube To Tube Sheet Weld Scanning ServiceBaher ElsheikhNessuna valutazione finora
- Clad and Lined Pipe Specification: Company SpecificationsDocumento59 pagineClad and Lined Pipe Specification: Company SpecificationsrachedNessuna valutazione finora
- Welding, Cutting and Brazing ChecklistDocumento11 pagineWelding, Cutting and Brazing ChecklistokamoNessuna valutazione finora
- Sa P 033Documento3 pagineSa P 033Haleem Ur Rashid BangashNessuna valutazione finora
- Ultrasonic InspectionDocumento20 pagineUltrasonic Inspectionabraham silva hernandezNessuna valutazione finora
- NDT - Ultrasonice Test - Backwell Echo AttenuationDocumento9 pagineNDT - Ultrasonice Test - Backwell Echo AttenuationAnand SinhaNessuna valutazione finora
- Ultrasonic oDocumento8 pagineUltrasonic oDiego Alfonso Godoy PerezNessuna valutazione finora
- Dimensional Measurements, Material Characterization, and MoreDocumento4 pagineDimensional Measurements, Material Characterization, and Moreozlem3472265Nessuna valutazione finora
- ASME Code Requirements PDFDocumento5 pagineASME Code Requirements PDFsusanwebNessuna valutazione finora
- Music CG 2016Documento95 pagineMusic CG 2016chesterkevinNessuna valutazione finora
- Performance Task 1Documento3 paginePerformance Task 1Jellie May RomeroNessuna valutazione finora
- National Anthems of Selected Countries: Country: United States of America Country: CanadaDocumento6 pagineNational Anthems of Selected Countries: Country: United States of America Country: CanadaHappyNessuna valutazione finora
- Technology Based Project: Special Track 1)Documento14 pagineTechnology Based Project: Special Track 1)Kim ChiquilloNessuna valutazione finora
- SweetenersDocumento23 pagineSweetenersNur AfifahNessuna valutazione finora
- Eloy-Stock English Full PDFDocumento0 pagineEloy-Stock English Full PDFR.s. WartsNessuna valutazione finora
- World Insurance Report 2017Documento36 pagineWorld Insurance Report 2017deolah06Nessuna valutazione finora
- Government College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniqueDocumento11 pagineGovernment College of Nursing Jodhpur: Practice Teaching On-Probability Sampling TechniquepriyankaNessuna valutazione finora
- 16783Documento51 pagine16783uddinnadeemNessuna valutazione finora
- Mosfet Irfz44Documento8 pagineMosfet Irfz44huynhsang1979Nessuna valutazione finora
- Food ResourcesDocumento20 pagineFood ResourceshiranNessuna valutazione finora
- 01 托福基础课程Documento57 pagine01 托福基础课程ZhaoNessuna valutazione finora
- Man As God Created Him, ThemDocumento3 pagineMan As God Created Him, ThemBOEN YATORNessuna valutazione finora
- Applied Economics 2Documento8 pagineApplied Economics 2Sayra HidalgoNessuna valutazione finora
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationDocumento16 pagineKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)
- 8051 NotesDocumento61 pagine8051 Notessubramanyam62Nessuna valutazione finora
- PFEIFER Angled Loops For Hollow Core Slabs: Item-No. 05.023Documento1 paginaPFEIFER Angled Loops For Hollow Core Slabs: Item-No. 05.023adyhugoNessuna valutazione finora
- Subject Manual Tle 7-8Documento11 pagineSubject Manual Tle 7-8Rhayan Dela Cruz DaquizNessuna valutazione finora
- Where We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Documento1 paginaWhere We Are in Place and Time "We Are Part of The Universe and Feel Compelled To Explore It."Safia-umm Suhaim- FareedNessuna valutazione finora
- Anatomy of the pulp cavity กย 2562-1Documento84 pagineAnatomy of the pulp cavity กย 2562-1IlincaVasilescuNessuna valutazione finora
- CV Augusto Brasil Ocampo MedinaDocumento4 pagineCV Augusto Brasil Ocampo MedinaAugusto Brasil Ocampo MedinaNessuna valutazione finora
- postedcontentadminuploadsFAQs20for20Organization PDFDocumento10 paginepostedcontentadminuploadsFAQs20for20Organization PDFMohd Adil AliNessuna valutazione finora
- How To Block HTTP DDoS Attack With Cisco ASA FirewallDocumento4 pagineHow To Block HTTP DDoS Attack With Cisco ASA Firewallabdel taibNessuna valutazione finora
- PDF Chapter 5 The Expenditure Cycle Part I Summary - CompressDocumento5 paginePDF Chapter 5 The Expenditure Cycle Part I Summary - CompressCassiopeia Cashmere GodheidNessuna valutazione finora